реферат по ОСП2. Арматура и арматурные изделия в монолитном домостроительстве
 Скачать 299.79 Kb. Скачать 299.79 Kb.
|

            ОТДЕЛЕНИЕ АРХИТЕКТУРЫ И ДИЗАЙНА РЕФЕРАТ На тему: Арматура и арматурные изделия в монолитном домостроительстве Дисциплина: Основы строительного производства Специальность 07.02.01 Архитектура
Москва 2018 ОГЛАВЛЕНИЕ
Введение Работы по бетонированию монолитных бетонных и железобетонных конструкций складываются из ряда процессов, непосредственно связанных между собой технологической последовательностью выполнения. Основными процессами при этом являются следующие работы: изготовление и установка опалубки и ар матуры; приготовление, транспортирование, укладка и уплотнение бетона; уход за бетоном в процессе его выдерживания (твердения); распалубка изделий и ремонт опалубки; обработка бетонных поверхностей. Каждый из этих видов работ в свою очередь разделяется на отдельные операции, осуществляемые в специальных заводских условиях или в специализированных мастерских индустриальным способом, с применением комплексной механизации и автоматизации работ. В последнее время все большее применение находят арматурные несущие каркасы, что позволяет обойтись без специальных лесов, поддерживающих опалубку, уменьшает расход лесоматериала и сокращает трудоемкость и сроки работы. Арматурой называют стальные стержни, профили, проволоку и изделия из них, предназначенные для восприятия в железобетонных конструкциях растягивающих и знакопеременных усилий. Арматурные каркасы состоят обычно из продольной арматуры и соединяющей их решетки. Это так называемые плоские каркасы. Другой разновидностью арматурных каркасов являются пространственные каркасы, собранные из нескольких плоских каркасов или плоских сеток и пакетов. Арматурные каркасы применяются для армирования балок, колонн и т.д. 1. Арматура Арматурой называют стальные стержни, профили, проволоку и изделия из них, предназначенные для восприятия в железобетонных конструкциях растягивающих и знакопеременных усилий. Арматура, применяемая для изготовления железобетонных изделий, подразделяется: по материалу - на стальную и неметаллическую; по способу изготовления - на стержневую, канатную и проволочную; по профилю - на круглую гладкую (класс А-1) и периодического профиля; по принципу работы - на ненапрягаемую и напрягаемую; по назначению - на рабочую, распределительную и монтажную; по способу установки - на сварную и вязаную в виде отдельных стержней, сеток и каркасов. 2. Производство арматурных работ на строительной площадке Арматурная сталь поступает на строительство партиями: стержневая в пакетах до 60 т, холоднотянутая проволока, пряди или канаты в мотках и бухтах до 5 т. Каждая партия арматуры сопровождается сертификатом, по которому сталь принимают. Кроме того, на каждом пакете или бухте стали крепится металлическая бирка, где указывается вид арматуры, номер партии, масса, дата выпуска и завод-изготовитель. Транспортируют арматурные изделия на строительство тягачами, автомобильным или железнодорожным транспортом. При перевозке арматуры учитывают соизмеримость ее размеров с габаритами транспортных средств, а также допускаемую величину упругой деформации (гибкость) перевозимых изделий. При погрузочно-разгрузочных работах необходимо соблюдать условия, обеспечивающие проектные размеры арматурных изделий. Современные методы индустриализации производства заготовительных и основных видов арматурных работ с использованием стержней диаметром до 60—80 мм позволяют изготавливать и транспортировать весьма крупногабаритные арматурные изделия. Так, арматурные пакеты могут быть длиной более 8ми шириной до 4 м, а арматурные пространственные блоки можно изготавливать массой до 20 т и размерами 20Х10X4 м. Арматурные пространственные фермы достигают максимальных размеров 30×8x4 м. С увеличением производства железобетонных конструкций будет расти и потребление арматурной стали, и объемы арматурных работ — наиболее трудоемкого процесса. Без повышения его эффективности невозможно решить проблему совершенствования технологии строительного производства. При этом более высокая эффективность изготовления арматурных изделий может быть достигнута на централизованных арматурных заводах с широким использованием комплексной механизации и автоматизации рабочих операций. В строительном производстве при изготовлении арматурных изделий важнейшя роль принадлежит сварочной технике. По уровню развития сварочного производства Россия занимает одно из ведущих мест в мире. В нашей стране разрабатываются и совершенствуются новые сварочные машины, установки и оборудование. Создаются новые марки электродов для сварки сталей различных классов и марок. При этом наряду с расширением использования различных видов механизированной сварки возрастает и объем применения ручной дуговой сварки благодаря созданию новых оборудования и материалов. Все большее значение приобретает высокопроизводительная, автоматизированная контактная и точечная сварка с применением в дальнейшем роботов и манипуляторов. Ускорение научно-технического прогресса в строительстве и совершенствование железобетонных конструкций требуют лучшего использования оборудования, материалов, энергоресурсов, рабочего времени, широкого применения высокопроизводительной технологии. Современное производство по изготовлению арматурных изделий постоянно оснащается и обновляется новым, более совершенным оборудованием, машинами и станками. В настоящее время отечественная промышленность выпускает несколько сот типов различных машин и оборудования для арматурных работ, которые постоянно модернизируются. Но высокая производительность труда может быть достигнута лишь при высокой квалификации арматурщиков, овладевших как теоретическими знаниями, так и практическими навыками. Современная техника и технология требуют от арматурщиков и сварщиков постоянного повышения квалификации, мастерства. Арматурные работы должны выполнять строительные организации, получившие в установленном порядке соответствующие лицензии на их производство. Арматурные работы должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по выполнению арматурных работ. При производстве арматурных работ должно быть обеспечено соблюдение строительных норм и правил, проекта и ППР. Выполнение арматурных работ должно производиться по утверждённому проекту производства работ (ППР). Запрещается осуществление арматурных работ без утверждённого проекта производства работ. Не допускаются отклонения от решений проектов производства работ без согласования с организациями, разработавшими и утвердившими их. Расчленение пространственных крупногабаритных арматурных изделий, а также замена предусмотренной проектом арматурной стали должны быть согласованы с заказчиком и проектной организацией. До начала монтажа арматуры необходимо: тщательно проверить соответствие опалубки проектным размерам, соответствие её положения проектному, качество выполнения опалубочных работ; составить акт приёмки опалубки; подготовить к работе такелажную оснастку, инструменты и электросварочную аппаратуру; очистить арматуру от ржавчины; проёмы в перекрытиях закрыть деревянными щитами или поставить временное ограждение. 3. СОСТАВ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ РАБОТ при возведении зданий и сооружений Большинство сооружений возводится из бетонных и железобетонных конструкций. В зависимости от способа производства работ различают конструкции монолитные, сборные и сборно-монолитные с ненапрягаемой и напрягаемой арматурой. В состав бетонных и железобетонных работ входят заготовительные, транспортные и монтажно-укладочные процессы. Заготовительные процессы включают в себя изготовление опалубки, арматуры, или их блоков, подача и распределение смеси, ее укладка и уплотнение, выдерживание бетона и уход за ним, распалубливание и отделка конструкций. Блок-схема комплексного процесса производства бетонных работ представлена на рис. 1. 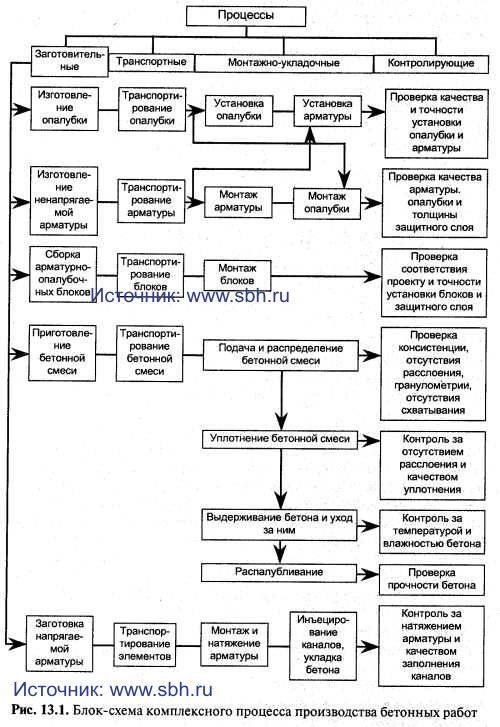 Рисунок 1 - Блок-схема комплексного процесса производства бетонных работ 4. ОПАЛУБОЧНЫЕ И АРМАТУРНЫЕ РАБОТЫ Опалубка предназначена для придания возводимым конструкциям проектной формы, заданных размеров и положения в пространстве. В опалубку укладывают бетонную смесь и выдерживают ее в ней до достижения распалубочной прочности. По материалам формирующей поверхности различают опалубку деревянную, металлическую, железобетонную, армоцементную, из синтетических материалов (пластмассовая опалубка) и прорезиненных тканей. По условиям применения опалубку подразделяют на инвентарную, т.е. многократно используемую, и стационарную, используемую только для одного сооружения. По конструкции и назначению инвентарная опалубка может быть разборно-переставной, переставной, скользящей, катучей и несъемной. Опалубку всех типов изготовляют из различных материалов и их комбинаций. Опалубка может выполняться греющей и утепленной (термоопалубка). Разборно-переставная опалубка бывает мелко- и крупнощитовая, а также объемная (блочная). Мелкощитовая опалубка состоит из отдельных шитов небольшого размера (до 1м2) и массы (до 50кг), а также несущих и поддерживающих элементов, крепежных и соединительных узлов. Крупнощитовая опалубка состоит из крупноразмерных щитов (массой более 50 кг), элементов их соединений и крепления. Щиты этой опалубки воспринимают все технологические нагрузки без применения дополнительных несущих и поддерживающих конструкций. Они включают в себя палубу, элементы жесткости и несущие детали, оборудованы подмостями для бетонирования, подкосами и анкерами для установки. Объемно-переставная опалубка состоит из секций, образующих в рабочем положении опалубку П-образной формы для бетонирования стен и перекрытий. Объемно-переставная опалубка используется для бетонирования коллекторов и тоннелей, блочная опалубка может состоять как из отдельных щитов, так и из специально изготовленных блоков. Катучая опалубка применяется для бетонирования стен и тоннелей коллекторов. Рама опалубки установлена на катках для перемещения вдоль бетонируемых конструкций. Внутренняя опалубка для прямоугольных коллекторов и тоннелей может раздвигаться на разные размеры по высоте и ширине. Ее устанавливают и распалубливают с помощью винтового домкрата. Разновидностью катучей опалубки является горизонтально-скользящая конструкция, используемая для бетонирования прямо- и криволинейных стен сооружений. Несъемная опалубка устраивается из ребристых или гладких железобетонных плит; применяют также армо- и стеклоцементные плиты, пластмассовые и асбестоцементные листы, реже металл. Она выполняет одновременно две функции: опалубки при бетонировании и защитной облицовки. Плиты имеют размеры 1 х 4 м и толщину 50—60 мм. Для лучшего сцепления с бетоном их делают с шероховатой поверхностью или снабжают анкерующими петлями-выпусками. Ребристые опалубочные плиты изготавливают шириной 0,6 м или 1,2 м и длиной до 6 м. Применяют несъемную опалубку-облицовку при бетонировании массивных фундаментов, стен толщиной более 0,5 м, опускных колодцев и т.п. Греющая опалубка включает в себя греющие элементы, из которых наиболее удобны в применении электрические нагреватели. Для увеличения долговечности, т.е. оборачиваемости инвентарной опалубки и повышения качества поверхности бетонируемых конструкций применяют меры по уменьшению сил сцепления опалубки с бетоном. С этой целью используют различные гидрофобизирующие, т.е. водоотталкивающие смазки, эмульсии, а также различные покрытия, особенно из полимеров (пластмассовая опалубка). Они почти полностью устраняют сцепление, не загрязняют бетон и выдерживают до 30 циклов оборачиваемости. Монтаж арматуры. Для армирования железобетонных конструкций применяют стержневую, проволочную арматуру и арматурные изделия. Конструкции армируют как отдельными стержнями, так и укрупненными арматурными изделиями — сетками и пространственными каркасами. По назначению арматура подразделяется на рабочую (расчетную), распределительную (конструктивную), монтажную и хомуты. Применение арматурно-опалубочных блоков позволяет значительно ускорить арматурно-опалубочные работы. Их изготавливают из готовых пространственных самонесущих арматурных каркасов и оснащают опалубкой и подмостями. Сварка арматуры при ее монтаже. Для соединения арматурных стержней, сеток и каркасов применяют различные виды сварки. Электродуговая сварка, основанная на принципе образования электрической дуги между свариваемыми стержнями и электродом, применяется при изготовлении арматурных каркасов из стержней диаметром 8-80 мм (внахлест и с накладками). Однако этот способ неэкономичен, так как вызывает значительный расход металла на накладки. Ванная и ванношовная сварка являются разновидностью электродуговой. При их использовании стержни с необходимым зазором укладывают в стальную или медную желобчатую форму, а в зазор вставляют гребенку электродов. При прохождении тока между формой и электродами возникает дуга и образуется ванна расплавленного металла, который плавит торцы стержней и сваривает их. Применяют эти виды сварки для соединения стержней больших диаметров непосредственно на месте установки арматуры. Контактная сварка, или сварка сопротивлением, заключается в том, что при прохождении электрического тока металл в месте контакта стержней плавится и сваривает их. Разновидностью ее является контактно-точечная и контактно-сты ко рая сварки. Первая используется при изготовлении сеток и плоских каркасов (для сварки пересечений стержней), а вторая — для наращивания арматурных стержней из горячекатаной стали. Это самый экономичный способ сварки арматуры, так как не требует дополнительного расхода металла на электроды, накладки и подкладки. Полуавтоматическая сварка под слоем флюсаявляется также весьма экономичной и распространенной на практике, особенно при соединении стержней больших диаметров. Для такой сварки применяют медные или графитовые разъемные формы, а также медные съемные накладки. После из установки в зазор между стержнями засыпают небольшое количество флюса и производят сварку стержней электродной проволокой. Соединения вертикальных и горизонтальных стержней арматуры диаметром 20-40 мм выполняют полуавтоматической сваркой открытой дугой. Особенности устройства предварительно напряженной арматуры. При устройстве предварительно напряженных железобетонных конструкпий применяют два способа натяжения арматуры: на упоры, т.е. до бетонирования конструкции, и на бетон (после его затвердения). Заготовка стержней напрягаемой арматуры заключается в правке, чистке и отрезке стержней заданного размера, в образовании на их концах анкеров или в установке инвентарных зажимов. Сборку арматурных элементов в пакеты с их выравниванием, высадку анкеров или установку зажимов выполняют на постах заготовки арматуры. После установки напрягаемой арматуры краном формы или стенды и закрепления приступают к ее натяжению механическим, электротермическим или электротермомеханическим способом. Заключение Арматура характеризуется как по своим эксплуатационным качествам, так и по своим конструкционным характеристикам. По эксплуатационным характеристикам арматуры определяется область ее использования, а по конструкционным – особенности типа конструкции, которые влияют на метод управления, установки, дальнейшего техобслуживания и ремонта арматуры. Промышленной арматурой, которая предназначена для особых условий работы называется арматура, используемая при высокой и низкой температуре, при низком давлении, а также на потоках, которые имеют коррозионные, токсичные, радиоактивные, вязкие, сыпучие или абразивные свойства. Эта арматура состоит из: коррозионностойкой, криогенной, фонтанной, для абразивных гидросмесей и сыпучих материалов, а также арматуры с обогревом и арматуры высоких энергетических параметров. Список литературы
|