Билеты. 1. контрольно измерительные приборы в системах тепло водоснабжения Виды контрольноизмерительных приборов внутреннего водопровода
 Скачать 1.08 Mb. Скачать 1.08 Mb.
|

54. Какие виды соединений допускаются на трубопроводе.Соединения трубопроводов бывают неразъемные и разъемные К неразъемным относят соединения, полученные сваркой, пайкой, прессованием, склеиванием или бетонированием, к разъемным — фланцевые, резьбовые, раструбные и другие. Вид соединения трубопроводов зависит от материала соединяемых деталей, физико-химических свойств транспортируемого продукта (агрессивность, токсичность, способность к выпадению осадка и др.), условий эксплуатации (необходимость частых разборок, взрывобезопасность и др), давления и температуры транспортируемого продукта Стальные трубопроводы соединяют сваркой, с помощью фланцев н резьбы 55. применение отдельных видов сварки трубопроводе.При сваривании трубы используются следующие виды соединений Стыковые; Угловые (под углом); Нахлесточные. 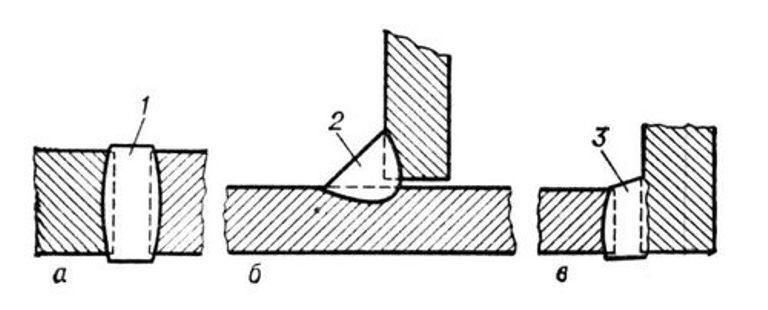 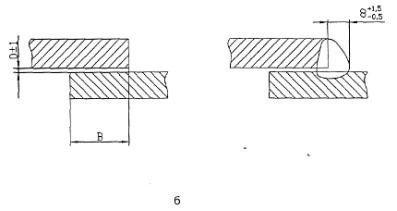 56.Какими условиями ограничивается доступ к работам по набивке (подтяжке) сальников запорной арматуры.2.1. К работе по набивке сальниковых уплотнений допускаются работники, изучившие инструкцию по монтажу. 2.2. При работе арматуры парение через сальник не допускается. 57.способы контроля сварных соединений.Существует много способов контроля сварных швов, различающихся по принципу действия, способности к обнаружению тех или иных видов дефектов, техническому оснащению. Методы контроля сварных соединений подразделяются на разрушающие и неразрушающие. Последние, в силу понятных причин, являются наиболее широко используемыми. Применяются следующие основные методы неразрушающего контроля сварных соединений: внешний осмотр; радиационная дефектоскопия; магнитный контроль; ультразвуковая дефектоскопия; капиллярная дефектоскопия; контроль сварных швов на проницаемость; прочие методы (проверка с использованием вихревых токов и т.п.). 58. с какой периодичностью проводится ремонт арматуры и трубопроводов.Арматура при эксплуатации должна проходить плановые периодические осмотры по технологическому регламенту эксплуатирующего предприятия с учетом требований РЭ (рекомендуется не реже, чем один раз в 6 месяцев) с фиксацией выявленных дефектовПримерная периодичность технического обслуживания и ремонта арматуры
| |||||||||||||||||||||||||||||||||||||||||||