Обраб лавлением. Раздел 6 Обработка металлов давлением. Обработка металлов давлением
 Скачать 1.25 Mb. Скачать 1.25 Mb.
|

Раздел 6 Обработка металлов давлениемСущность и способы обработки давлением Обработка давлением основана на использовании пластичности металлов, т.е. на их способности в определенных условиях воспринимать под действием внешних сил остаточную деформацию без нарушения целостности материала заготовки, поэтому она применима лишь к металлам достаточно пластичным. Пластичнее других металлов свинец, он легко деформируется при нормальной температуре. Олово, алюминий, цинк, железо, низкоуглеродистая сталь также могут быть обработаны давлением без нагрева. Пластичность средне- и высокоуглеродистой сталей и других металлов в холодном состоянии недостаточна; при нагреве до определенных температур их пластичность повышается и способность к деформации возрастает. Некоторые металлы и сплавы (например, марганец, чугун и др.) непластичны даже при нагревании, они остаются хрупкими вплоть до расплавления. Такие металлы не могут обрабатываться давлением. По назначению процессы обработки металлов давлением группируют следующим образом (таблица 1): – для получения изделий постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления деталей – прокатка, волочение, прессование; – для получения деталей или заготовок, имеющих формы и размеры, приближенные к размерам и формам готовых деталей, требующих механической обработки для придания им окончательных размеров и заданного качества поверхности – ковка, штамповка. Все большее распространение получает способ изготовления гнутых профилей из холодной листовой заготовки на специальных профилировочных станах. Этот способ важен, так как дает возможность экономить металл (в сравнении с прокатными профилями) за счет толщины изделий и получать при необходимости сложные профили. Таблица 1 - Способы обработки материалов давлением
Пластическая деформация, ее влияние на свойства металла Для пластической (остаточной) деформации металла необходимо напряжение, которое больше предела его упругости σуи меньше временного сопротивления разрыву σв (чтобы не получилось трещин). Остаточная деформация металла является следствием сдвигов, происходящих внутри и по границам зерен. Изменение формы зерен сопровождается дроблением их, образуется слоистая (полосчатая) структура, называемая текстурой деформации. Направление текстуры учитывают при конструировании и составлении технологии обработки заготовок, так как текстура определяет анизотропность: наибольшие напряжения на растяжение выдерживаются вдоль волокон, а на срез и сдвиг – поперек волокон. Под действием давления сдвиг слоев зерен идет сначала по плоскостям главного скольжения (легчайшего сдвига), где плотность атомов является наибольшей. Факт наименьшего сопротивления сдвигу вдоль этих плоскостей объясняется наибольшим расстоянием их от таких же соседних плоскостей (среди других возможных сечений через пространственную решетку), что определяет наименьшую силу их связи. Для сдвига части идеального кристалла железа сечением 1 мм2 на одно межатомное расстояние в плоскости легчайшего сдвига одновременно по всему сечению (1 мм2) требуется сила τ = 8400 Н (850 кгс). С ростом деформации кристаллическая решетка искажается, скольжение по главным плоскостям замедляется и дальнейшая деформация развивается за счет скольжения по другим плоскостям. В результате атомы перемещаются в пересекающихся плоскостях, что определяет увеличение сопротивления их движению, зерна дробятся, металл упрочняется. Кристаллическая решетка в каждом обломке зерна по-своему ориентирована; кроме того, сама решетка искажена в сравнении с равновесной. Реально кристаллическая решетка имеет дефекты. Наличие в кристалле дислокации определяет наименьшую силу для деформации в плоскости, где находится дислокационная линия. При этом деформация связана с последовательным перемещением дислокаций через смежные атомные плоскости как бы волнообразным скольжением, на что расходуется энергия во много раз меньшая необходимой энергии для сдвига атомов по всему сечению. Если включение имеет границу раздела с решеткой кристалла, то дислокация зацепляется за него и не проходит. Помимо таких включений, дислокации зацепляются за межузловые и межкристаллические образования, за дислокации, пересекающие плоскость скольжения, в результате движение дислокаций становится затруднительным и совсем прекращается, металл теряет пластичность, становится более прочным, а дальнейшее повышение напряжения может привести к трещинам и разрушению металла. Таким образом, пластичность металлов определяется не только характером межатомных связей, видом и параметрами кристаллической решетки, но и наличием, характером и количеством дислокаций в кристаллах, а также наличием примесей (инородных включении). Уменьшение числа дислокаций определяет повышение прочности металлов. В настоящее время существуют методы выращивания кристаллов диаметром около 0,1 мм и длиной несколько миллиметров с минимальным количеством дислокаций, их называют усами. Прочность усов из железа в 100 раз выше прочности образцов того же размера, вырезанных из литого монокристалла железа. Усы выращивают также из графита, оксида алюминия, карбида кремния; их применяют для армирования, в результате чего получают композиционные материалы весьма высокой прочности. В результате деформации при температуре ниже порога рекристаллизации изменяются механические и физико-химические свойства металлов: твердость, прочность и хрупкость увеличиваются, а пластичность, вязкость, коррозионная стойкость и электропроводность уменьшаются. Это изменение свойств, связанное с деформацией в холодном состоянии, называют наклепом. Состояние наклепа термодинамически неустойчиво, С увеличением массового содержания углерода в стали ее обработка в холодном состоянии становится труднее. На практике обработку стали давлением обычно производят в нагретом виде; в холодном состоянии давлением обрабатываются только тонкие листовые и полосовые заготовки из стали и заготовки из цветных металлов и их сплавов. Нагрев металла, режим нагрева При нагреве наклепанного металла его структура из термодинамически неустойчивого состояния наклепа переходит постепенно в устойчивое равновесное состояние. Это сопровождается изменениями в свойствах металла. Начальное частичное снятие искажений кристаллической решетки при нагреве называется возвратом. При возврате уменьшаются твердость, прочность металлов, повышается пластичность. У сталей возврат наблюдается при нагреве до 200 - 300 °С. При дальнейшем нагреве происходит полное снятие искажений кристаллической решетки, образование и рост зерен за счет наклепанных, восстановление пластичности металла. Образование новых зерен называется рекристаллизацией, а температуру, при которой начинают возникать новые мельчайшие зерна - температурой рекристаллизации (порогом рекристаллизации). При температуре порога рекристаллизации лишь уменьшается наклеп и рекристаллизация идет очень медленно; для ускорения рекристаллизации необходима большая температура. При нагреве выше 300 °С идет процесс разупрочнения стали, увеличивается пластичность и облегчается обработка давлением, следовательно, для такой обработки нагрев стали должен быть достаточно высоким, однако» нельзя допускать пережога, который наблюдается при нагреве, близком к температурам линии солидуса. Пережженный металл является неисправимым браком. Ниже зоны пережога лежит зона перегрева, выражающаяся резким ростом зерна аустенита, что приводит к образованию крупнозернистой структуры, определяющей пониженную пластичность при обработке давлением и пониженную прочность охлажденных изделий. Перегретый; металл также является браком, но его можно исправить отжигом или нормализацией. Заканчивать обработку давлением следует также при оптимальной температуре; продолжение обработки при более низкой температуре приводит к неполной рекристаллизации и наклепу. Поскольку нагрев заготовок в печах начинается от поверхности и постепенно распространяется внутрь, он вызывает напряжения и быстрый нагрев в печи ведет к растрескиванию вследствие неравномерного теплового расширения внешних и внутренних частей заготовки, в особенности в интервале температур перекристаллизации, когда изменяются структура и объем металла. Печи для нагрева заготовок делятся на пламенные (нагреваемые при сжигании мазута или газа) и электрические. По распределению тепла в рабочем пространстве печи разделяются на камерные и методические. В небольших (площадью до 2,5 м2) камерных печах температура по всему пространству одинакова; в них нагревают мелкие заготовки, допускающие ускоренный разогрев. Крупные слитки для прокатки на обжимных станах и ковки на прессах нагревают в камерных регенеративных печах с выдвижным подом или в колодцевых печах (колодцах), где слитки (6 - 18 шт. для одного нагрева) опускают и вынимают через отверстия в своде печи, которые находятся на уровне рабочей площадки цеха. Отверстия перекрывают отодвигающейся в сторону крышкой. В методических печах, имеющих удлиненный под, температура в различных частях неодинакова. Заготовки, поступающие в печь, постепенно передвигаются вдоль пода навстречу продуктам горения. В зону высоких температур заготовки поступают уже достаточно подогретыми. Передвижение заготовок по поду осуществляется механическими толкателями. Заготовки при нагреве вовремя обработки и при охлаждении окисляются, покрываются коркой оксидов. Толщина этой корки (окалины) у крупных заготовок стали достигает нескольких миллиметров за одну операцию. При многократном нагреве потери стали от угара весьма велики (5 % и более). В электрических и муфельных печах с защитным газом производится безокислительный нагрев. При обработке с таким нагревом потери от угара сокращаются в 4 - 5 раз. Электрический нагрев происходит по всей массе заготовки одновременно от действия индукционных токов (индукционный нагрев) или от сопротивления самой заготовки прохождению в ней тока (контактный нагрев). Поэтому электрический нагрев позволяет достигать нужных температур в 10 - 20 раз быстрее, чем нагрев от поверхности. Такой нагрев применяют для длинных заготовок постоянного сечения диаметром до 75 мм. Горячая обработка давлением производится при нагреве значительно выше температуры рекристаллизации, из обломков раздробленных при обжатии зерен быстро растут новые зерна, пока они не будут раздроблены новым обжатием, и т. д. Это значит, что при горячей обработке давлением последовательно протекают два процесса - измельчение зерен и рекристаллизация, поэтому исчезают пороки литого металла: газовые пузыри и пустоты с неокисленными поверхностями завариваются, металл уплотняется; в результате диффузии при высокой температуре выравнивается химический состав металла. В связи с этим горячую обработку давлением используют для производства тяжело нагруженных деталей. Сущность прокатки Прокаткой называют вид обработки давлением, при котором металл пластически деформируется вращающимися гладкими или имеющими соответствующие канавки (ручьи) валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. При этом получают прокат – готовые изделия или заготовки для последующей обработки ковкой, штамповкой, прессованием, волочением или резанием. Сортамент проката делится на следующие основные группы: сортовой прокат, листовой прокат, трубы и профили специального назначения. Исходной заготовкой для проката служат стальные слитки массой до 25 т. Из слитков на обжимных прокатных станах получают заготовки квадратного профиля – блюмы, используемые для изготовления сортового проката и слябы – заготовки прямоугольного профиля, из которых получают лист и полосы. Сортовой прокат подразделяют на простой и фасонный (сложного профиля). К простому прокату относят профили с простой геометрической формой сечения – круг, квадрат, шестигранник и др. К прокату фасонного профиля относятся сталь угловая, тавр, швеллер и др. Некоторые виды сортового проката общего назначения показаны на рис.51. Листовой прокат разделяется на тонколистовую и толстолистовую сталь. Листовой прокат толщиной менее 4 мм называют тонколистовым, а свыше 4 мм – толстолистовым. Ширина листов тонколистовой стали от 600 до 2200 мм. К этому виду продукции относится, например, сталь оцинкованная, жесть белая (покрытая оловом), трансформаторная сталь, стальная лента и др. Трубы в зависимости от технологии их производства делят на бесшовные и сварные. Трубы стальные бесшовные прокатываются с наружным диаметром от 30 до 650 мм и толщиной стенок от 2,5 до 55 мм. Трубы сварные изготавливают из полосы с наружным диаметром до 1420 мм и толщиной стенок до 20 мм. В настоящее время для магистральных газопроводов осваивается производство сварных труб диаметром до 2200 мм. К специальным видам проката относятся, например, заготовка вагонной оси, цельнокатаные колеса для вагонов, зубчатые колеса и др. Этот вид проката чаще всего применяется как фасонная заготовка для последующей штамповки или как заготовка под механическую обработку. В прокат перерабатывают до 80% всей выплавляемой стали и большую часть цветных металлов и сплавов, его используют в строительстве, машиностроении и других отраслях промышленности. Существуют три основных вида прокатки: продольная, поперечная и поперечно-винтовая (косая) (рисунок 1). 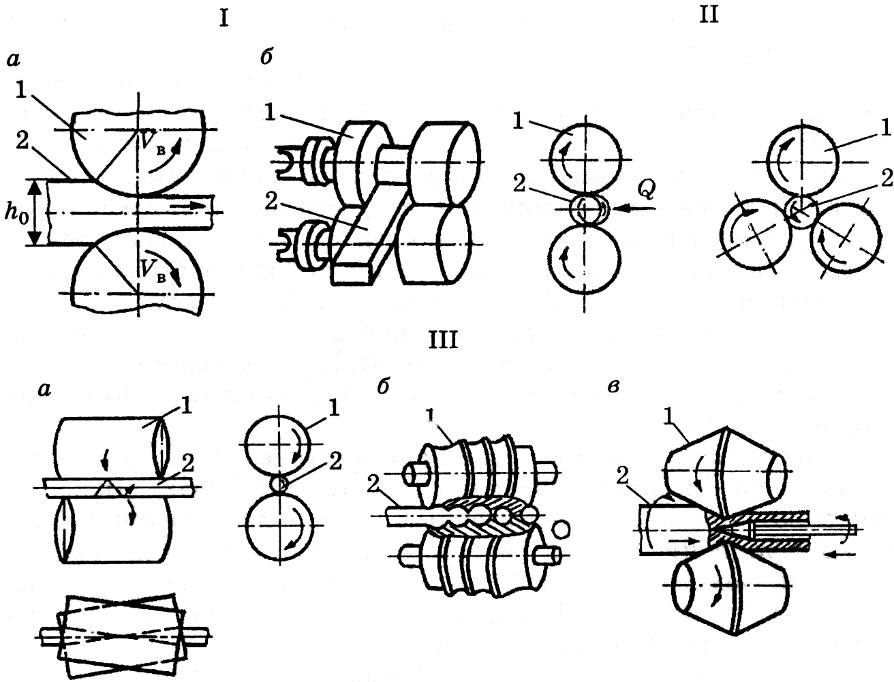 Рисунок 1 – Основные виды прокатки При продольной прокатке заготовка 2 деформируется между гладкими или имеющими калибры валками, вращающимися в противоположные стороны, и перемещается перпендикулярно к осям валков. При поперечной прокатке валки 1 вращаются в одном направлении и оси их параллельны, а заготовка 2 деформируется ими, вращаясь вокруг своей оси. При поперечно-винтовой (косой) прокатке валки 1 вращаются в одном направлении, а оси их расположены под некоторым углом, благодаря чему заготовка 2 деформируется валками; при этом она не только вращается, но и перемещается поступательно вдоль своей оси. На рис. 2 изображена схема продольной прокатки. В процессе прокатки уменьшается толщина заготовки при одновременном увеличении ее длины и ширины. Деформация заготовки характеризуется обжатием и коэффициентом вытяжки. Обжатие – уменьшение толщины заготовки. Во время прокатки заготовка непрерывно втягивается в зазор между валками под действием сил трения между ними и поверхностью заготовки. Для осуществления процесса прокатки необходима определенная величина сил трения. Так, во время продольной прокатки заготовка находится под действием двух основных сил: трения Т и нормальной N, действующей со стороны валков. 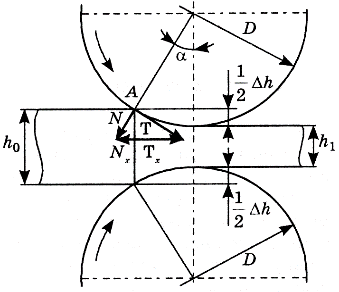 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||