   
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ
5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование
В процессе дефектации были выбракованы некоторые детали. Одна из них многоступенчатый шлицевой вал, подлежащий ремонту.
Он имеет разные поверхности: посадочные места под подшипники, посадочное место под шлицы и посадочное место под шпонку. Вал изготовлен из Стали 45 ГОСТ 1050-88.
На валу выявлены следующие дефекты: износ посадочной поверхности под подшипники ø22+0,015 на 0,2 мм и износ профиля шлицев до 0,3 мм.
Износ посадочных поверхностей устраняется хромированием с последующей механической обработкой, так как из всех методов восстановления поверхностей осталивание наиболее дешевый и эффективный способ при не большом износе, так как металлизацией может наращиваться слой до 2 мм.
Износ профиля шлицев устраняется заваркой (наплавкой) с последующей механической обработкой, так как данный метод является самым экономичным и дешевым.
5.2 Разработка маршрутно-операционной технологии
Таблица 5 - Маршрутная технология
Номер операции
|
Наименование операции
|
Оборудование
|
005
|
Токарно-винторезная
|
16К20
|
010
|
Наплавочная
|
Трансформатор СТШ-250
|
015
|
Токарно-винторезная
|
16К20
|
020
|
Горизонтально-фрезерная
|
6Р82
|
025
|
Слесарная
|
Верстак
|
030
|
Шлицешлифовальная
|
3451
|
035
|
Круглошлифовальная
|
3У151
|
040
|
Гальваническая
|
Гальваническая линия
|
045
|
Круглошлифовальная
|
3У151
|
050
|
Контрольная
|
Стол ОТК
|
Таблица 6 - Операционная технология
Номер операции
|
Наименование операции, содержание установок и переходов
|
Приспособление
|
Инструмент
|
Режущий
|
Средства измерения
|
1
|
2
|
3
|
4
|
5
|
005
010
015
020
025
030
035
040
045
050
|
Токарно-винторезная
А- Установить, закрепить
1.Править центр. отверстие В8 ГОСТ 14034-74 выдерживая α600
Б- Переуст. , закрепить
1.Править центр. отверстие В8 ГОСТ 14034-74
выдерживая α600
Наплавочная
А- Установить, закрепить
1. Наплавить поверхность шлицев слой Ме выдерживая min Ǿ30
Токарно-винторезная
А- Установить, закрепить
1.Подрезать торец Ǿ30+0,6 на L=50-0,7
2.Точить пов-ть Ǿ28+0,5 на L=134-0,1 оконч. до
Rа=3,2 мкм, выдерж. R2
3.Точить фаску 2х450
Горизонтально-фрезерная
А- Установить, закрепить
1. Фрезеровать последовательно 6 шлицев
b=7,2-0,5 на пов-ти Ǿ28+0,5 на L=122-0,1 выдер. R9 и d=22-0,2
Слесарная
А- Установить, закрепить
1.Зачистить заусенцы
Шлицешлифовальная
А- Установить, закрепить
1.Шлифовать боковые пов-ти выдер. b=7-0,5 , до Rа=1,6 мкм
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-ть на L=23±0,5
выдер.ø21,8+0,12
Гальваническая
А- Изолировать места не подлежащие осталиванию
Б- Установить, закрепить
1. Осталить пов-ть выдер. min Ǿ22,2
на L=23±0,5
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-ть на L=23-0,5 выдер. ø22+0,015 оконч. до Rа=0,8 мкм
Контрольная
А- Установить
1.Проверить размеры согласно чертежа
- L=23-0,5
-ø22+0,015
- b=7-0,5
- Ǿ28+0,5
-фаску 2х450
- L=134-0,1
|
Патрон 7102-0058 ГОСТ 24351-80
Люнет
То же
Призма 1-31 ГОСТ
5641-88; Электродержатель ЭД-25 ГОСТ 14651-78; Электрод УОНИ 13/45 ГОСТ 9466-94
Патрон 7102-0058 ГОСТ 24351-80
Центр 7032-0023 ГОСТ 13214-79
УДГ 7036-0053
ГОСТ 8615-89
Тиски 7827-0259 ГОСТ 4045-75
УДГ 7036-0053
ГОСТ 8615-89
Центр 7032-0023 ГОСТ 13214-79 (два)
Хомутик 7107-0035 ГОСТ 2578-70
Подвеска специальная, смытая кинопленка.
Бумага
Центр 7032-0023 ГОСТ 13214-79 (два)
Хомутик 7107-0035 ГОСТ 2578-70
Стол ОТК
|
Сверло 2317-0106 ГОСТ 14952-75
То же
Резец 2102-0005 ГОСТ 18877-73
Резец 2101-0013 ГОСТ
18877-73
Резец 2102-0005 ГОСТ 18877-73
Дисковая фреза
Р6М5
2250-001
ГОСТ 3964-69
Напильник 2822-1060 ГОСТ1465-80
Шлифкруг 1-
90×32×40
14А50 НСТ17К
ГОСТ 2424-83
Шлифкруг 1- 260×40×120 14А40НСТ17К ГОСТ 2424-83
Шлифкруг 1- 260×30×120 14А40НСТ17К ГОСТ 2424-83
|
ШЦ-1-125-0,1 ГОСТ 166-89
ШЦ-1-125-0,1 ГОСТ 166-89
МК 50 ГОСТ6507-90
Шлицевое кольцо
ГОСТ 24959-81
Комплексный спецкалибр
МК 50 ГОСТ6507-90
ШЦ-1-125-0,1 ГОСТ 166-89
МК 50 ГОСТ6507-90
ШЦ-1-125-0,1 ГОСТ 166-89
МК 50 ГОСТ6507-90
Шлицевое кольцо
ГОСТ 24959-81
МК 50 ГОСТ6507-90
Визуально
ШЦ-1-125-0,1 ГОСТ 166-89
|
5.3 Выбор режимов резания
Таблица 7 – Разработка режимов резания
Номер
операции
Н
|
Наименование операции и содержание установов и переходов
|
D мм
|
L мм
|
t мм
|
i
|
S
мм/об
|
V
м/мин
|
n
об/ мин
|
N кВт
|
Tо
мин
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
005
010
015
020
025
030
035
040
045
|
Токарно-винторезная
А- Установить, закрепить
1.Править центр. отверстие В8 ГОСТ 14034-74 выдерживая α600
Б- Переуст. , закрепить
1.Править центр. отверстие В8 ГОСТ 14034-74
выдерживая α600
Наплавочная
А- Установить, закрепить
1. Наплавить поверхность шлицев слой Ме выдерживая min Ǿ30min
Токарно-винторезная
А- Установить, закрепить
1.Подрезать торец Ǿ30+0,6 на L=50-0,7
2.Точить пов-ть Ǿ28+0,5 на L=134-0,1 оконч. до
Rа=3,2 мкм, выдерж. R2
3.Точить фаску 2х45
Горизонтально-фрезерна
А- Установить, закрепить
1. Фрезеровать последовательно 6 шлицев
b=7,2-0,5 на пов-ти Ǿ28+0,5 на L=122-0,1 выдер. R9 и d=22-0,2
Слесарная
А- Установить, закрепить
1.Зачистить заусенцы
Шлицешлифовальная
А- Установить, закрепить
1.Шлифовать боковые пов-ти выдер. b=7-0,5 , d=20-0,2 до Rа=1,6 мкм
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-ть на L=23-0,5 выдер.ø21,8+0,12
Гальваническая
А- Изолировать места не подлежащие осталиванию
Б- Установить, закрепить
1.Осталить пов-ть выдер. min Ǿ22,2min
на L=23±0,5
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-ть на L=23-0,5 выдер. ø22+0,015 оконч. до Rа=0,8 мкм
|
8
30
30
28
22
22,2
|
12
12
4
136
4
23
23
|
0,1
0,1
1
2
2
2П
0,1
2П
0,1
|
1
1
1
1
1
1
h/0,2
1
|
0,18
С83,К38
0,18
С83,К38
0,2
С63,К18
0,5
С39,К3
0,3
С37,К2
Stм
мм/мин
0,88
с 201
т 5.12
n/1
Stм
мм/мин
0,88
с 201
т 5.12
|
4
С83,К38
4
С83,К38
170
С47,К6
165
С47,К6
165
С47,К6
80
с 201
т 5.12
t0C/90
80
с 201
т 5.12
|
315
315
1250
800
350
D г/см3
7,8
350
|
1,1
1,1
C/
1,042
1,1
|
0,21
0,21
Т0
1,24
0,1
0,3
0,01
0,18
С201
0,63
399,8
0,63
|
6. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
6.1 Выбор вида заготовки
В качестве заготовки выбираем стальной горячекатаный прокат Ǿ35 мм.
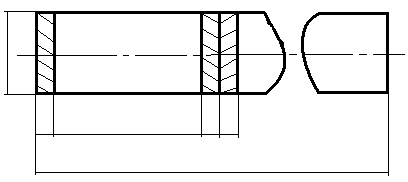
Рисунок 3 – Эскиз заготовки
а – припуск на подрезку торцов;
а = 2 мм ;
b – припуск на отрезку равен ширине режущего инструмента;
b = 4 мм (резец).
Круг  , ,
где: круг – сталь горячекатаная круглая;
35 – диаметр круга;
А – поверхность по группе А (чистая светлая)
h10 –предельное отклонение на заготовку;
ГОСТ 2590-71 – стандарт на форму проката;
45 – марка стали;
Н – нагартованная;
5 – категория по контролируемым свойствам;
δ – для обработки резания;
ГОСТ 1050-88 – гост на материал.
Для анализа исполнения материала производится расчет коэффициента использования материала по формуле:
КИМ = mд /mз , (4)
где: mд - масса детали;
mз – масса заготовки.
mд = 0,11 кг,
Массу заготовки находим по формуле:
тз = Vз · ρ , (5)
где: ρ – плотность материала, г/см³.
ρ = 7,8 · 103 г/см³
Vз – объем заготовки.
Объем заготовки находим по формуле:
Vз = π·R²·H , (6)
Где: R – радиус заготовки, см;
H – высота заготовки, см.
Vз = 3,14 · 17² · 0,4 = 453,73 см³
тз = 453,73 · 7,8 · 103 = 3,54 кг.
КИМ = 0,11/3,54 = 0,1.
6.2 Маршрутно-операционная технология изготовления детали
Таблица 8 - Маршрутная технология
Номер операции
|
Наименование операции
|
Оборудование
|
005
|
Токарно-винторезная
|
16К20
|
010
|
Слесарная
|
Верстак
|
015
|
Круглошлифовальная
|
3У151
|
020
|
Внутришлифовальная
|
3Б228
|
025
|
Контрольная
|
Стол ОТК
|
Таблица 9 - Операционная технология
Номер операции
|
Наименование операции, содержание установок и переходов
|
Приспособление
|
Инструмент
|
Режущий
|
Средства
измерения
|
1
|
2
|
3
|
4
|
5
|
005
010
015
020
025
|
Токарно-винторезная
А- Установить, закрепить
1.Подрезать торец
2. Сверлить отв. Ǿ18+0,5 на
L = 46-0,4
3. Расточить отв. на
L = 46-0,4 выдерживая
Ǿ19+0,5 предварительно
4. Расточить отв. Ǿ19,7+0,61
на L = 46-0,4 окончательно до Ra=3,2мкм
5.Расточить фаску 1,6х450
6.Точить пов-ть на L =46-0,4 выдерживая Ǿ31,2+0,4 предварительно
7.Точить пов-ть на L =46-0,4
выдерживая Ǿ30,2+0,3 до
Ra = 3,2мкм окончательно
8.Точить фаску 1,6х450
9.Точить канавку Ǿ28-0,52
b = 6±0,1 на L = 12-0,2
10.Отрезать деталь на
L = 42-0,4
Б – Переустановить, закрепить
1.Подрезать торец на
L = 40-0,4
2.Точить фаску 1,6х450
3. Расточить фаску 1,6х450
4. Точить канавку Ǿ25-0,51,
b = 3,5±0,1 на L = 8-0,1
Слесарная
А- Установить, закрепить
1.Зачистить заусенцы
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-ть Ǿ30+0,032 до Ra=1,6 мкм на проход
Внутришлифовальная
А- Установить, закрепить
1.Шлифовать отв. на про
ход выдерживая Ǿ20+0,068
до Ra=1,6 мкм окончательно
Контрольная
А- Установить
1.Проверить размеры согласно чертежа
- Ǿ20+0,068
- Ǿ30+0,032
- Ǿ25-0,51, b = 3,5±0,1
- фаску 1,6х450
- фаску 1,6х450
- Ǿ28-0,52, b = 6±0,1
- фаску 1,6х450
- фаску 1,6х450
- L = 40-0,4
|
Патрон 7102-0058 ГОСТ 24351-80
То же
Тиски 7827-02599 ГОСТ 4045-75
Оправка 7110-0384-1-30 ГОСТ 31.1066.03-97
Хомутик 7107-0035
ГОСТ 2578-70
Два центра 7032-0023 ГОСТ 13214-79
Патрон 7102-0058 ГОСТ 24351-80
Стол ОТК
|
Резец 2102-0005 ГОСТ 18877-73
Сверло 2300-2884 ГОСТ 12121-77
Резец 2141-0009 ГОСТ 18883-73
То же
Резец 2140-0008 ГОСТ 18882-73
Резец 2101-0013 ГОСТ 18879-73
То же
Резец 2102-0005 ГОСТ 18877-73
Резец 2130-0255 ГОСТ 18884-73
То же
Резец 2102-0005 ГОСТ 18877-73
То же
Резец 2140-0008 ГОСТ
18882-73
Резец 2130-0255 ГОСТ 18884-73
Напильник 2822-1060 ГОСТ1465-80
Шлифкруг 1- 260×40×120 14А40НСТ1
7К
ГОСТ 2424-83
Шлифголовка 16×16×8 14А40НСМ27 1кл ГОСТ 2424-75
|
ШЦ 1-125-0,1 ГОСТ 166-89
То же
-/-
-/-
-/-
МК 50 ГОСТ 6507-90
То же
ШЦ 1-125-0,1 ГОСТ 166-89
То же
-/-
-/-
МК 50 ГОСТ 6507-90
НИ 18-50 ГОСТ 868-82
НИ 18-50 ГОСТ 868-82
МК 50 ГОСТ 6507-90
ШЦ 1-125-0,1 ГОСТ 166-89
Визуально
Визуально
ШЦ 1-125-0,1 ГОСТ 166-89
Визуально
Визуально
ШЦ 1-125-0,1 ГОСТ 166-89
|
6.3 Выбор режимов резания
Таблица 10 – Разработка режимов резания
Номер
операции
Н
|
Наименование операции и содержание перехода
|
D мм
|
L мм
|
t мм
|
i
|
S
мм/об
|
V
м/мин
|
n
об/ мин
|
N кВт
|
Tо
мин
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
005
010
015
020
|
Токарно-винторезная
А- Установить, закрепить
1.Подрезать торец
2. Сверлить отв. Ǿ18+0,5 на L = 46-0,4
3. Расточить отв. на
L = 46-0,4 выдерживая
Ǿ19+0,5 предварительно
4. Расточить отв. Ǿ19,7+0,61 на L = 46-0,4 окончтельно до Ra=3,2мкм
5.Расточить фаску 1,6х450
6.Точить пов-ть на
L =46-0,4 выдерживая Ǿ31,2+0,4 предварительно
7.Точить пов-ть на
L =46-0,4 выдерживая Ǿ30,2+0,37 до Ra = 3,2мкм окончательно
8.Точить фаску 1,6х450
9.Точить канавку Ǿ28-0,52
b = 6±0,1 на L = 12-0,2
10.Отрезать деталь на
L = 42-0,4
Б – Переустановить, закрепить
1.Подрезать торец на
L = 40-0,4
2.Точить фаску 1,6х450
3. Расточить фаску 1,6х450
4. Точить канавку
Ǿ25-0,51, b = 3,5±0,1 на L = 8-0,1
Слесарная
А- Установить, закрепить
1.Зачистить заусенцы
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-ть Ǿ30+0,32 до Ra=1,6 мкм на
проход
Внутришлифовальная
А- Установить, закрепить
1.Шлифовать отв. на про
ход выдерживая Ǿ20+0,068
до Ra=1,6 мкм окончательно
|
35
18
19
19,7
19,7
34
31,2
31,2
28
30,2
30,2
30,2
19,7
25
30,2
20
|
19,5
52
48
48
3,6
48
48
3,6
12
17,6
17
3,6
3,6
8
40
40
|
2
10
2
0,85
1,6
2
1
1,6
3
1
2
1,6
1,6
1,75
2П
0,1
2П
0,15
|
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
|
0,2
с63, к18
0,14
с103, к41
0,2
с37, к2
0,5
с39, к3
0,3
с37, к2
0,3
с36, к1
0,4
с39, к3
0,3
с37, к2
0,1
с63, к18
0,1
с63, к18
0,2
с63, к18
0,3
с36, к1
0,4
с37, к2
0,1
с63, к18
Stx
мм/
мин
0,5
с201, т5,12
St
мм/
мин
3200
с201, т5,12
Sм мм/дв.ход
0,0048
с201, т5,12
|
170
с64, к19
32
с82, к37
130
с47, к6
165
с47, к6
165
с47, к6
145
с47, к6
165
с47, к6
165
с47, к6
170
с64, к19
32
с64, к19
170
с64, к19
165
с47, к6
165
с47, к6
170
с64, к19
35
35
|
500
100
630
1250
800
630
1250
800
500
500
500
800
800
50
360
360
с201, т5,12
|
11
с106, к46
|
0,03
0,31
0,136
0,15
0,014
0,014
0,03
0,014
0,12
0,03
0,03
0,014
0,014
0,02
0,18
с201
2,1
1,21
|
Для нормирования принята внутришлифовальная операция 020
Расчет основного времени
Расчет основного времени T0, мин по формуле
|
 Скачать 350.52 Kb.
Скачать 350.52 Kb.