Хворостов. 1. Неисправности и ремонт фрикционных гасителей колебаний
 Скачать 158.63 Kb. Скачать 158.63 Kb.
|

|
Введение  Парк подвижного состава железнодорожного транспорта характеризуется многообразием типов и конструкций вагонов, используемых в перевозочном процессе грузов и пассажиров. Условия эксплуатации вагонов связаны со значительными статическими и динамическими нагрузками, а в отдельных случаях — с воздействием высоких и низких температур перевозимого груза, повышенной влажности, агрессивных сред на конструкцию вагонов. Парк подвижного состава железнодорожного транспорта характеризуется многообразием типов и конструкций вагонов, используемых в перевозочном процессе грузов и пассажиров. Условия эксплуатации вагонов связаны со значительными статическими и динамическими нагрузками, а в отдельных случаях — с воздействием высоких и низких температур перевозимого груза, повышенной влажности, агрессивных сред на конструкцию вагонов. При малой дальности перевозок значительно возрастает интенсивность ведения погрузочно-разгрузочных работ, как правило, с использованием различных средств механизации. Таким образом, многофункциональное и интенсивное использование вагонов железнодорожного транспорта требует их качественного технического обслуживания и ремонта квалифицированными специалистами. Ремонтная индустрия железнодорожного транспорта — это сложная постоянно развивающаяся динамическая система с большим количеством предприятий. Номенклатура производства заводов и депо насчитывает несколько тысяч различных изделий. Повышение эффективности производства на ремонтных предприятиях зависит, прежде всего, от технического перевооружения, совершенствования организации производства и технологии ремонта вагонов, изготовления запасных частей и замены морально устаревшего станочного парка, компьютеризации производственных процессов.  1.Неисправности и ремонт фрикционных гасителей колебаний 1.Неисправности и ремонт фрикционных гасителей колебанийОсновными неисправностями фрикционных гасителей колебаний грузовых тележек 18-100 (рис. 1) являются износы трущихся поверхностей фрикционных клиньев и фрикционных планок, ослабление крепления фрикционных планок, трещины и изломы клиньев. Главными неисправностями фрикционных гасителей пассажирских тележек КВЗ-ЦНИИ и ТВЗ-ЦНИИ-М (рис. 2) являются износы трущихся поверхностей сухарей, втулок, колец, ослабление крепления фрикционной втулки на шпинтоне и излом нажимной пружины. Выявление неисправностей фрикционных гасителей производят внешним осмотром и обмером шаблонами. 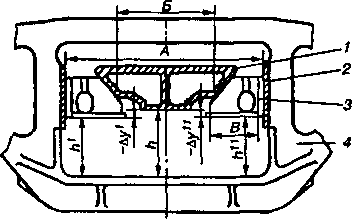 1.надрессорная балка; 2.фрикционный клин; 3.фрикционная планка; 4.боковая рама. Рис. 1 Схема фрикционного гасителя колебаний тележки 18-100 и его контролируемые  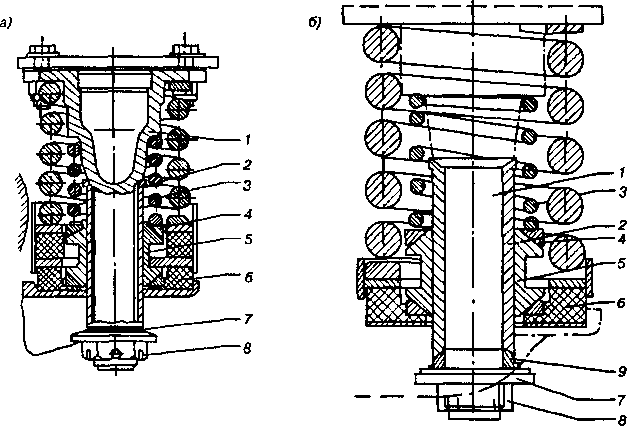 Рис. 2 Фрикционные гасители тележек КВЗ-ЦНИИ-М(б): 1 — шпинтон; 2 — фрикционная втулка; 3 — пружина; 4 — нажимное кольцо; 5 — фрикционные клинья (сухари); б — резиновое кольцо; 7 — тарельчатая пружина; 8 — гайка; 9 — зажимной конус Не разрешается эксплуатация тележек 18-100 и 18-101, если фрикционный клин имеет излом или трещину, в случае обрыва заклепки фрикционной планки, а также если в порожнем грузовом вагоне ненагружены клинья и подклиновые пружины. Завышение хотя бы одного клина относительно нижней поверхности надрессорной балки должно быть не более 10 мм. Фрикционные гасители пассажирских тележек ТВЗ-ЦНИИ-М, КВЗ-ЦНИИ, КВЗ-5 не должны в эксплуатации иметь трещин, ослаблений крепления деталей на шпинтонах, зазоров между втулкой шпинтона и корончатой гайкой, отсутствия каких-либо деталей. При плановых видах ремонта вагонов детали фрикционных гасителей снимают с тележек, осматривают и ремонтируют в соответствии с нормами и допусками. Фрикционные планки тележек 18-100 при капитальном ремонте вагонов устанавливаются новые, а при деповском ремонте вагонов заменяются при наличии трещин и износов более 3 мм.  Разрешается ремонтировать наплавкой изношенные поверхности при износе не более 8 мм и заваривать изношенные отверстия. Сварочные работы необходимо выполнять после предварительного подогрева планки до температуры 250- 300°С. Твердость металла планки должна быть 300+320 НВ. Планки устанавливают на боковую раму с уширением к низу на 4-10 мм, а их непараллельность в горизонтальном положении допускается не более 3 мм. При ремонте фрикционного клина допускается ремонтировать наплавкой изношенные наклонные поверхности и вертикальные поверхности, если износ при деповском ремонте составит более 3 мм, а оставшаяся толщина стенок не менее 5 мм. Изношенные вертикальные поверхности клина можно ремонтировать приваркой пластин с последующей механической обработкой. Изношенные поверхности упорного ребра ремонтируют наплавкой при глубине износа не более 3 мм. Разрешается заваривать вертикальные трещины упорных ребер или приваривать отколотые ребра. Разрешается ремонтировать наплавкой изношенные поверхности при износе не более 8 мм и заваривать изношенные отверстия. Сварочные работы необходимо выполнять после предварительного подогрева планки до температуры 250- 300°С. Твердость металла планки должна быть 300+320 НВ. Планки устанавливают на боковую раму с уширением к низу на 4-10 мм, а их непараллельность в горизонтальном положении допускается не более 3 мм. При ремонте фрикционного клина допускается ремонтировать наплавкой изношенные наклонные поверхности и вертикальные поверхности, если износ при деповском ремонте составит более 3 мм, а оставшаяся толщина стенок не менее 5 мм. Изношенные вертикальные поверхности клина можно ремонтировать приваркой пластин с последующей механической обработкой. Изношенные поверхности упорного ребра ремонтируют наплавкой при глубине износа не более 3 мм. Разрешается заваривать вертикальные трещины упорных ребер или приваривать отколотые ребра.При капитальном ремонте вагона следует устанавливать новые клинья. При сборке фрикционного гасителя колебаний необходимо корончатую гайку шпинтона затянуть до полного сжатия тарельчатой пружины При втором капитальном ремонте (КР-2) все детали фрикционного гасителя пассажирских тележек заменяют новыми, а при первом капитальном ремонте вагона детали подлежат замене или восстановлению при износе поверхностей трения более 1 мм. Разрешается ставить в один комплект фрикционные клинья с разностью по толщине не более 0,5 мм. При втором капитальном ремонте (КР-2) все детали фрикционного гасителя пассажирских тележек заменяют новыми, а при первом капитальном ремонте вагона детали подлежат замене или восстановлению при износе поверхностей трения более 1 мм.  2. Неисправности гидравлических гасителей 2. Неисправности гидравлических гасителейОсновными причинами неисправностей гидравлических гасителей являются: применение загрязненного или несоответствующего типа масла, несвоевременная замена повреждённых резиновых деталей, нарушения требований ремонта, сборки и установки на тележку гасителей колебаний. Неисправности гидравлических гасителей, их методы выявления и устранения приведены в таблице 1. Не разрешается следование в поездах вагонов, у которых тележки с гидравлическими гасителями имеют трещины, изломы и погнутости кронштейнов крепления гасителя; заклинивание гасителя; отсоединение защитного кожуха или штока от верхней головки; трещины, смятие или изломы защитного кожуха или корпуса гасителя. В пунктах формирования и оборота пассажирских поездов не допускается постановка в состав вагона, у которого гидравлические гасители имеют просроченные или истекающие в пути следования сроки ревизии; утечки масла в виде капель или сильного замасливания; протертости корпуса более 2 мм или перекос головок относительно поперечной оси тележки более 5 мм, а также не имеет резиновых и металлических втулок в головках. Исправное состояние гидравлических гасителей можно проверить контрольной прокачкой вручную под вагоном. При этом необходимо отсоединить крепление верхней головки и снять валик, вставить в головку ломик и 2-3 раза прокачать гаситель на всю длину хода штока. При прокачке шток должен перемещаться плавно, со значительным сопротивлением, без заеданий и рывков. Неисправные гасители снимают и отправляют в депо для прохождения ревизии.  Таблица 1. Таблица 1.
 3.Ревизия гидравлических гасителей 3.Ревизия гидравлических гасителейГидравлические гасители колебаний подвергают ревизии через каждые 6 месяцев эксплуатации, при неясности клейм последний ревизии, при наличии масла, трещин и изломов в деталях крепления гасителя к тележке, в случае ослабления резьбового соединения верхней головки со штоком, а также при наличии в деталях гасителя трещин и вмятин более 2мм глубиной. Для производства ревизии гасители колебаний поступают на ремонтный участок после обмывки в моечной машине, в которой гасители подвешивают на штырях за верхнюю головку для обеспечения «растянутого» положения. Далее гасители подвергают очистке щетками, ветошью или на установке сухой очистки, где удаляют остатки грязи. Затем у гасителя проверяют состояние металлических и резиновых втулок, наличие стопорного винта, прочность соединения штока с головкой. Несколько раз (2-3 раза) прокачивают вручную. Неисправные втулки заменяют. При повреждениях резьбового соединения штока, его заклинивания, течи масла через сальник гасители ремонтируют с разборкой. Далее гасители испытывают на стенде с записью диаграммы. Испытание гасителей на стендах выполняют методом гармонических или затухающих колебаний. Для задания гасителю гармонических колебаний наиболее часто применяют стенд конструкции ПКБ-ЦВ. Возможные неисправности гасителя колебаний определяют по форме вибродиаграммы. Гаситель считается годным к эксплуатации, если форма диаграммы соответствует нормальному виду и параметр сопротивления находится в расчетных пределах. Исправные гасители маркируют, а вибродиаграмму и параметр сопротивления заносят в журнал отремонтированных гасителей.  4. Подборка и установка рессорного подвешивания на тележку 4. Подборка и установка рессорного подвешивания на тележкуВысота пружин в свободном состоянии тележек 18-100 и 18-101 составляет 249±7 мм. Не допускается устанавливать в одном комплекте пружины с разницей по высоте более 5 мм. Под фрикционные клинья устанавливают пружины, имеющие наибольшую высоту. У тележек 18-100 после подкатки под вагон необходимо проверить положение клина относительно нижней опорной поверхности надрессорной балки. При деповском ремонте завышение хотя бы одного фрикционного клина допускаются не более 3 мм, а занижение не более 8 мм. При капитальном ремонте фрикционные клинья одного комплекта должны быть занижены относительно нижней опорной поверхности надрессорной балки на 4-12 мм. Клинья должны прилегать к надрессорной балке по всей наклонной поверхности. При установке гидравлических гасителей проверяют расположение их головок относительно поперечной оси тележки и симметричное положение гасителя относительно кронштейнов. При несоосности свыше 5 1 мм необходимо производить регулировку путем перестановки резиновых шайб между кронштейнами тележки и головками гасителя, а также подтягиванием пакетов продольных поводков. Подбор и комплектовку пружин пассажирских тележек производят в зависимости от типа вагона в соответствии с требованиями РТМ32ЦВ 1-29-87. По высоте надбуксовые пружины тележек КВЗ-ЦНИИ-1 и КВЗ-ЦНИИ-М у одной буксы под тарой не должны отличаться более чем на 4 мм. Разность высот пружин центрального подвешивания тележек допускается также не более 4 мм. Показателем правильности сборки рессорного подвешивания служит горизонтальное расположение рам тележек, которое проверяют на выверенном участке железнодорожного пути.  5. Порядок работ при замене неисправных элементов рессорного подвешивания 5. Порядок работ при замене неисправных элементов рессорного подвешиванияЗамену неисправной пружины или клина амортизатора тележки 18-100 выполняют с использованием приспособлений, при помощи которых надрессорную балку подвешивают к шкворневой. Вагон поднимают при помощи домкратов до освобождения рессорного комплекта и заменяют неисправную деталь. После опускания вагона необходимо убедиться в правильной установке рессорного комплекта, проверив завышение фрикционных клиньев шаблоном. Для замены надбуксовых пружин или деталей фрикционного гасителя тележек КВЗ-ЦНИИ-М и КВЗ-ЦНИИ-1 необходимо расшплинтовать и свинтить гайки шпинтонов буксовых узлов колесной пары, где выявлена неисправная деталь. Затем следует поднять раму тележки до выхода шпинтонов из надбуксовых пружин. У современных тележек разрешается поднимать раму тележки вместе с кузовом вагона. Неисправную деталь заменяют новой, опускают раму и собирают тележку в порядке, обратном разборке. При навинчивании гайки шпинтона необходимо убедиться в правильном положении тарельчатой пружины 7 (рис. 3). Гайку необходимо затянуть до выпрямления тарельчатых пружин. Разрезной конус 9 должен при этом войти в конусную часть втулки. Рис. 3 Фрикционные гасители тележек КВЗ-ЦНИИ-М(б):  1 — шпинтон; 2 — фрикционная втулка; 3 — пружина; 4 — нажимное кольцо; 5 — фрикционные клинья (сухари); б — резиновое кольцо; 7 — тарельчатая пружина; 8 — гайка; 9 — зажимной конус 1 — шпинтон; 2 — фрикционная втулка; 3 — пружина; 4 — нажимное кольцо; 5 — фрикционные клинья (сухари); б — резиновое кольцо; 7 — тарельчатая пружина; 8 — гайка; 9 — зажимной конусДля замены неисправных пружин центрального подвешивания пассажирских тележек КВЗ-ЦНИИ-М необходимо расшплинтовать и свинтить гайки предохранительных скоб, а у тележки КВЗ-ЦНИИ-1 — гайки предохранительных болтов и снять скобы или болты с рамы тележки. Не вынимая шкворня, вагон поднять на стационарных домкратах с одного конца вместе с тележкой на высоту 150-200 мм, подложить под поддон со стороны неисправной пружины подкладку (деревянный брусок или другие приспособления). Вагон опустить так, чтобы между серьгами и головками валиков были зазоры для свободного их демонтажа. Серьги снять с валиков подвесок и поддона. Затем вагон необходимо вновь поднять до освобождения пружинных комплектов и заменить неисправную пружину. Вагон опустить и собрать тележку в порядке, обратном разборке. Замену пружин центрального подвешивания на выкаченных из- под вагона тележках производят с использованием струбцин или пневмоприжимов, с помощью которых поддон подтягивают к раме тележки для освобождения от нагрузки серег подвесок. При установке предохранительных скоб необходимо между ш ми и крюками поддона обеспечить зазор 50±10мм, а между опорными шайбами предохранительных болтов и поддоном — 1+2 мм.  Литература ЛитератураОсновные источники: 1. Быков Б.В. «Устройство и техническое обслуживание грузовых и пассажирских вагонов» М.: Транспорт, 2016. - 416 с. Дополнительные источники: 2. Головатый А.Т. Деповской ремонт вагонов. М.: Транспорт, 2017. - 440 с. 3.Зенкин А.С., Кантур В.Г., Ремонт электроподвижного состава железнодорожного транспорта. М.: Транспорт, 2016.- 288 с. 4.Замятин В.К. Механизация и автоматизация подъемно – транспортных средств и складских работ в сборочном производстве. М.: Транспорт, 2016. - 46 с. Интернет-ресурсы: 1. ru.wikipedia.org/wiki/слесарь 2. bibliotekar/ru/slesar 3. fcior/edu/ru |