Контрольная. Экономика. 3 расчетноэкономическая часть 1 Расчет количества оборудования и его загрузка
 Скачать 0.6 Mb. Скачать 0.6 Mb.
|

 3 РАСЧЕТНО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ 3.1 Расчет количества оборудования и его загрузка Годовая трудоёмкость работ механического участка 82 700 н-ч. Маршрут обработки деталей «Вал» состоит из следующих операций: 005 Токарная 010 Сверлильная 015 Токарная программная 020 Токарная программная 025 Токарная 030 Протяжная 035 Зубофрезерная 040 Круглошлифовальная 045 Внутришлифовальная 050 Зубошлифовальная Трудоемкость работ на участке состоит из операций, в процентах: Фрезерно-центровальная - 4% Токарная - 30% Сверлильная - 9% Расточная - 6% Фрезерная - 22% Зуборезная - 8% Протяжная - 4% Шлифовальная - 13% Прочие операции - 4% Трудоёмкость работ Т по операциям в н-ч.: Тфрез.центр.= 82700 ∙ 0,04= 3308 Тток. = 82700 ∙ 0,3= 24810 Тсв = 82700 ∙ 0,09= 7443 Траст. = 82700 ∙ 0,06= 4962 Тфрез.= 82700 ∙ 0,22= 18194 Тзуб. = 82700 ∙ 0,08= 6616 Тпрот.= 82700 ∙ 0,05 =3308 Тшлиф.= 82700 ∙ 0,13 =10751 Тпроч. = 82700 ∙ 0,04= 3308 Итого: Тгод.= 82700 н.- час. Рассчитывается количество оборудования по формуле ( ) где Т – трудоёмкость работ по операциям, н-ч.; Fд.о – действительный годовой фонд работы оборудования, ч; Принимается: Срфрез.чентр. = Срток.= Срсвнрл.= Ср раст = Ср фрез. = Ср зуб. = Ср прот = Сршлиф. = Српроч = Определяется коэффициент загрузки оборудования, по формуле ( ) Кз= где Кз- коэффициент загрузки оборудования; Спр – принятое количество оборудования. Кз фрез.центр= Кз ток = Кз сверл= Кз раст= Кз фрез= Кз зуб= Кз прот= Кз шлиф= Кз проч= Таблица - Расчёт коэффициентов загрузки оборудования
Рассчитывается средний коэффициент загрузки по формуле ( ) Кз ср. = Кз ср. = Построим график загрузки оборудования. (Рисунок ) Таблица - Характеристика оборудования  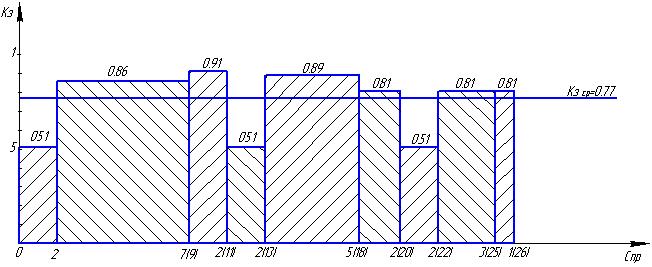 Рис. 8- График загрузки оборудования, 3.2 Расчёт площади участка и планировка оборудования Общая площадь участка рассчитывается по формуле : Ру=Рпр+Рвсп, где Рпр- производственная площадь, м Рвсп.- вспомогательная площадь, м Рпр=(а×в+Рдоп)×Спр, где а и в - габаритные размеры оборудования, м Рдоп. - дополнительная площадь на проходы, 10 м Спр - принятое количество оборудования данной модели (Таблица ) Общая производственная площадь (Таблица ): Рпр.общ= ∑Рпр Вспомогательная площадь включает: 1) Склад заготовок и готовых деталей составляет 15% от общей производственной площади: 507,43×0,15=76,11 м 2) Инструментально- раздаточная кладовая, 0.65 м 24×0,65=15,6 м 3) Служебное помещение - 12 м Таблица - Расчет производственной площади
4) Контрольное отделение 5% от общей производственной площади: 507,43×0.05=25,37 м Общая вспомогательная площадь: Рвсп=76,11+15,6+12+25,37=129,08 м Py= 507,43+129,08=636,51 м В- ширина здания. По нормативам составляет 18 или 24 м. Принимаем 18 м. Расчётная длина участка Lпp определятся по формуле 4.5: Lпр= Lпр= Принятая длина Lпp должна быть кратна шагу колонн. Шаг колонн- 6 м. Принимаем длину участка Lпp =36 м. Н- высота участка. По нормативам составляет 9-12 м. Принимаем 10 м Объём здания рассчитывается по формуле 4.6: V=H×B×Lпp (4.6) V=18×36×10=6480 м3 Стоимость 1м Стоимость здания: Ссд= V×10000, руб. (4.7) Ссд=6480×10000=64800000 руб. 4.3 Расчет численности работающих На участке работает персонал следующих категорий: основные рабочие вспомогательные рабочие инженерно-технические работники - ИТР младший обслуживающий персонал – МОП Численность основных рабочих участка определяется по формуле 4.8: Кр= где Fg - действительный фонд времени одного работающего, 1850 ч./год Кв.н = 1,1 – коэффициент выполнения нормы. Кр фрез центр = Кр ток = Кр сверл = Кр раст = Кр фрез = Кр зуб = Кр прот = Кр шлиф = Кр отрез = Общая численность основных производственных рабочих: Кробщ = 46 чел. Численность вспомогательных рабочих принимаем 20% от общей численности основных рабочих: Кр всп= 46×0,2=9.2 = 10 чел К вспомогательным рабочим относятся: Наладчик - 3чел Слесарь по ремонту оборудования - 4 чел Крановщик - 1 чел Контролёр - 2 чел Численность ИТР принимается в зависимости от количества смен, принимаем 2 мастера. Численность МОП составляет 2% от общей численности рабочих: Кр моп=2×(46+10)/100=1.16=2 чел. Таблица 4.3 - Распределение рабочих по разрядам и сменам
Таблица 4.4 - Структурный состав работников
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||