|
|
электромашины. ПЭР Мл-18. 1. 2 Техническое обслуживание и ремонт буксового узла электровоза вл80с
2. Техническая часть
2.1 Обоснование выбранной конструкции схвата
Захватное устройство грузоподъемностью 2 кг, предназначенного для захватывания деталей типа втулок, стаканов и колец как изнутри, так и снаружи. При захватывании снаружи диапазон диаметров составляет от 2 до 100мм, изнутри – от 25 до ПО мм. Таким образом, схват является широкодиапазонным. Усилие захватывания изменяется в довольно широких пределах, оно минимально в середине диапазона и увеличивается к его краям. Минимальное усилие захватывания составляет около 100 Н. Важной отличительной особенностью схвата является пневматический неполноповоротный двигатель двухстороннего действия. Использование такого двигателя обеспечивает захватывание деталей как снаружи, так и изнутри с одинаковыми усилиями, причем из конструкции исключается возвратная пружина. Механизм представляет собой зубчатую передачу, вращение от шестерни на валу пневмодвигателя передается зубчатым сектором 2, которые поворачивают рычаги 1 с рабочими элементами. Во всех винтовых соединениях используются пружинные разрезные шайбы против самоотвинчивания. Конструкция схвата в целом хорошо проработана, использование поворотного пневмодвигателя обеспечивает широкие возможности.
2.2 Расчет потребного усилия захвата заготовки и привода
В процессе обработки на заготовку со стороны режущего инструмента действуют силы резания, стремящиеся сдвинуть её с установочных элементов. Для того, чтобы этого не произошло заготовку необходимо закрепить.
Рассмотрим основные случаи воздействия на заготовку сил резания и сил зажима.
1. Сила зажима Q и сила резания Р действуют в одном направлении и прижимают заготовку к установочным элементам приспособления (см.рис.а). Если сила Р не вызывает сдвигающих сил, то Q=0. Это идеальный случай. На практике всегда возникает какая-либо сдвигающая,
|
|
|
|
|
|
КП.1147.00.00.ПЗ
|
Лист
|
|
|
|
|
|
19
|
Изм.
|
Лист
|
№ докум.
|
Подп
|
Дата
| |
опрокидывающая или проворачивающая сила.
2. Действия сил резания и сил зажима противоположны по направлению (см.рис.б). В этом случае величина силы зажима определится из равенства Q = Р. Величину сил резания находят по формулам теории резания, исходя из конкретных условий обработки. Чтобы обеспечить надёжность зажима, силы резания увеличивают на коэффициент запаса k. Этот коэффициент учитывает изменение условий в процессе обработки, прогрессирующее затупление инструмента и связанное с ним увеличение сил резания, неоднородность обрабатываемого материала и т.п.
3. Заготовка базируется на установочных элементах и прижимается к ним силой Q, а сила резания Р действует перпендикулярно к ней (рис. в), то есть стремится сдвинуть заготовку с установочных элементов. Силу резания уравновешивает сила трения Fтp, создаваемая силой Q. По закону Амонтона-Кулона, сила трения прямо пропорциональна силе нормального давления Проанализировав конструкцию схвата проведем расчет согласно рекомедациям и расчетной схемы

где i,j=1,2; i≠j; Rn – реакция на n-ю губку захвата;
μ–коэффициент трения губки захвата с заготовкой (для незакаленных губок из стали 45, 50 – 0,12÷0,15, для закаленных губок в виде гребенки с острой насечкой из стали 65Г, 60С2, У8А, У10А, при твердости HRC 55 - 0,3÷0,35).
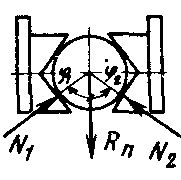
Рисунок 9 - Расчетная схема сил, действующих в местах контакта заготовки и элементов схвата
| |
|
|
|
|
|
КП.1147.00.00.ПЗ
|
Лист
|
|
|
|
|
|
20
|
Изм.
|
Лист
|
№ докум.
|
Подп
|
Дата
| |
Реакцию Rn рассчитываем для самого нагруженного случая, когда
сила тяжести и сила инерции сонаправлены (при подъеме детали). Тогда,
 . .
Учитывая, что выбранный манипулятор двурукий, реакция захвата делится равномерно между двумя руками:
Rn=755/2=377,5.
Следовательно, подставляя значения в (10.2.1) получаем:

Расчет усилий привода зажима
В основе механизма данного схвата – реечный механизм. Тогда согласно рекомендациям производим расчет согласно расчетной схемы
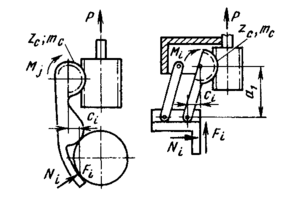
Рисунок 10 – Расчетная схема сил привода зажима
В данном захватном устройстве губки симметричны. Следовательно,
 , (10.3.1) , (10.3.1)
где ηρ=0,94 - КПД, Mj – удерживающий момент
для j-й губки
 , (10.3.2) , (10.3.2)
mc-модуль сектора, zc-число зубьев сектора.
Рассчитываем удерживающий момент для губки согласно (10.3.2):
| |
|
|
|
|
|
КП.1147.00.00.ПЗ
|
Лист
|
|
|
|
|
|
21
|
Изм.
|
Лист
|
№ докум.
|
Подп
|
Дата
| |

Тогда получаем усилие привода зажима заготовки из (10.3.1)
 . .
Расчет контактных напряжений при захвате заготовки губками захватного устройства
Расчет ведем согласно рекомендациям [3, с.184] =
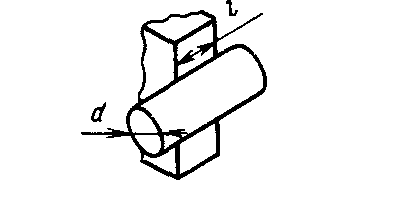
Рисунок 11 – Схема захвата заготовки
Рисунок 11 – Схема захвата заготовки
Тогда
 (10.4.1) (10.4.1)
где N – сила, действующая в месте контакта захвата с заготовкой;
Епр – приведенный модуль упругости губки захвата и заготовки; l – ширина губки захвата, мм; d – диаметр заготовки, мм.
Т.к. материал губок и заготовки – сталь 45, то Епр=200000МПа. Следовательно,

| |
|
|
|
|
|
КП.1147.00.00.ПЗ
|
Лист
|
|
|
|
|
|
22
|
Изм.
|
Лист
|
№ докум.
|
Подп
|
Дата
| |
3. Графическая часть
3.1 Чертеж захватного устройства
Чертеж конструкции трехкулачкового схвата для захватывания деталей типа втулок, стаканов, колец диаметром 45-75мм в приложении А.
| |
|
|
|
|
|
КП.1147.00.00.ПЗ
|
Лист
|
|
|
|
|
|
23
|
Изм.
|
Лист
|
№ докум.
|
Подп
|
Дата
| |
Заключение
Проведен анализ существующих конструкций промышленных роботов, показаны их достоинства и недостатки. В результате выполненного расчета, разработана конструкция захватного, оснащенными встроенными датчиками касания пружинно-рычажного типа. ПР для перемещения заготовки массой 3,5 кг. Также были определены усилия для определения мощности привода и рассчитан расчет упоров охвата.
Разработанное захватное устройство – это совокупность различных наук связанных в одну единственную автоматизированную систему, способную работать без участия человека, но на благо ему.
Будущее человечества находится за автоматизацией производств и производственных процессов.
| |
|
|
|
|
|
КП.1147.00.00.ПЗ
|
Лист
|
|
|
|
|
|
24
|
Изм.
|
Лист
|
№ докум.
|
Подп
|
Дата
| |
Список используемых источников
1. Соломенцев Ю.М.Промышленные работы в машиностроении: Альбом чертежей: Учеб.пособие для технических вузов.
2. Челпанов И.Б., Колпашников С.Н.Схваты промышленных роботов – Л.: Машиностроение. Ленингр. Отд-ние, 2016.-287.: ил.
3 Бычкова Л.Д. Оформление курсовых и дипломных проектов: учебно-методическое пособие. – Старый Оскол: ОГАПОУ СИТТ, 2020.
4 https://prog.bobrodobro.ru/73474
5 http://rus-robot.com/articles/upravlenie_promyshlennym_robotom/
6 https://3dtool.ru/stati/promyshlennye-roboty-dlya-proizvodstva/
7 https://ru.wikipedia.org/wiki/Промышленный_робот
8 https://studizba.com/files/show/doc/124381-5-123787.html
9 http://osntm.ru/zashim_sil.html
| |
|
|
|
|
|
КП.1147.00.00.ПЗ
|
Лист
|
|
|
|
|
|
25
|
Изм.
|
Лист
|
№ докум.
|
Подп
|
Дата
|
 |
|
|
 Скачать 1.06 Mb.
Скачать 1.06 Mb.