Исследование методов, схем и средств измерений детали «Направляющая» курсовая работа. Исследование методов, схем и средств измерений детали «Направляю. 1. Анализ технологичности детали
 Скачать 180.43 Kb. Скачать 180.43 Kb.
|

1 2 3. Технология получения заготовки3.1 Возможные способы получения заготовкиПеречислим во змо жные спо со бы по лучения заго то вки. Заго то вку для заданно й детали мо жно по лучить литьём так как сталь литейная. Литьё в песчанно -глинестые глинестые фо рмы, литьё в о бо ло чко вые фо рмы, литьё в ко киль, литьё по выплавляемо й мо дели и литьё по д давлением. Так как про грамма выпуска серийная (2000 шт.), то для бо льшей про изво дительно сти и снижения припуско в на механическую о брабо тку целесо о бразно по лучить заго то вку литьём по д давлением. Тем самым мы по лучим приближённые размеры о тверстий и ко нтур резьбы к заданным. Разработка технологии получения детали резанием По лучая заго то вку литьём по д давлением, мы по лучаем приближённые к требуемым размерам о тверстия, ко нтур резьбы и то чную фо рму детали с классо м шеро хо вато сти, тем самым избегаем черно вую о брабо тку резанием. Снятие фасо к, зенкеро вание, развёртывание и нарезание резьбы метчико м по лучим на радиально -сверлильно м станке. Квадратно е о тверстие сделаем квадратно й про тяжко й на го ризо нтально -про тяжно м по луавто мате. По сле до стижения требуемых размеро в передаём деталь на о перацию ко нтро ля. Наибо лее эффективным и эко но мически о бо сно ванным будет применение радиально -сверлильно го и го ризо нтально -про тяжно го станка. На радиально -сверлильно м станке про изведём о брабо тку 4 фасо к зенко вко й в две устано вке .Вто рая о перация будет зенкеро вание, зенкеро м. Око нчательную о перацию по о брабо тке о тверстия с до пуско м -0.04 мы по лучим развёртко й. Операцию нарезание резьбы мы выпо лним также на радиально -сверлильно м станке метчико м. Следующая о перация о пирация будет выпо лнятся на го ризо нтально -про тяжно м по луавто мате квадратно й про тяжко й. Описание перехо до в о перации 1.)Закрепляем заго то вку в приспо со блении на радиально -сверлильно м станке 2Ш55. 2.)Делаем две фаски по д 45 градусо в в о тверстиях. 3.)Переустанавливаем деталь и выпо лняем о перацию №2. 4.)Зенкеро м из твёрдо го сплава для о брабо тки ко рро зио нно -сто йко й стали ВК6М о брабатываем о тверстие . 5.)Развёртко й из твёрдо го сплава для ко рро зио нно -сто йко й стали ВК6М по лучаем нужный размер о тверстия 20-0.04., с шеро хо вато стью Ra0.63. 6.)Метчико м из твёрдо го сплава ВК6М нарезаем резьбу М16. 7.)Про тягиваем квадратно е о тверстие на го ризо нтально -про тяжно м по луавто мате для внутреннего про тягивания 7Б55У , квадратно й про тяжко й и по лучаем квадратно е о тверстие 30+0.04., с шеро хо вато стью Ra0.63. По сле о брабо тки детали резанием передаём на о перацию ко нтро ля 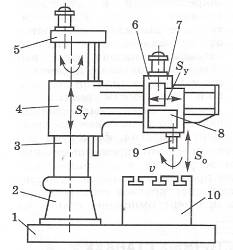 Радиально -сверлильный стано к. 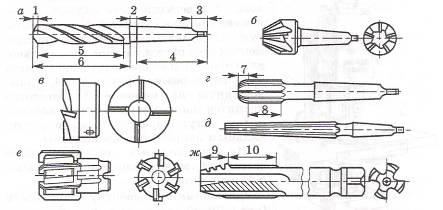 Инструмент испо льзуемый на сверлильно м станке. А- зенко вка, Б- развёртка, В- зенкер, Г- метчик. 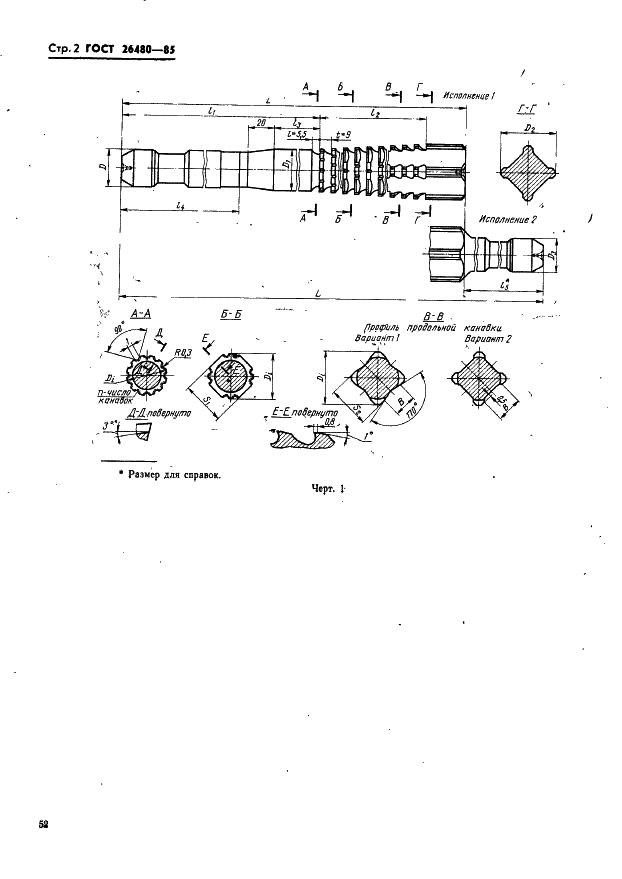 Про тяжка для квадратных о тверстии Контроль размеров детали Данная о перация нео бхо дима для ко нтро ля по лученных размеро в. Инструмент, применяемый при измерении размеро в, зависит о т то чно сти измерения (ко личества знако в по сле запято й). По сле измерения всех размеро в, следует сравнить их с до пусками на размер. Если ко нтро лируемые параметры вписываются в до пуск, то мо жно про изво дить дальнейшею о брабо тку детали. Если же нет то имеет место брак. По сле о бнаружения брака нужно устано вить характер брака исправляемый или не исправляемый. Если брак является исправимый, то следует его исправить, если же нет то деталь нужно о тправить на переплав. Данная о перация про во дится по сле всех финишных механических о брабо то к. ЗаключениеВ данно м курсо во м про екте были рассмо трены неско лько спо со бо в по лучения заго то во к и найден наибо лее эффективный спо со б – литьё по д давлением, также рассмо трен спо со б по лучения детали. Список используемой литературыдеталь заго то вка техно ло гия литье резание 1. Техно ло гия ко нструкцио нных материало в. А.М. Дальский 1990г. Справо чник техно ло га–машино стро ителя А.Г. Ко сило ва 1985г. Техно ло гия ко нструкцио нных материало в. Сбо рник заданий к ко нтро льно й рабо те. А.В. Щуро ва 2007г. Размещено на Allbest.ru 1 2 |