Отчет по контрольной работе Анализ точности механической обработки методом кривых распределения 3 вариант. Анализа точности механической обработки методом кривых распределения Оценить вероятность получения год
 Скачать 240.41 Kb. Скачать 240.41 Kb.
|

|
1.Цель работы Изучить методику анализа точности механической обработки методом кривых распределения; Оценить вероятность получения годных и бракованный деталей для данного процесса механической обработки при изготовлении деталей большими партиями на предварительно настроенных станках Порядок выполнения работы выполнить измерения заданного размера образцов; построить эмпирическую кривую распределения размеров; определить среднее арифметическое значение и среднее квадратическое отклонение размеров; ознакомиться с нормальным законом распределения случайных величин, нормированием распределения и функцией Лапласа; построить теоретическую кривую нормального распределения размеров произвести оценку точности по соответствующим критериям; определить вероятности получения годных и бракованных деталей для данного процесса механической обработки; оформить отчет. Условия механической обработки образцов 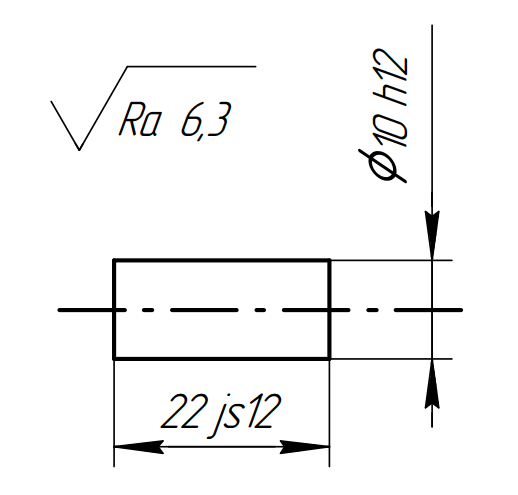 Рисунок 1. На эскизе изображен образец цилиндрической формы диаметром 10 мм с основным отклонением h допуском в -0,15 мм по 12-му квалитету, с нулевым допуском в плюс; Указана длина цилиндра – 22 мм с отклонением js, так же 12-го квалитета ± 0,105 мм; Так же указана шероховатость всех поверхностей образца (два основания и боковая поверхность) Ra 6,3, что соответствует методам обработки: точение, расточка, сверление. 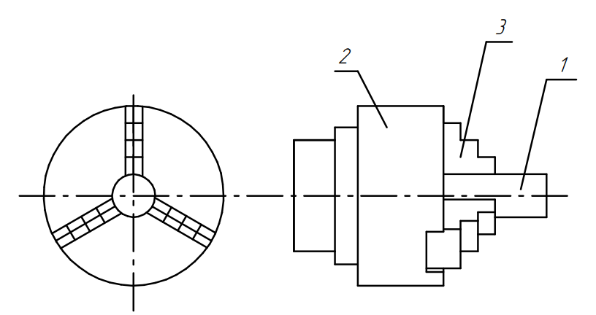 Рисунок 2. Здесь изображена схема установки образца в патрон: 1 – сама заготовка; 2 -корпус трехкулачкового самоцентрирующего патрона; 3 – кулачки самоцентрирующего патрона. 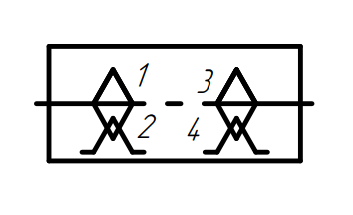 Рисунок 3. На третьем рисунке изображена схема базирования: Как мы видим, заготовка лишена 4-х степеней свободы – двойная направляющая база, которой является ось цилиндра, скрытая база. Таким образом, заготовка может только двигаться вдоль оси цилиндра, и вращаться вокруг этой же оси. 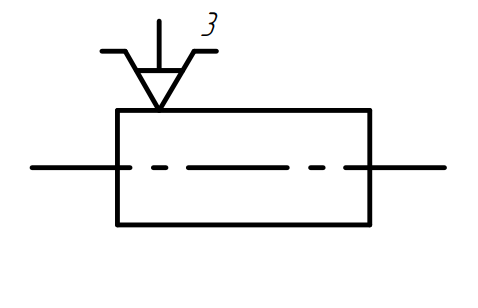 Рисунок 4. Условное обозначение крепления в 3-х кулачковом патроне. Далее:    es = 0 ei = - 0,15 мм T = es – ei = 0,15 мм 3.1 Метод обработки деталей партиями Метод автоматического получения размеров применяется при обработке деталей партиями в крупносерийном и массовом производстве. В простейшем случае станок предварительно настраивается на заданный размер и поверхность обрабатывается за один рабочий ход. Затем деталь снимается со станка, и на станок устанавливается следующая заготовка. 3.2 Определение настроечного размера Размер, на который настраивается станок для обработки всей партии, называется настроечным. Очевидно, что этот размер не должен выходить за пределы поля допуска. Одним из вариантов является настройка станка на середину поля допуска. Тогда настроечный размер определяется по формуле,  где  — номинальный размер, — номинальный размер,  — нижнее и верхнее отклонения размера — нижнее и верхнее отклонения размера 3.3 Метод настройки станка на настроечный размер Настройка станка на настроечный размер производится методом пробных ходов и замеров. Суть метода заключается в удалении со всей обрабатываемой поверхности или ее участка части припуска (снятие пробной стружки) с последующим замером изделия. По результатам замера делают корректировку настройки станка и пробную стружку снимают снова. Этот процесс повторяют до тех пор, пока не будет получен настроечный размер в пределах заданного допуска. 3.4 Восстановление настроек станка для обработки по диаметру После настройки станка на настроечный размер по лимбу поперечного суппорта отмечают его положение, которое соответствует настроечному размеру. Далее с этого положения суппорта будет обрабатываться вся партия образцов. Операция механической обработки каждого образца заканчивается его отрезкой от прутка. В этой связи поперечный суппорт каждый раз после отрезки будет занимать положение, которое не соответствует настроечному размеру. Установка суппорта в положение, которое соответствует настроечному размеру, производится по лимбу поперечного суппорта. При отрезке образца необходимо выдержать его размер по длине. В этом случае станок также предварительно настраивают на получение этого размера. Чтобы выдержать настроечный размер при отрезке каждого образа, перемещение продольного суппорта ограничивают жестким упором. Измерения образцов Размер партии: n = 100 шт.   => допуск на размер: T = => допуск на размер: T =  = 6,67 * = 6,67 *  4.1 Рекомендуемая цена деления Рекомендуемая цена деления зависит от размера измеряемой партии:   Т/15; Т/15; Т/17. Т/17.Партию заготовок мы будем измерять микрометром МК 25-1 ГОСТ 6507-90 с ценой деления:  мм/деление мм/делениеИ пределами измерения от 0 до 25 мм Результаты измерения образцов
Таблица 1 |