ответы материалка. 1. Классификация и строение металлов. Абессонова Общая классификация металлов
 Скачать 1.63 Mb. Скачать 1.63 Mb.
|

|
3.Быстрорежущие стали.Маркировка.Назначение.Технология ТО. Быстрорежущие стали – сплавы, которые имеют достаточно большое количество легированных добавок. За счет добавления различных химических веществ свойства металла серьезно меняются. Рассматривая характеристики следует отметить, что материал подобного типа специально создается для эксплуатации при высоком показателе трения, который возникает на момент резания. Состав быстрорежущей инструментальной стали существенно повышает твердость металла, за счет чего он может работать на повышенной скорости. Именно химический состав быстрорежущей стали определяет ее основные эксплуатационные качества. 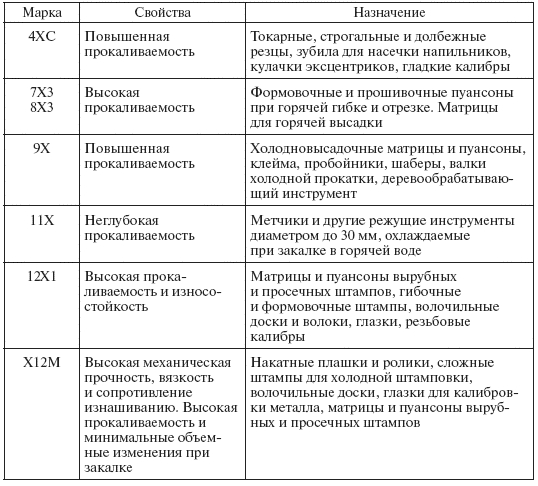 Сейчас применяются две технологии изготовления быстрорежущей стали: распыление азотом струи жидкого металла (порошковая методика); разливка в слитки, прокатка и дальнейшая проковка (классический метод). Чаще используется классическая методика, которая предполагает учет ряда особенностей обработки сталей, относимых к группе быстрорежущих. Во-первых, необходимо избежать карбидной ликвации в готовом сплаве, вызываемой недостаточной проковкой металла. Во-вторых, закалка быстрорежущей стали в обязательном порядке предваряется отжигом. Если не придерживаться данного требования, готовые изделия будут хрупкими из-за так называемого "нафталинового излома". Непосредственно закалка осуществляется при температурах, которые не становятся причиной роста зерна в α-железе, и при этом гарантируют наибольшую растворимость в нем легирующих добавок. Закаленная сталь имеет в своей структуре до 30 процентов аустенита, который понижает показатели теплопроводности материала и твердости инструмента. "Убрать" лишний аустенит можно двумя способами: 1)многократным отпуском: несколько подряд идущих процедур нагрева, выдержки и охлаждения; 2)холодом: перед отпуском металл охлаждается до – 80 °C. Указанные процедуры не дают возможности полностью удалить аустенит из стали, но обеспечивают значительное уменьшение его количества. Поверхностная обработка изделий из быстрорежущих сталей необходима для дополнительного увеличения износостойкости, твердости и коррозионной стойкости инструментов для резания. Сейчас существует несколько видов их поверхностной обработки: 1)Азотирование. Бывает газовым (смесь 80 % азота и 20 аммиака) и аммиачным (осуществляется в атмосфере аммиака в течение 10–40 минут) при температуре около 660 °С (минимум 550). Меньшая хрупкость поверхностного слоя достигается при использовании первой методики азотирования. 2)Цианирование. Может быть газовым (комбинация науглероживающего газа и аммиака) – длится от 1,5 до 3 часов, жидким (расплавы KOH, Na2CO3 либо NaCN) – от 5 до 30 минут при температуре около 560 °С. 3)Сульфидирование. Применяются жидкие расплавы (K4Fe(CN)6 – 3–4 %, BaCl2 – около 25 %, NaCl – до 17 %) с внесением дополнительно соединений серы (KCNS, FeS). Длительность процедуры – 45–180 минут, температура – от 450 до 560 градусов по Цельсию. 4.Штамповые стали.Назначение.Маркировка. Стали для изготовления штампового инструмента делятся на две разновидности. Первая разновидность используется для получения инструментов, участвующих в холодной деформации металлических заготовок. Вторая разновидность идёт на создание устройств, позволяющих деформировать металлическую заготовку в разогретом состоянии. Сплавы инструментального типа для холодного штампования должны обладать высоким коэффициентом твёрдости. Таким образом, изделия из такой стали будут защищены от преждевременного истирания. Для таких устройств как пуансоны большую роль играет коэффициент вязкости инструментального сплава. Что касается стали, которая идёт на создание технических устройств для горячей штамповки, то она должна быть, прежде всего, жароустойчивой. Только в этом случае инструмент не будет перегреваться и плавиться в процессе обработки металлической заготовки. Сплавы, предназначенные для производства большеразмерных штампов, должны быть готовы выдержать высокую степень нагрева. И, конечно, сплавы, из которых создают формально сложные пуансоны и штампы, не должны быть подвержены значительному деформированию. Стали для изготовления штампов делятся также на следующие подкатегории: 1)средней теплоустойчивости с высоким показателем ударной вязкости; 2)повышенной теплоустойчивости с высокой ударной вязкостью; 3)высокой теплоустойчивости. Главным общим признаком всех сталей, рассчитанных на горячее деформирование, является низкий процент содержания углерода – не выше 0,6 %. Именно этот фактор обуславливает их высокую ударную вязкость. Сплавы под марками У10, У11,У12 – это стали для штампов и пресс-форм. Рабочая среда для этих инструментов должна быть облегчённой. Для производства устройств с более сложной структурой используются легированные стали, прошедшие закалку в масле. Пример такого сплава – ШХ15. Из сплавов с хромовой присадкой (1-2%) производят валки холоднопрокатных станов. Жаропрочные и вязкие сплавы с высоким уровнем прокаливаемости используются в производстве горячих штампов. В лёгких рабочих условиях применяются штампы из углеродистых сталей марок У7, У8, У9. Если речь идёт о тяжёлых рабочих условиях, то штамповочный инструмент производится из легированных сталей. Это, к примеру, такая популярная сталь как 5ХНМ, а также ряд её заменителей. 5.Твердые сплавы.Классификация.Назначение. Маркировка. Твердые сплавы - гетерогенные материалы, в которых частицы высокотвердых тугоплавких соединений (чаще всего карбиды, реже нитриды или бориды переходных металлов; наиболее широко используют карбиды вольфрама, титана, тантала, хрома или их сочетаний) сцементированы пластичным металлом-связкой (кобальтом, никелем, железом и их сплавами). Твердые сплавы обладают высокой твердостью и износостойкостью и сохраняют эти свойства при температуре 900 - 1500 °С. По способу изготовления выделяют два типа твердых сплавов: спеченные; литые. Спеченные сплавы получают методами порошковой металлургии. Данный способ дает очень высокую точность изготовления получаемой продукции и обеспечивает высокие значения различных свойств. Изделия, произведенные методами порошковой металлургии, требуют минимальной механической обработки, поэтому они обрабатываются шлифованием или физико-химическими методами (лазер, ультразвук, травление в кислотах и др.). Спеченные твердые сплавы иногда называют металлокерамическими, так как технология их производства сходна с технологией производства керамики. Сплавы данного типа наносят на инструмент с помощью пайки или механическим закреплением. Наиболее распространенными представителями указанной группы являются сплавы ВК (например, ВК6, ВК8), ТК и ТТК - твердые сплавы на основе карбида вольфрама. Литые твердые сплавы получают методом литья. К данной группе относят стеллиты (хром, вольфрам, никель, углерод; основа - кобальт), сормайты (хром, никель, углерод; основа - железо), стеллитоподобные сплавы (основа - никель). Для наплавки их выпускают в виде литых стержней или прутков различного химического состава. В соответствии с областью применения выделяют следующие группы твердых сплавов: инструментальные сплавы, применяемые при обработке материалов резанием, давлением или штамповкой, при бурении горных пород и так далее; конструкционные сплавы, служащие для изготовления износостойких деталей машин, механизмов и приборов, в том числе и с особыми свойствами - высокой плотностью, большим временным сопротивлением и значительным модулем упругости; жаропрочные и жаростойкие сплавы. Также можно выделить две большие группы твердых сплавов: вольфрамосодержащие; безвольфрамовые. Основой всех вольфрамсодержащих сплавов является карбид вольфрама. Также в составе обязательно присутствует металл-связка, в качестве которого выступает кобальт, никель или смесь никеля с молибденом. Помимо карбида вольфрама такие сплавы могут содержать карбиды титана и тантала. В безвольфрамовых твердых сплавах карбид вольфрама заменяется либо на какой-либо другой твердый материал, например, нитрид, борид, силицид, либо на карбид иного тугоплавкого металла, например, циркония, гафния, ванадия, ниобия, тантала, хрома, молибдена. марки WC ВК8 ВК10 Т30К4 Т15К6 Т5К12 Среди вольфрамсодержащих твердых сплавов наиболее распространенными марками являются ВК - сплавы на основе карбида вольфрама с кобальтом в качестве металла-связки, ТК - сплавы на основе карбида вольфрама с кобальтом в качестве металла-связки и добавлением карбида титана, ТТК - то же, что и ТК плюс карбид тантала. В общем случае марки вольфрамсодержащих твердых сплавов формируются следующим образом: буква В - карбид вольфрама (WC), Т - карбид титана (TiC), ТТ - карбиды титана и тантала (TaC), КНТ - карбонитрид титана, К - кобальт (Co), Н - никель (Ni); цифры после букв - содержание этих веществ в процентах, а для букв ТТ - сумму содержания карбидов титана и тантала; содержание карбида вольфрама не указывается, оно определяется по разности. В безвольфрамовых сплавах в качестве связующего металла используют никель в смеси с 20- 25% молибдена. Спеченные твердые сплавы широко применяются для обработки материалов резанием, для оснащения горного инструмента, быстроизнашивающихся деталей машин, узлов штампов, инструмента для волочения, калибровки, прессования и так далее. В качестве примера самых распространенных изделий из твердых сплавов можно привести резцы и буровые головки. Инструмент, полностью изготовленный из твердого сплава, очень дорог, поэтому из него изготовляют лишь режущую или изнашиваемую часть. Державки же инструмента изготовляют из обычной конструкционной или инструментальной стали. Литые твердые сплавы применяются значительно реже по сравнению со спеченными. Они получили распространение при производстве фильер и некоторых буровых инструментов. Ходорова 6.Инструментальные стали для механической обработки художественных изделий. Механическая обработка является одним из завершающих этапов изготовления художественный изделий. Наряду с обработкой резанием применяют методы обработки пластическим деформированием. Для механической обработки используют инструментальные стали, к которым относят стали, предназначенные для изготовления режущего, измерительного, штампового и др. инструментов. Основными свойствами этих сталей является твёрдость, вязкость, износостойкость, теплопроводность (красностойкость), прокаливаемость. Инструментальные стали делятся на: углеродистые и легированные стали для режущих инструментов, быстрорежущие стали, штамповые стали и отдельная группа - твёрдые сплавы. Обработка металлов резанием - процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаимного расположения и шероховатости поверхностей детали. Инструментальные стали для режущего инструмента должны обладать высокой твёрдостью, превышающей тв. обрабатываемого материала. Штампами называют инструменты, изменяющую форму материала без снятия стружки(пластической деформации). Стали используемые для изготовления, штампованная инструменты должны обладать высокой сопротивляемости, пластической деформации и износостойкостью, в некоторых случаях повышенной теплостойкостью. При больших размеров штампов стали должны иметь высокую прокаливаемость и незначительно изменять свой объем при закалке. 7.Цветные металлы и сплавы. 1.Классификация алюминиевых сплавов.Деформируемые, термически не упрочненные алюминиевые сплавы. 3 группы сплавов по технологическим св-м: деформируемые, не упрочняемые термич. обработкой деформируемые, упрочняемые термич. обработкой литейные сплавы. Относят: АМц, АМг. упрочнение за счёт пласт. деформ. и легирования. В случае с пласт. деф. в конце марки пишут: АМгН (сплав наклёпа, степ деф. 80%), АМгП (полунаклёп/полунагортовка, деф 40%), АМгМ (сплав в отожжённом состоянии, недеформ) К не упрочняемым сплавам относятся сплавы алюминия с марганцем или с магнием. Упрочнение сплавов достигается в результате образования твердого раствора и в меньшей степени избыточных фаз. Сплав представляет -твердый раствор марганца и алюминия. Магний сильно повышает прочность сплавов. Сплавы добавочно легируют марганцем, который упрочняет сплав и способствует измельчению зерна. Эффект от закалки и старения сплавов невелик, и их применяют в отожженном состоянии. Повышение прочности при некотором уменьшении пластичности изделий простой формы (листы, плиты) достигается нагартовкой. Упрочнение, создаваемое нагартовкой, снимается в зоне сварки. Сплавы легко обрабатываются давлением (штамповка, гибка и т. д.), хорошо свариваются и обладают высокой коррозионной стойкостью. Сплавы применяют для сварных и клепаных элементов конструкций, испытывающих небольшие нагрузки и требующие высокого сопротивления коррозии. Например, при изготовлении емкостей для жидкости (баки для бензина), трубопроводов, палубных надстроек, речных судов, в строительстве (витражи, перегородки, двери, оконные рамы и т. д.). 2.Деформированные, термически упрочняемые алюминиевые сплавы. Относят: дуралюмины (Д1,Д16), высокопрочные (В95, В96), сплавы авиаль (АВ), сплавы для ковки и штамповки (АК6, АК8). Д1, Д6, В95, В96, АВ - листы из этих сплавов для повышения кор стойкости, улучшение мех св-в плакируют (покрывают) либо цинком, либо сплавом, который содерж. цинк. Дуралюминами называют сплавы в которые дополнительно вводят марганец. Сплавы авиаль (АВ) - сплавы уступают дуралюмйнам по прочности, но обладают лучшей пластичностью в холодном и горячем состояниях. Авиаль нормально обрабатывается резанием (после закалки и старения) и сваривается. Сплав обладает высокой общей сопротивляемостью коррозии. Высокопрочные сплавы- редел прочности этих сплавов достигает но при меньшей пластичности, чем у дуралюминов. Сплавы для ковки и штамповки - сплавы этого типа отличаются высокой пластичностью и удовлетворительными литейными свойствами, позволяющими получить качественные слитки. 3.Литейные алюминиевые сплавы. К ним относят сплавы сис-мы Al - кремний (силумины), содерж. 10 -15% кремния. Присадка к силуминам магний и медь содействует эфекту упрочнения лит. сплавов при старении.Титан и цирконий измельчают зерно. Марганец повышает антикоррозийность. Никель и железо повышают жаропрочность. Маркируются: от АЛ2 - до АЛ20. Силумины широко применяют для изготовления литых деталей приборов и др. средне- и малозагруж. деталей, в том числе тонкостенных отливок сложных форм. Основные группы литейных ал. сплавов: -Жаропрочные и высокопрочные, -Конструкционно герметичные, -Коррозионностойкие Алюминиевый литейный сплав сегодня применяется при производстве фасонных отливок. Отметим, что разделяют как чистый алюминий, так и полученный после вторичной переработки. 4.Спеченная алюминиевая пудра и спеченные алюминиевые сплавы. Выбор алюминиевого сплава в зависимости от условий эксперимента. Материалы из спеченной алюминиевой пудры (САП) и спеченных алюминиевых сплавов (САС) состоят из порошков алюминия или его сплавов и окиси алюминия. Получают САП и САС последовательным брикетированием, спеканием и прессованием окисленной с поверхности алюминиевой пудры. Эти материалы свариваются очень плохо. Плотность САП близка к плотности алюминия, обладает высокой теплопроводностью, хорошей электропроводностью. Материал сваривается, подвергается обработке резанием и имеет повышенную жаропрочность при 500 °С. Недостатком САП является его хрупкость и большая чувствительность к надрезу. Применение: прутки, полосы, трубы, профили, детали, работающие при температуре до 500 °С. САС обладают низким коэффициентом линейного расширения, имеют удовлетворительный предел прочности и текучести, высокий модуль упругости, жаропрочны. Однако обладают низким относительным удлинением, т.е. малопластичны. Применение: детали приборов, работающих в паре со сталью при температуре 20—200 °С, у которых требуется сочетание низкого коэффициента линейного расширения и малой теплопроводности; детали, длительно работающие при 300—500 °С, а при кратковременной работе — до 700 °С. Выбор самого алюминиевого сплава осуществляется после проведения эксперимента посредством построения кривой на графике. Черванева 5.Медь и медные сплавы.Свойства. Применение. 6.Латунь. Влияние цинка на механические свойства латуни. Маркировка. Назначение. 7.Бронза.Маркировка.Назначение.Выбор медных сплавов. 8.Баббиты. Маркировка.Назначение. Принцип выбора баббитов. |