Глава 1. 1 Влияние детали и заготовки на выбор оборудования и процесс их изготовления в заготовительных и механических цехах
 Скачать 0.73 Mb. Скачать 0.73 Mb.
|

1.3. Размеры и геометрия заготовкиДля изготовления детали, отвечающей всем заданным требованиям, используется заготовка, размеры которой отличаются от размеров детали на величину припуска. Припуск – минимально необходимый слой металла, удаляемый в процессе механической обработки с целью обеспечения заданной точности и качества обработанной поверхности. Припуск откладывается по нормали к поверхности, подлежащей обработке. В итоге наружная поверхность заготовки будет иметь больший размер в сравнении с деталью, внутренняя – меньший (рис. 1.3.1).В дисциплине «Основы технологии машиностроения» подробно рассматривается методика расчета припусков. При выполнении каждой операции механической обработки с заготовки удаляется соответствующий припуск. Таким образом, за все операции технологического процесса изготовления детали с заготовки удаляется суммарный припуск Zс. Очевидно, что при обработке наружной поверхности тела вращения, суммарный припуск на диаметр будет равен разности диаметра заготовки d3и диаметра окончательно обработанной детали dд: 2Zс = d3 – d∂, при обработке отверстия суммарный припуск равен разности диаметра отверстия детали и диаметра заготовки Д3: 2Zс = До – Д3.  Рис. 1.3.1. Припуски 1, размеры детали А3, d3, D∂ и заготовки A3, d3, D∂ Но геометрическая форма заготовки не всегда повторяет форму обрабатываемой детали. Это определяется тем, что некоторые участки поверхности заготовки либо не могут быть сформированы используемым способом производства, либо невозможно с заданной геометрией изготовить штамп или литейную форму. В этих случаях упрощают геометрическую форму заготовки, заменяя фасонную поверхность, например, поверхностью тела вращения (рис. 1.3.2), для чего сверх припуска добавляют слой металла, называемый напуском. Напуск – объем металла, добавляемый к заготовке сверх припуска для упрощения ее формы. В итоге заготовка будет иметь простую геометрию, облегчающую процесс ее производства. Однако при механической обработке с заготовки придется удалять больший объем металла, в который входит как припуск, так и напуск. Такое положение будет способствовать уменьшению коэффициента весовой точности Ким и коэффициента использования металла Ким. 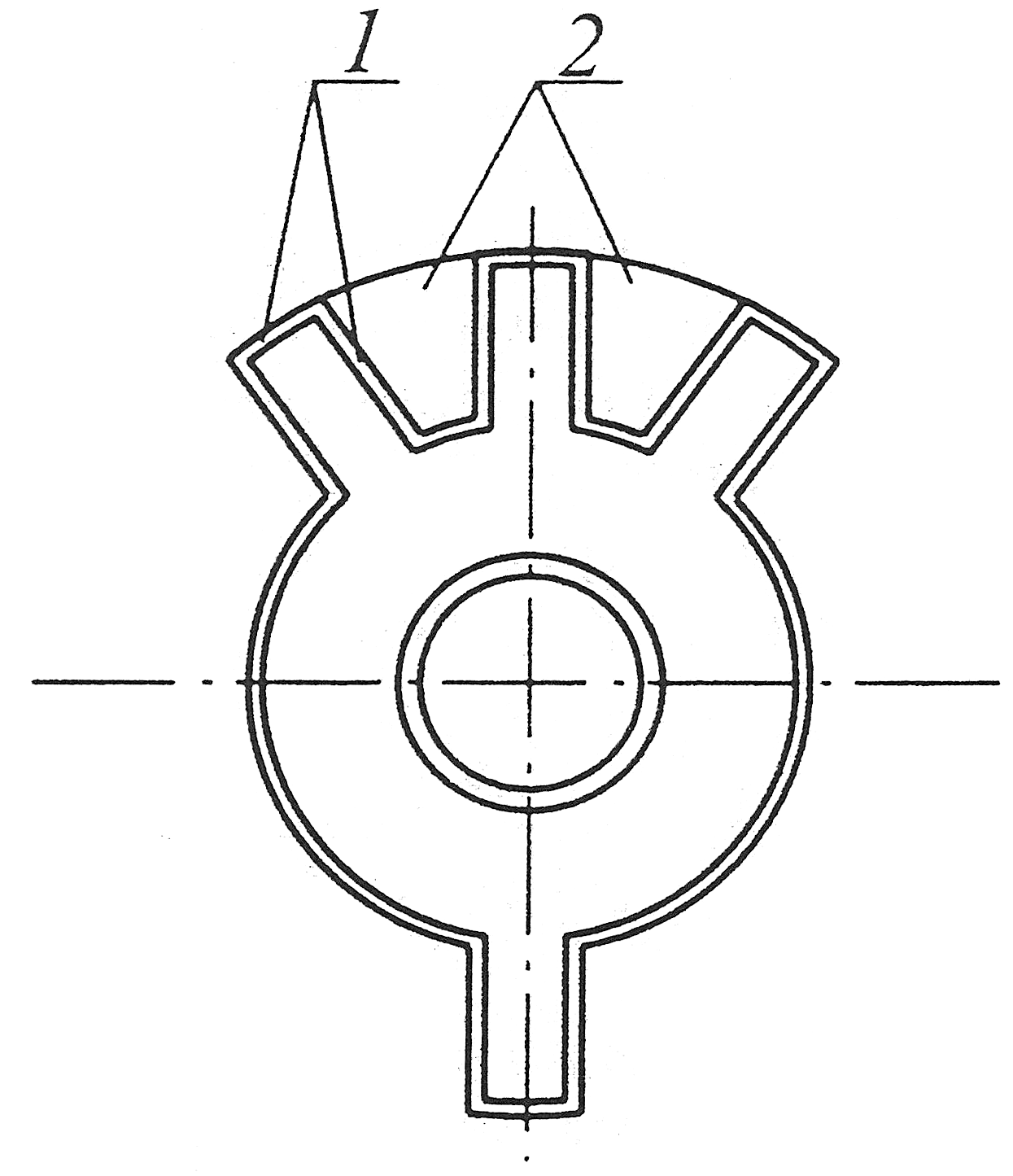 Рис. 1.3.2. Припуски 1 и напуски 2 на поковке 1.4. Оценка использования материала в заготовительных и механических цехахНа машиностроительных заводах заготовка, произвденная в заготовительном цехе (кузнечном, литейном), поступает в механический цех, где ее обрабатывают, получая деталь. Для производства заготовки массой Mз необходимо использовать определенную массу металла Мо, которая больше Мз, в связи с разного рода потерями. Оценку использования металла в заготовительных цехах ведут с применением коэффициента выхода годного:  . .Заготовка массой Мз поступает в механический цех, в котором после ее обработки получают деталь массой Мд. Оценку использования металла в механическом цехе проводят с применением коэффициента весовой точности:  . .Общую оценку применения металла в заготовительном и механическом цехах осуществляют по коэффициенту использования металла:  В различных отраслях промышленности коэффициент Кимразный. Так, в приборостроительной промышленности он составляет 56%, в электротехнической – 61%, в автомобильной – 70...75%, а в среднем по народному хозяйству страны – около 50%. Подсчитано, что экономия металла в пределах страны всего 1% дает 1,4 млн. тонн металла, достаточного для изготовления 300000 грузовых автомобилей. Все это определяет высокую актуальность работ по повышению коэффициента Ким, выбору наиболее целесообразного способа производства заготовок. Только автомобильная промышленность потребляет около 30% от всего количества черных металлов, используемых в народном хозяйстве. В связи с этим становится важным снижение массы, (которая приблизительно составляет у автомобиля «Жигули» – 0,6 т, «Волга» – 1,1 т, «ЗИЛ» – 2,4 т, «КамАЗ» – 5,0 т) автомобиля, которая также способствует уменьшению расхода топлива, повышению производительности труда, снижению себестоимости изготовления автомобиля. |