ответы. процессы и аппараты. 1 вопрос. Виды процессов массопередачи
 Скачать 1.06 Mb. Скачать 1.06 Mb.
|

|
Барботажные колонны. Эти аппараты в процессах ректификации наиболее широко распространены. Они применимы для больших производительностей, широкого диапазона изменений нагрузок по пару и жидкости и могут обеспечить весьма четкое разделение смесей. Недостаток барботажных аппаратов—относительно высокое гидравлическое сопротивлением-в условиях ректификации не имеет такого существенного значения, как в процессах абсорбции. При ректификации повышение гидравлического сопротивления приводит лишь к некоторому увеличению давления и соответственно к повышению температуры кипения жидкости в кипятильнике колонны. Однако тот же недостаток (значительное гидравлическое сопротивление) сохраняет свое значение для процессов ректификации под вакуумом. Насадочные колонны. В этих колоннах используются насадки различных типов, но в промышленности наиболее распространены колонны с насадкой из колец Рашига. Меньшее гидравлическое сопротивление насадочных колонн по сравнению с барботажными особенно важно при ректификации под вакуумом. Даже при значительном вакууме в верхней части колонны вследствие большого гидравлического сопротивления ее разрежение в кипятильнике может оказаться недостаточным для требуемого снижения температуры кипения исходной смеси. Для уменьшения гидравлического сопротивления вакуумных колонн в них применяют насадки с возможно большим свободным объемом. В самой ректификационной колонне не требуется отводить тепло, как в абсорберах. Поэтому трудность отвода тепла из насадочных колонн является скорее достоинством, чем недостатком насадочных колонн в условиях процесса ректификации. Однако и при ректификации следует считаться с тем, что равномерное распределение жидкости по насадке в колоннах большого диаметра затруднено. В связи с этим диаметр промышленных насадочных ректификационных колонн обычно не превышает 0,8—1 м. Пленочные аппараты. Эти аппараты применяются для ректификации под вакуумом смесей, обладающих малой термической стойкостью при нагревании (например, различные мономеры и полимеры, а также другие продукты органического синтеза). В ректификационных аппаратах пленочного типа достигается низкое гидравлическое сопротивление. Кроме того, задержка жидкости в единице объема работающего аппарата мала. К числу пленочных ректификационных аппаратов относятся колонны с регулярной насадкой в виде пакетов вертикальных трубок диаметром 6—20 мм (многотрубчатые колонны), а также пакетов плоскопараллельной или сотовой насадки с каналами различной формы, изготовленной из перфорированных металлических листов или металлической сетки. Вопрос 29. Расчет минимального и оптимального флегмового числа Расчет минимального флегмового числа. При заданном составе дистиллята  величина отрезка В (рисунок 29)‚ отсекаемого рабочей линией укрепляющей части колонны на оси ординат, зависит только от флегмового числа R, так как величина отрезка В (рисунок 29)‚ отсекаемого рабочей линией укрепляющей части колонны на оси ординат, зависит только от флегмового числа R, так как  . С уменьшением R отрезок В увеличивается (B'' > В) и рабочая линия как бы поворачивается вокруг точки а по часовой стрелке, занимая последовательно положения ab, ab'' и т. д. Однако величину R можно уменьшать только до некоторого предела, определяемого движущей силой процесса массопередачи между жидкой и паровой фазами. . С уменьшением R отрезок В увеличивается (B'' > В) и рабочая линия как бы поворачивается вокруг точки а по часовой стрелке, занимая последовательно положения ab, ab'' и т. д. Однако величину R можно уменьшать только до некоторого предела, определяемого движущей силой процесса массопередачи между жидкой и паровой фазами.Движущая сила, выраженная в концентрациях паровой фазы, изображается на диаграмме у-х вертикальным отрезком между данной точкой на рабочей линии и линией равновесия. Например, при рабочей линии ab в точке ввода питания (  ) движущая сила равна ) движущая сила равна  и изображается отрезком b'''b. С уменьшением R точка b перемещается по вертикали, соответствующей абсциссе точки, которая отвечает составу , и движущая сила снижается до тех пор, пока не обратится в нуль (точка b'''). При этом рабочая линия аb''' отсекает на оси ординат максимальный отрезок В''' = Вmax, которому при заданном соответствует минимальное флегмовое число Rmin: и изображается отрезком b'''b. С уменьшением R точка b перемещается по вертикали, соответствующей абсциссе точки, которая отвечает составу , и движущая сила снижается до тех пор, пока не обратится в нуль (точка b'''). При этом рабочая линия аb''' отсекает на оси ординат максимальный отрезок В''' = Вmax, которому при заданном соответствует минимальное флегмовое число Rmin: Отметим, что в некоторой точке на вертикали, отвечающей и лежащей выше линии равновесия, рабочие линии пересечься не могут, так как в этом случае движущая сила процесса имела бы отрицательное значение, что противоречит физическому смыслу. С увеличением R отрезки В уменьшаются и рабочая линия поворачивается вокруг точки а против часовой стрелки. Очевидно, нижнее предельное положение рабочих линий должно соответствовать совпадению точки их пересечения с диагональю диаграммы (точка b’). При этом угол наклона рабочих линий к оси абсцисс равен 45o, А = А’ = 1 и В = В’ = 0, что возможно, как следует из выражений для В и В’, только при бесконечно большом флегмовом числе (  ). ). Действительное (рабочее) флегмовое число Rд, при котором работает колонна, должно находиться в пределах Rmin и . Исходной величиной для выбора действительного флегмового числа является Rmin, значение которого можно найти расчетом.Для определения Rmin проведем из точки b’’’ (рисунок 29) горизонтальный отрезок b’e до пересечения с ординатой точки а. Тангенс угла наклона рабочей линии укрепляющей части колонны при Rmin равен отношению катетов ae и b’’e треугольника ab’’’e, причем катет  , а катет , а катет  Следовательно  (A) (A)Также  (Б) (Б)Сопоставляя выражения (A) и (Б), получим:  (57) (57) Рисунок 29-y-x-диаграмма Расчет действительного флегмового числа. Рациональный выбор действительного (оптимального) флегмового числа представляет собой сложную задачу. Это объясняется тем, что флегмовое число R определяет в конечном счете размеры аппарата и расходы теплоносителей (греющего агента в кипятильнике, охлаждающей воды в дефлегматоре). Следовательно, от величины R зависят капитальные затраты и эксплуатационные расходы на ректификацию. Эксплуатационные расходы, определяемые расходом теплоносителя, возрастают прямо пропорционально величине R (рисунок 30, кривая 1). Более сложной является зависимость капитальных затрат от величины флегмового числа. С увеличением R возрастает движущая сила процесса и уменьшается необходимое число теоретических и соответственно действительных ступеней. В итоге при некотором флегмовом числе рабочий объем колонны станет минимальным и, следовательно, минимальной будет ее стоимость. Поэтому зависимость капитальных затрат от флегмового числа имеет минимум (кривая 2). Отсюда следует, что суммарные затраты будут также иметь минимум, который не совпадает с минимумом капитальных затрат. Зависимость суммарных затрат З (в рублях) от флегмового числа изображается на рисунке кривой 3. Этому минимуму суммарных затрат соответствует оптимальное значение действительного флегмового числа (Rопт). В связи со сложностью технико-экономического расчета Rопт выбор действительного флегмового числа Rд часто производят приближенно. Так, при расчетах задаются отношением действительного флегмового числа к минимальному. Это отношение носит название коэффициента избытка флегмы:  В большинстве случаев значения этого коэффициента колеблются ориентировочно в пределах  = 1,04-1,5. Однако если отсутствуют данные о величинах коэффициента избытка флегмы для систем, близких по свойствам к разделяемой, то выбор определяется главным образом инженерной интуицией и является грубо приближенным. = 1,04-1,5. Однако если отсутствуют данные о величинах коэффициента избытка флегмы для систем, близких по свойствам к разделяемой, то выбор определяется главным образом инженерной интуицией и является грубо приближенным. Рисунок 30-К определению действительного (оптимального) флегмового числа: 1-эксплуатационные расходы; 2-капитальные затраты; 3-общие затраты на ректификацию Вопрос 30. Уравнение рабочей линии ректификации. Расчет числа ступеней Уравнение рабочей линии укрепляющей части колонны:  (58) (58)В уравнении (58)  -тангенс угла наклона рабочей линии к оси абсцисс, а -тангенс угла наклона рабочей линии к оси абсцисс, а -отрезок, отсекаемый рабочей линией на оси ординат диаграммы y-x (рисунок 29). -отрезок, отсекаемый рабочей линией на оси ординат диаграммы y-x (рисунок 29).Уравнение рабочей линии исчерпывающей линии колонны:  (59) (59)В уравнении (59)  -тангенс угла наклона рабочей линии к оси ординат, а -тангенс угла наклона рабочей линии к оси ординат, а  -отрезок, отсекаемый рабочей линией на оси абсцисс (рисунок 29). -отрезок, отсекаемый рабочей линией на оси абсцисс (рисунок 29).Расчет числа ступеней сводится к построению «ступенек» между линией равновесия и рабочей линией. По диаграмме y-x определяют число теоретических ступеней для укрепляющей (  ) и исчерпывающей ( ) и исчерпывающей ( ) частей колонны. Разделив величину ) частей колонны. Разделив величину  на среднее значение эфффективности (к.п.д.) колонны E, находят число действительных тарелок на среднее значение эфффективности (к.п.д.) колонны E, находят число действительных тарелок  . . Вопрос 31. Экстракция, основные определения, область использования в технологических процессах Экстракцией называют процессы извлечения одного или нескольких компонентов из растворов или твердых тел с помощью избирательных растворителей (экстрагентов). При взаимодействии с экстрагентом в нем хорошо растворяются только извлекаемые компоненты и значительно слабее или практически вовсе не растворяются остальные компоненты исходной смеси. Движущей силой процесса экстракции является разница концентраций экстрагируемого вещества в жидкости, заполняющей поры твердого тела, и в основной массе экстрагента, находящегося в контакте с поверхностью твердых частиц. В химической технологии экстракция из растворов экстрагентами более распространена, чем экстракция из твердых тел. Экстракция из твердых веществ или квазитвердых материалов (например, из тканей растительного сырья) применяется главным образом в лесохимической, пищевой и фармацевтической промышленности. В химической технологии используют в основном экстракцию из твердых пористых веществ водой или водными растворами кислот и щелочей (процессы выщелачивания). Вопрос 32. Равновесие в трехкомпонентной системе жидкость – жидкость с нерастворимыми компонентами А и S 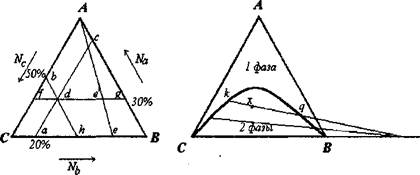 а б Рисунок 31- а) Изображение состава трехкомпонентной системы с помощью треугольника Гиббса-Розебома. б) Диаграмма растворимости трех жидкостей, две из которых (В и С) взаимно нерастворимы, а третья (А) неограниченно растворима в первых двух На рисунке (31 б) представлен вид диаграммы - изотермы растворимости трёх жидкостей для случая, когда система состоит из двух (С и В) взаимно нерастворимых компонентов и третьего (А), неограниченно растворимого в каждом из первых двух. Внутри треугольной диаграммы состояния имеются две области - однофазная и двухфазная, а линия, разделяющая эти две области, характеризует составы равновесных насыщенных растворов. Любая фигуративная точка внутри двухфазной области описывает суммарный состав системы, которая распадается на две фазы, различающиеся по составу. Их состав можно определить, проведя ноду kxqo. Например, в точке х в равновесии находятся насыщенные растворы, соответствующие на диаграмме точкам k и q. Все продолжения нод для такой системы сходятся в одной точке вне треугольника, как показано на рисунке (31 б) (правило Тарасенкова). Вопрос 33. Равновесие в трехкомпонентной системе жидкость – жидкость при условии ограниченной растворимости компонентов А и S Рассмотрим тройную систему, состоящую из трех жидких компонентов А, В и С. Пусть компоненты А и С, а также В и С неограниченно растворимы друг в друге; компоненты А и В обладают ограниченной взаимной растворимостью. Если смешать компоненты А и В, то при определенных составах их образуются два жидких слоя. Составы этих слоев при температуре ti изображаются на изотермной проекции точками а и Ь на стороне АВ треугольника Розебума (рисунок 32, б). Добавляемый к этой двухкомпонентной системе компонент с распределяется между двумя слоями, в результате чего образуются два равновесных сопряженных трехкомпонентных раствора. Прибавляя разные количества компонента С, можно получить ряд тройных сопряженных растворов. Соединяя плавной линией точки треугольной диаграммы, соответствующие составам сопряженных растворов, получим бинодальную кривую аk’b. Эта кривая делит треугольник Розебума на гомогенную и гетерогенную области. Любая смесь трех компонентов А, В, С, состав которой представляется фигуративной точкой х внутри гетерогенной области, распадается на два равновесных сопряженных тройных раствора, составы которых изображаются точками а’ и b’. При добавлении компонента С возрастает взаимная растворимость компонентов А и В. В результате этого составы тройных сопряженных растворов все меньше отличаются друг от друга и в конечном итоге может быть достигнута точка k’, в которой составы обоих растворов становятся одинаковыми; точка k’ называется критической точкой. Состав сопряженных фаз, соответствующих фигуративной точке х внутри бинодальной кривой, может быть приближенно определен по правилу Тарасенкова, которое устанавливает, что продолжения всех коннод пересекаются практически в одной точке D (рисунок 32, 6). Это правило позволяет графически определить состав фаз. Проведя из точки D на рисунке 32, б касательную к бинодали аа'b'b, получим критическую точку k'. При добавлении третьего компонента к смеси двух ограниченно смешивающихся жидкостей всегда наблюдается повышение взаимной растворимости этих двух жидкостей. Напротив, если третий компонент растворим только в одном из компонентов системы А—В взаимная растворимость в системе снижается. 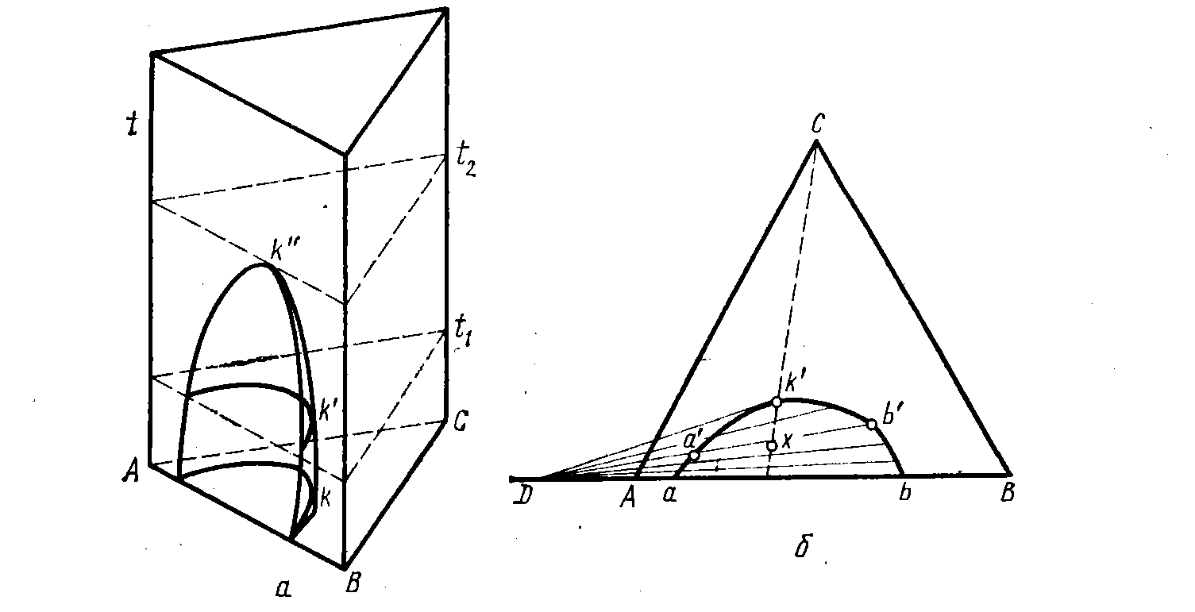 Рисунок 32-Диаграмма состояния тройной системы: а-пространственная диаграмма; б-изотермная проекция при температуре ti Вопрос 34. Треугольные диаграммы. Правила построения Практически процесс экстрагирования проводятся с системами, состоящими минимально из трех компонентов (k=3) и двух жидких фаз (Ф = 2). Для таких систем, по правилу фаз, число степеней свободы равно трем (С=3). Следовательно, в данном случае независимыми переменными являются три параметра-температура, давление и концентрации одной из фаз. Однако влиянием давлении на равновесие в системе жидкость—жидкость можно пренебречь. Зависимость состава от температуры (при p=const) для тройных систем изображается с помощью треугольной призмы, в которой температуры откладываются по оси, перпендикулярной к плоскости, на которой наносятся составы. Составы тройных жидких смесей в состоянии равновесия удобно изображать в треугольной диаграмме Розенбума или Гиббса, вершины которой соотетствуют чистым (100%-ным) компонентам. В первом случае содержание компонентов отсчитывают на одной из сторон треугольника, а во втором-по отрезкам высот, опущенных из точки, отвечающей составу смеси, на соответствующие стороны треугольника (рисунок 33), Так, точка N на рисунке 33 выражает состав тройной смеси, содержащей 25% компонента А, 40% компонента B и 35% компонента C. Таким образом, любая точка внутри треугольника выражает состав трехкомпонентной системы, а точки на сторонах-составы бинарных систем.  Рисунок 33-Треугольная диаграмма Согласно правилу рычага, средний состав смеси, получаемой в результате смешения двух других смесей, лежит на прямой, соединяющей составы этих смесей в точке, разделяющей данную прямую на отрезки, обратно пропорциональные количествам исходных смесей. С помощью треугольной диаграммы (рисунок 34) по известной массе и составу исходной смеси (точка М) и составам получаемых при ее разделении экстракта (точка Е) и рафината (точка R) можно определить мессы этих фаз: По материальному балансу (при разделении M кг смеси)  По правилу рычага  (60) (60)Где E и R-соответственно количество экстракта и рафината, кг.  Рисунок 34-Применение правила рычага Вопрос 35. Треугольные диаграммы. Количественные определения По треугольной диаграмме можно судить о селективности, или избирательности, растворителя (экстрагента). Селективность характеризует способность экстрагента предпочтительно растворять один или несколько компонентом исходного раствора. Высокая селективность обеспечивает меньший расход экстрагента и более экономичное проведение процесса экстрагирования. Селективность экстрагента (например, компонента S, рисунок 35) по отношению к экстрагируемому компоненту (B) явялется основным свойством экстрагента, определяющим полноту извлечения при экстрагировании. Для количественной оценки селективности пользуются диаграммой селективности, построенной в виде зависимости концентрации распределяемого компонента в фазе экстракта от его концентрации в фазе рафината, не учитывая наличия экстрагента в этих фазах. Таким образом, кривая селективности экстрагента строится в координатах:  (ось ординат) и (ось ординат) и  (ось абсцисс) (ось абсцисс)Где  и и  -весовые концентрации экстрагируемого компонента в экстракте и рафинате соответственно. -весовые концентрации экстрагируемого компонента в экстракте и рафинате соответственно.Селективность характеризуется коэффициентом селективности, или коэффициентом разделения. Коэффициент селективности  , значение которого определяется селективностью экстрагента S по отношению к распределяемому компоненту B, представляет собой отношение концентраций компонентов B и A в фазе экстракта (свободной от S), деленное на отношение концентраций тех же компонентов в свободной от S фазе рафината, т.е.: , значение которого определяется селективностью экстрагента S по отношению к распределяемому компоненту B, представляет собой отношение концентраций компонентов B и A в фазе экстракта (свободной от S), деленное на отношение концентраций тех же компонентов в свободной от S фазе рафината, т.е.: (61) (61)При β=1 селективность равна нулю и экстракция невозможна. Чем больше β превышает единицу, тем при меньших габаритных размерах экстракционной установки, меньших расходах экстрагента и соответственно при более низких капитальных и эксплуатационных расходах может быть проведен процесс. Вопрос 36. Адсорбция. Понятия и термины |