Автоматизация системы дозирования и смешивания компонентов комбикормов. Автоматизация системы дозирования и смешивания компонентов комби. 1. Обоснование функциональной схемы системы автоматизации процесса дозирования сыпучих материалов
 Скачать 1.63 Mb. Скачать 1.63 Mb.
|

|
5.2 Выбор персонального компьютера Необходимо выбирать недорогой компьютер с невысокой производительностью. В компьютере должна быть сетевая карта со скоростью 100 Мб / 10 Мб, адаптер VGA, слоты для подключения периферии (мышь, клавиатура). Таблица 25 – Параметры системного блока
Таблица 26 – Периферийные устройства персонального компьютера
 Рисунок 28 – Персональный компьютер (АРМ оператора) 6. Структурная схема системы управления процессом дозирования и ее исследования на имитационной модели. 6.1 Оптимизация контура веса  Рисунок 29 – Структурная схема линеаризованного контура веса На рисунке приняты следующие обозначения:  - передаточная функция регулятора веса; - передаточная функция регулятора веса; - коэффициент передачи шнека. - коэффициент передачи шнека.Разомкнутый контур веса, настроенный на модульный оптимум, должен иметь следующую передаточную функцию:
где  - малая постоянная времени контура веса. - малая постоянная времени контура веса.Для определения величины транспортной задержки рассчитаем высоту бункера-дозатора.
где  - объем бункера-дозатора; - объем бункера-дозатора; - максимальная масса насыпаемого груза; - максимальная масса насыпаемого груза; - насыпная объемная плотность. - насыпная объемная плотность.Согласно (16) определим высоту бункера-дозатора.  . .Через ускорение свободного падения  находим время транспортной задержки, соответствующей массе “падающего столба”. находим время транспортной задержки, соответствующей массе “падающего столба”.
Согласно (17) определим малая постоянная времени контура веса  . .Примем небольшую нескомпенсированную константу контура веса, равную транспортной задержке винтового питателя = 0,594 с. Процессы по контуру веса протекают медленно по сравнению с процессами регулируемого электропривода. Поэтому в этой автоматической системе переменный привод можно представить как пропорциональное звено.
где iр – коэффициент передачи редуктора, fрв макс – выходная частота ПЧ. Согласно (18) определим коэффициент РЭП  . .Коэффициент шнекового питателя:
 . .Передаточная функция разомкнутой цепи веса рассматриваемой системы согласно теории Кейслера определяется следующим образом:
Это должно быть приравнено к желаемой передаточной функции разомкнутого контура. Решая полученное уравнение относительно передаточной функции регулятора веса, получаем:
Согласно (22) определим коэффициент регулятора веса  . .Имитационная модель линеаризованного контура веса, разработанная в среде Matlab 7.0/Simulink, представлена на рисунке 33.  Рисунок 30 - Иммитационная модель линеаризованного контура веса 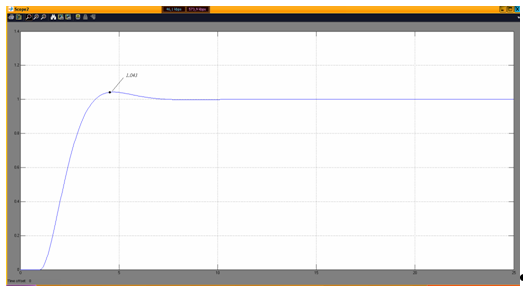 Рисунок 31 – Переходный процесс дозирования линеаризованного контура веса 6.2 Исследование системы дозирования на имитационной модели Имитационная модель автоматической системы дозирования сыпучих материалов, разработанная в среде Matlab 7.0/Simulink, представлена на рисунке 32. 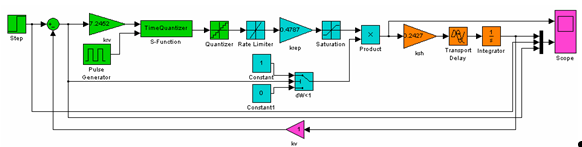 Рисунок 32 - Иммитационная модель автоматической системы дозирования сыпучих материалов Здесь оранжевым цветом выделены блоки, имитирующие объект управления: шнек определенной производительности, звено транспортной задержки (время падения дозируемого материала) и интегратор (увеличивающаяся масса дозирующего бункера). ). Синим цветом выделены блоки, имитирующие преобразователь частоты: генератор интенсивности на входе преобразователя, пропорциональная связь. Ограничение выходной частоты верхним и нижним уровнями, а также блоки, имитирующие отключение электропривода при уменьшении погрешности дозирования ниже заданного уровня. Блоки эталонного веса, регулятора веса и блоки, которые имитируют квантование эталонного сигнала для скорости по времени и уровню, выделены зеленым. Датчик веса в модели имеет единичный коэффициент передачи. 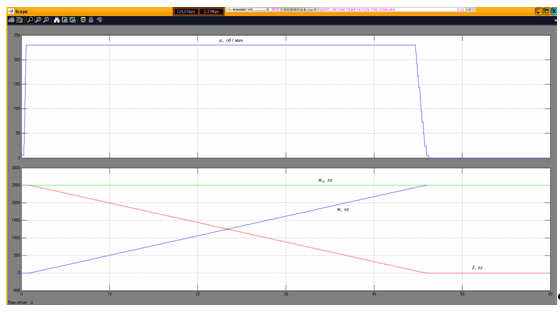 Рисунок 33 - Результаты моделирования при задании 2500 кг. 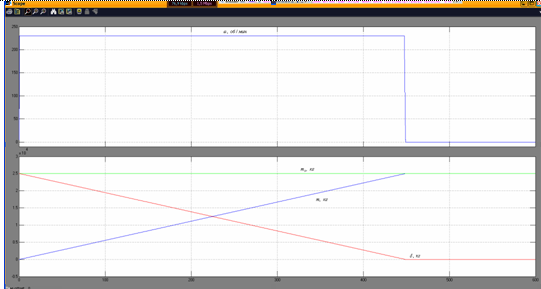 Рисунок 34 - Результаты моделирования при задании 25000 кг. Выше показаны переходные процессы дозирования 2500 кг (Рисунок 36) 25000 кг (Рисунок 34) материала. Точность дозирования составляла 6 кг перелива материала при задании необходимой массы 2500 и 25000 кг. В верхнем окне показан график изменения скорости шнекового питателя. В нижнем окне: текущий вес m, присвоение веса mz и ошибка веса δ. Наличие транспортной задержки в системе приводит к тому, что после остановки двигателя, т.е. потери управляемости системой, вес продолжает увеличиваться, по крайней мере, на величину массы «падающего столба» материала. Кроме того, масса колонны уменьшается пропорционально скорости до остановки шнека. В результате моя система дозирования имеет производительность 200 т / ч при условии, что выходная частота инвертора составляла 50 Гц. Следовательно, за счет увеличения выходной частоты можно достичь большей производительности, но это снизит точность дозирования. Для повышения точности дозирования необходимо учитывать «падающий столб» и отключать шнеки немного раньше запланированного срока. 7. Выбор шкафа электроавтоматики и его компоновка сыпучий материал дозирование автоматизация Выбранное оборудование будет размещено в нескольких электрошкафах. Шкаф №1 будет содержать инвертор (AT 06-37) и модуль тормозного резистора (BTR11.1) (Рисунок 35). Шкаф № 2 предназначен для размещения модулей ПЛК Tecomat Foxtrot (CP 1004, IR-1501/1, IR-1501/2, IB-1301/1, IB-1301/2), источника питания постоянного тока (PS50 / 24), автоматической защиты (QF1 - QF10), контакторы (КМ1 - КМ15) и источник питания постоянного тока (БП-220-24 / 12х2) (рисунок 36). 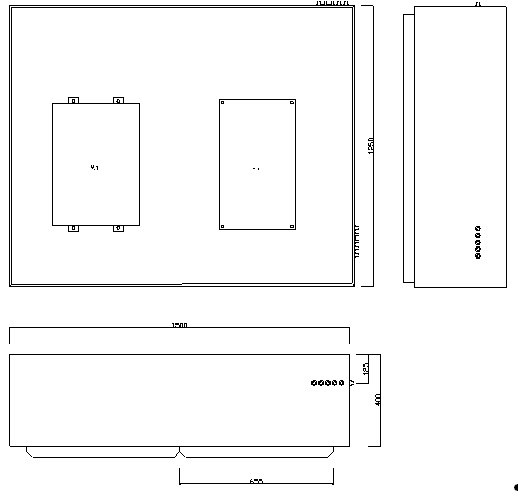 Рисунок 35 – Шкаф №1 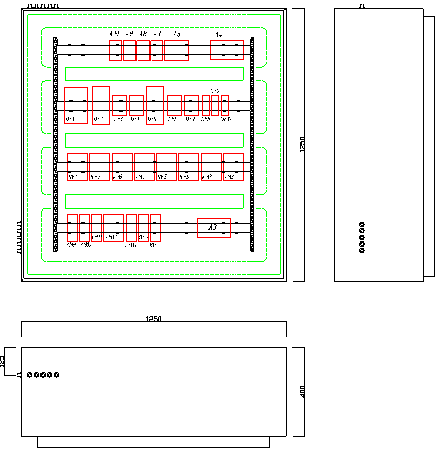 Рисунок 36 –Шкаф №2 Весоизмерительные ячейки установлены на дозирующем баке. Нормирующий суммирующий усилитель установлен рядом с тензодатчиком. Концевые выключатели расположены рядом с задвижкой воронки и выполняют защитную функцию. Поэтому их нельзя размещать в шкафах управления. Шкаф изготавливается на заказ согласно требованиям заказчика. Цена договорная от 15000 руб. Заключение В рамках проекта разработал функциональную схему АСУ ТП дозирования сыпучих материалов согласно ТУ. По разработанной функциональной схеме определил оборудование, необходимое для реализации АСУ ТП, а затем выбрал все необходимые компоненты системы. После выбора необходимого оборудования для планируемой системы автоматизации, разработал принципиальную электрическую схему соединений и собрал выбранные элементы в двух шкафах управления. Заключительным этапом стала разработка структурной схемы системы и моделирование. По результатам моделирования можно сделать вывод, что погрешность системы дозирования составляет 6 кг. В заключение следует отметить, что спроектированная система имеет потенциал для дальнейшего расширения. Список использованной литературы 1. Ларина Е.Т. Силовые кабели и высоковольтные кабельные линии: Учебник для вузов. - М .: Энергоатомиздат, 1996. 2. ПУЭ РФ (редакция 7, изм. И доп., Ред.) От 08.07.2002 № 204. 3. Беларусьов Н.И. Электрические кабели, провода и шнуры: Учебное пособие. М .: Энергоатомиздат, 1988. 4. Электронный каталог _0_: база данных содержит информацию об электродвигателях компании «ВЭМЗ» - Режим доступа: http://www.ges.ru 5. Электронный каталог _0_: база данных содержит информацию о коробках передач Epsilon - Режим доступа: http://www.motor-reductor.ru 6. Электронный каталог _0_: база данных содержит информацию о частотных преобразователях компании «Триол» - Режим доступа: http://www.triolcorp.comhttp: //www.schneider-electric.ru/ 7. Электронный каталог _0_: база данных содержит информацию о контакторах и автоматических выключателях компании Danfoss - Режим доступа: http://www.kpsk.ru 8. Электронный каталог _0_: база данных содержит информацию о контакторах и автоматических выключателях "Schneider Electric", об электрических шкафах, соединительном и монтажном оборудовании "KNURR AG" - Режим доступа: http://www.icsgroup.ru 9. Электронный каталог _0_: база данных содержит информацию о кабельной продукции компании ЗАО «Сибкабель» - Режим доступа: http://www.sibkabel.ru 10. Электронный каталог _0_: база данных содержит информацию о весовом оборудовании компании «Vishay Sensortronics» - Режим доступа: http://tensosensor.ru 11. Электронный каталог _0_: база данных содержит информацию о весовом оборудовании компании «ТЕНЗО-М» - Доступ: http://www.tenso-m.ru 12. Электронный каталог _0_: база данных содержит информацию о концевых выключателях и крановом оборудовании компании «ЛССИНЭ» - Режим доступа: http://lssine.kazprom.net 13. Электронный каталог _0_: база данных содержит информацию об автоматизированном оборудовании компании «Теко» - Способы доступа: http://www.tecomat.com | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ,
, ,
, ,
, ,
, ,
, ,
, ,
, ,
,