Стеновые материалы Кирпич. 1 Общая характеристика и свойства материала или изделия
 Скачать 1.55 Mb. Скачать 1.55 Mb.
|

Лист | ||||||
| | | | | | 15 | |
| Изм. | Лист | № докум. | Подп. | Дата | ||
| Сформованный пластическим способом сырец после обжига будет иметь водопоглощение свыше 20…24 %. Это не допускается ГОСТ [9]. По ГОСТ в лицевом кирпиче не допускаются трещины, отколы, известковые включения, пятна, выцветы и другие дефекты. Выбирая лицевой кирпич, надо особенно внимательно следить, чтобы близко к его поверхности или на ней не было комкообразных известковых включений: при попадании влаги они разбухают и разрушают кирпич. Причем обычно «косметический ремонт» не спасает стену – приходится облицовывать ее заново. В ГОСТ четко прописаны требования к геометрии лицевого кирпича: отклонения от номинальных размеров не должны превышать по длине - 4 мм, по ширине - 3 мм, по толщине +3/–2 мм; непрямолинейность лицевых поверхностей и ребер - не более 3 мм по ложку (длинной боковой грани) и 2 мм по тычку (малой боковой грани). Вместе с тем на практике строго соблюсти эти параметры сложно, поскольку глина – материал «живой», при сушке и обжиге она непредсказуемо меняет свои размеры. Отмечу, что западные строительные нормы вообще не предусматривают допусков по криволинейности. И все же в целом размеры и геометрия лицевого кирпича, как правило, более точные, чем строительного.[11] | ||||||
| | | | | | КП 6.092 104 2005-009 | Лист |
| | | | | | 16 | |
| Изм. | Лист | № докум. | Подп. | Дата | ||
| 1.4 Выбор технологической схемы производства, ее описание Технологическая схема производства изделий с пастическим способом подготовки массы, несмотря на сложность и длительность, наиболее распространена в промышленности стеновой керамики. Примерная технологическая схема подготовки массы пластическим способом приведена на рис.1.4.1. 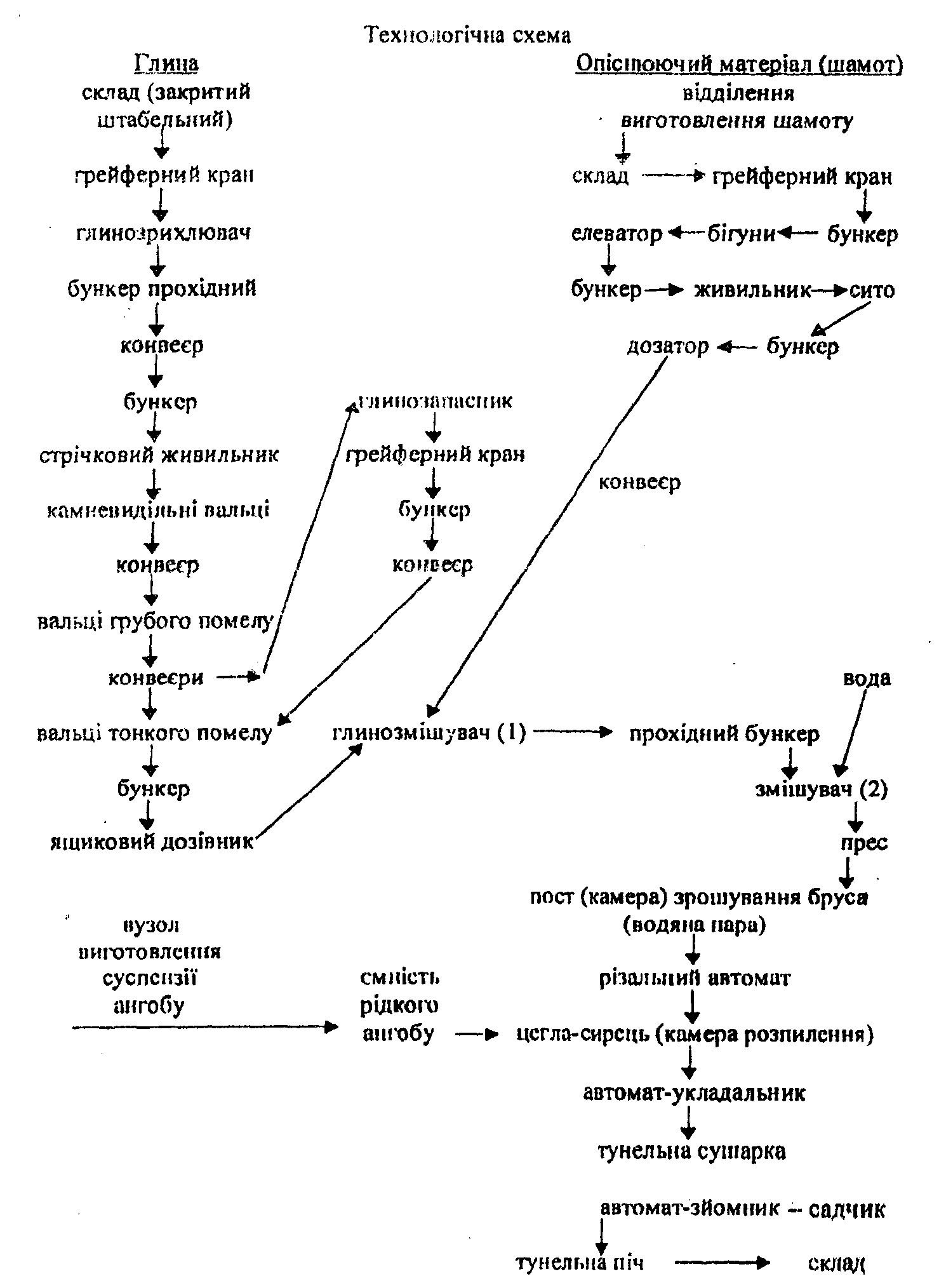 Рис.1.4.1 Технологическая схема производства лицевого кирпича пластическим способом | ||||||
| | | | | | КП 6.092 104 2005-009 | Лист |
| | | | | | 17 | |
| Изм. | Лист | № докум. | Подп. | Дата | ||
| Технологический процесс изготовления изделий стеновой керамики в наиболее общем случае состоит из четырех групп операций: карьерные работы, обработка глиняной массы, формование изделий, их сушка и обжиг (ДСТУ Б А.1.1-14-94,ГОСТ530-2007) [10, 11]. Поступившую на завод глину подвергают обработке до получения пластичной однородной массы. Для этого глиняное сырье сначала подвергают измельчению на вальцах: глиняная масса поступает на поверхность двух валков, которые вращаются навстречу друг другу, в результате чего глина втягивается в зазор между ними и измельчается. Валки могут иметь разные диаметры и вращаться с неодинаковой скоростью, в результате чего измельчение протекает интенсивнее. Для более интенсивного измельчения к вальцам добавляют бегуны. Затем смесь поступает в глиномешалку, где она увлажняется до 18-25 % и перемешивается до получения однородной пластичной массы. Тщательно приготовленная однородная масса поступает затем в ленточный пресс. Поступающую в ленточный пресс глиняную массу с помощью шнека уплотняют, после чего она поступает к выходному отверстию- мундштуку. Из последнего выходит непрерывный глиняный брус, который попадает на автомат для резки и укладки кирпича- сырца на вагонетки камерных или туннельных сушил. Производительность ленточных прессов- до 10000 шт. в час. Срок сушки кирпича- от 24 до 3 суток. Процесс обжига условно можно разделить на три периода: прогрев, собственно обжиг и охлаждение. В период подогрева из сырца удаляется гигроскопическая и гидратная влага, сгорают органические примеси, равномерно прогревается масса и разлагаются карбонаты. При собственно обжиге происходит расплавление наиболее плавкой составной части глины, которая обволакивает нерасплавившиеся частицы глины, спекая массу. Период охлаждения сопровождается образованием камня. Обжиг кирпича производят в печах непрерывного действия - кольцевых и туннельных. Технологический процесс производства лицевого кирпича. Лицевой кирпич и камни из тугоплавких глин изготовляют пластическим способом, но с сухой | ||||||
| | | | | | КП 6.092 104 2005-009 | |