Дипломный проект специальность 5В072500 Технология деревообработки и изделий из дерева (по областям применения)
 Скачать 180.24 Kb. Скачать 180.24 Kb.
|

|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН Международная образовательная корпорация Шаганов Шынтас Тема: «Проект цеха по производству лущеного шпона с использованием современного оборудования, с годовой программой 130000 м3 в г. Усть-Каменогорск ДИПЛОМНЫЙ ПРОЕКТ Специальность: 5В072500 «Технология деревообработки и изделий из дерева» (по областям применения) Алматы 2021 МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН Международная образовательная корпорация Факультет строительных технологий, инфраструктуры и менеджмента МОК. 5В072500.10-04.РПЗ Допущен к защите Декан ФСТИМ _________Естемесова А.С. «___»____________2021 г. ДИПЛОМНЫЙ ПРОЕКТ На тему: «Проект цеха по производству лущеного шпона с использованием современного оборудования, с годовой программой 130000 м3 в г. Усть-Каменогорск» 5В072500 – специальность «Технология деревообработки и изделий из дерева» (по областям применения) Выполнил: Шаганов Шынтас Руководитель: к.т.н., ассоц. проф. Шалтабаева С.Т. Нормоконтролер: Алматы 2021 Министерство образования и науки Республики Казахстан Международная образовательная корпорация Факультет: Строительных технологий, инфраструктуры и менеджмента Специальность: 5В072500 – «Технология деревообработки и изделий из дерева» (по областям применения) АННОТАЦИЯ на дипломный проект студента очной формы обучения Шаганов Ш. по теме: «Проект цеха по производству лущеного шпона с использованием современного оборудования, с годовой программой 130000 м3 в г. Усть-Каменогорск» Дипломный проект состоит из -страниц пояснительной записки и - слайдов (Power Point). В первой главе дипломного проекта рассмотрены теоретические аспекты лущеного шпона, содержание и определение проекта. Также рассмотрены основные признаки и виды проекта и методы разработки проекта. Во второй главе проведены расчетно-технологические задачи, приведено описание технологии изготовления лущеного шпона. Показаны расчеты требуемого материала и отходов. В третьей главе произведен расчет строительной части проекта, таких как генеральный план деревообрабатывающего комбината и план проектируемого цеха по производству лущеного шпона. Также в приведенной главе вычислены энергетические расходы цеха, со всеми стандартами на экологичность и безопасность предприятия. В четвертой главе были рассчитаны технико-экономические доходы и расходы. В результате срок окупаемости проекта составляет 2 года и 9 месяца. В заключении приводятся выводы и основные результаты реализации проекта. Руководитель Шалтабаева С.Т. дипломного проекта Студент Шаганов Ш Қазақстан Республикасы білім және ғылым министрлігі Халықаралық білім беру корпорациясы Факультет: Құрылыстық технологиялар,инфрақұрылым және менеджмент Специальность: 5В072500- «Ағаш өңдеу және ағаштан бұйымдар жасау технологиясы» (қолданылу саласы бойынша) АҢДАТПА Күндізгі оқу бөлімінің студенті Шаганов Ш. : «өскеменде жылдық бағдарламасы 130000м3 болатын, заманауи қондырғыларды қолдана отырып аршылған фанерді ондіру бойыншы цехтың жобасы». Дипломдық жоба -бет түсіндірме жазбадан және - бет слайдтан (Power Point) тұрады. Дипломдық жобаның бірінші тарауында аршылған фанерді өндірісіне арналган бойынша теориялық аспектілері мен жобаның мазмұны қарастырылған. Сонымен қатар, жобаны әзірлеудің әдістері, негізгі ерекшеліктері мен түрлері көрсетілген. Екінші тарауда технологиялық есептеу жүргізіліп, аршылған фанерді өндірісіне өндірудің жасалу технологиясы сипатталынды. Жобаға қажетті материалдар мен қалдықтардың есебі көрсетілді. Жобаның үшінші тарауында құрылыс бөлімінің есебі аршылған фанерді өндірісіне өндірудің өндірісі цехының есептері бас негізгі жоспарлары жасалынды. Аталған тарауда цехтың барлық стандарттарға сай қоршаған ортаға зиянсыздығы мен кәсіпорын қауіпсіздігінің энергетикалық шығындары есептелінді. Соңғы тарауда технико-экономикалық шығындар мен кірістер есептелінді. Жоба өтімділігі – 2 жыл 9 ай. Қорытынды бөлімінде жобаны іске асырудың негізгі нәтижелері мен қорытындылары қорсетілді. Дипломдық жобаның Шалтабаева С.Т. жетекшісі Студент Шаганов Ш. Ministry of Education and Science of the Republic of Kazakhstan The international education corporation Faculty: Construction technologies, infrastructure and management Specialty: 5В072500- «Technology of wood processing and wood products» (according to the application area) ANNOTATION On the student Shaganov S. thesis project: « Design of a workshop for the production of peeled veneer using modern eguipment. with an annual program of 130000 m3 in Ust-Kamenegorsk » The project work consists of -pages of an explanatory note and - slides (Power Point). The first chapter of the diploma project deals with the theoretical aspects of the manufacture of interior doors, content and definition of the project. Also the main characteristics, types and methods of the project development are shown. In the second chapter calculated-technological problems and description of manufacturing techniques of the interior doors are carried out. The calculations of the required material and waste are shown. The energy shop expenditure with all the standards for environmental friendliness and safety of the enterprise is noted. The fourth chapter presents the technical and economic income and expenses. Project payback time is 2.9 years. In conclusion, the findings and the main results of the project are given. The head of the work Shaltabaeva S The student Shaganov S Содержание
Введение Тема дипломного проекта «Проект цеха по производству лущенного шпона с использованием современного оборудования, с годовой программой 130 000 м3 в г.Усть-Каменогорск». Для начала хотелось бы рассказать в целом: что такое лущенный шпон, как его получить, на каком оборудовании и с какого сырья. Лущенный шпон является полуфабрикатом при изготовлении фанерной продукции. Шпон с немецкого языка означает «строгание, резание». Дорогостоящие сорта лесоматериалов являются прекрасным сырьем для создания предметов мебели, однако не все люди могут позволить себе такую дорогую продукцию. С целью экономии ценных пород древесины и снижения стоимости конечного продукта был придуман шпон. Этот материал в нынешнее время крайне популярен и востребован для облицовки мебели. Шпон на 100% повторяет узор, текстуру и оттенок натуральной древесины. Шпон бывает трёх видов: лущенный, строганный и пиленный. В нашем случаи рассмотрим получение лущенного шпона. Для получения лущенного шпона чураку придается вращательное движение, а ножу – поступательное движение (рис.1). 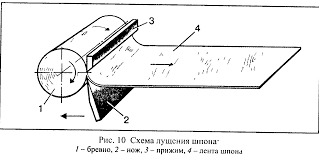 Рис.1 Резание производится остро заточенным ножом при его поступательном движении. Толщина лущенного шпона определяется толщиной срезаемого слоя за один оборот чурака и изменяется при изменении скорости подачи. Лущенный шпон выходит в виде непрерывной ленты. В качестве сырья используется древесина: - лиственных пород: берёза, осина, тополь, липа; - хвойных пород: лиственница, сосна, ель. Линейные размеры и качество сортиментов должны соответствовать требованиям ГОСТ 9462-88 для лиственных пород и ГОСТ 9463-88 – для хвойных пород. Немного истории о появлении лущенного шпона. Самый первый лущильный станок создали в Российской империи в 1819 году. Именно после этого началась история этого материала. В конце XIX века немецкая фирма «Fleck» изобрела деревообрабатывающее устройство с другим принципом работы, который давал непрерывную, одинаковой толщины ленту. После этого все лущильные станки создавали именно по этой технологии. Самая востребованная модель станка ЛУ17-4 используется для лущения заготовок в длину от 1550 до 1650 мм и сечением не более 700 мм. При этом получается шпон толщиной от 0,3 до 4 мм, сечение карандаша 70 мм. Процедура лущения шпона состоит из таких основных процессов как: - установка чурака в станок; - оцилиндровка; - лущение; - допущевание заготовки; - удаление карандаша. И так, принцип работы лущильного станка для производства шпона выглядит так: Сырье для начала необходимо обработать паром для того, чтобы увеличить пластичность; После этого кряжи подаются на окорочный станок, где с заготовки удаляется кора, а вместе с ней грязь и песок, которые часто становятся причиной быстрого затупления лущильных ножей; При помощи пилы кряжи раскраивают на чураки определенной длины. Чурак необходимо сначала оцилиндровать, после чего можно приступить к лущению; Лента шпона, выходящая из лущильного станка, кладется на конвейер, подающей ее к ножницам; Ножницы режут шпон на листы необходимого формата; По конвейеру шпон укладывается в пачку, которая выносится из-под ножниц и при помощи электрического погрузчика доставляется в сушилку; Сушат продукцию в роликовой сушилке; Затем на конвейере его сортируют и складывают по сортам в пачки. Дефектные листы можно склеить. Если на листах есть сучки, их отправляют на шпонопочиночный станок, где удаляются изъяны и декорируют их вставками из шпона. 1 Обоснование технологического процесса изготовления шпона Характеристика лущенного шпона и технология его изготовления В основе данного дипломного проекта взято производство лущенного шпона из березы. В деревообрабатывающем производстве шпон березы – это тончайшие березовые ленты. Максимальная толщина бывает 10 мм. На сегодняшний день этот материал производится двумя способами. Во время лущения тончайший слой снимают с заготовки в процессе вращения, а в процессе строгания бревно закрепляется неподвижно. Лущенный шпон выпускается согласно ГОСТ 99-96. Прежде чем приступить к производству шпона необходимо грамотно подобрать сырьё – брёвна высокого качества. Они не должны иметь изъянов, например, вросшей коры, трещин, множества сучков, большого числа смоляных ходов. Так как все эти факторы оказывают большое влияние на стоимость конечного продукта, его узор и оттенок. В цеху лесопильного завода специалисты выбирают технику нарезки. В этой работе очень важно сделать правильный выбор оптимального метода, потому что именно от способа нарезки зависит объём и качество полученного в результате материала. Далее брёвна разрезают на кряжи, отделяют кору, убирают инородные тела. Затем кряжи необходимо обязательно вымочить в горячей воде или пропарить. За счёт этого древесина становится более мягкой и ее можно резать. Помимо этого, распаривание облегчает придание будущему шпону определённого оттенка. Заготовки находятся в воде разное время, в зависимости от сорта лесоматериалов, а также от планируемой толщины шпона. В среднем кряжи распариваются от нескольких суток до двух недель. Только после этого можно приступать к нарезке. Самые распространённые параметры берёзового шпона: - сорт – 1, 2, 3, 4, а также остатки и обзол; - длина бывает до 2100 мм, а ширина до 2600 мм; - по толщине листы бывают от 1,0 мм до 2,5 мм. По окончанию нарезки материал высушивают. На производствах применяют различные сушилки, в данном случаи роликовые марки KELLER, который имеет температурный режим до 18000С. Этот аппарат дает возможность получить шпон со строго определенным уровнем влажности – не более 8%. Затем его складывают по сортам в пачки и отправляют на склад или в цех – на склеивания. После всего этого шпон кроят особыми ножницами, для получения размера, соответствующий предпочтениям клиента. Колоссальную популярность это сырьё получило в производстве мебели и мебельных заготовок, в изготовлении паркетной доски. Слои лущённого шпона склеиваются, в результате чего получают фанерные листы. Полученная таким образом берёзовая фанера характеризуется привлекательной, натуральной структурой древесины и отличается благородным, насыщенным цветом. К главным достоинствам панированной мебели относят: - натуральность; - безупречный внешний вид, широкий ассортимент. Можно удалить изъяны, присутствующие в массиве дерева; - легкость производства; - долгий период эксплуатации. Предметы, облицованные шпоном, не подвержены к рассыханию, в отличие от массива дерева. Помимо этого, им не страшна влажность и смена температуры. 1.1 Составление баланса времени на работу ведущего оборудования в год. Общее число нерабочих дней определяется по формуле (1), дней Н = П+В+К+Т, (1) где Н – общее число не рабочих дней; П – число праздничных дней, 9; В – число выходных дней, 49; К – число дней на капитальный ремонт, 20; Т – число дней на текущий ремонт, 33. Н = 9+49+20+33=111 дней Эффективный фонд времени определяется по формуле (2), дней Э=О-Н, (2) где Э – эффективный фонд времени; О – число дней в году; Н – общее число нерабочих дней. Э=365-111=254 дней Годовой фонд эффективного рабочего времени определяется по формуле (3), часов Тэф=Э*С*Пр, (3) где Тэф – годовой фонд эффективного рабочего времени, часов; Э – эффективный фонд времени, дня; Пр – продолжительность смены, 8 часов; С – количество смен, 3. Тэф=254*3*8=6096 часов 1.2 Определение производительности ведущего оборудования При периодическом способе прессования в многоэтажных прессах часовая производительность определяется по формуле (4), м3/ч А=60*n*m*S*Sф*Kв/ (1000*τп), (4) где А – часовая производительность пресса, м3/ч; n – число рабочих промежутков пресса; m – число пакетов шпона склеиваемых одновременно в каждом промежутке пресса; S – площадь одного листа фанеры в обрезном виде, м2 (табл.1); Sф – номинальная толщина фанеры, мм; Kв – коэффициент использования рабочего времени, 0,9-0,95; τп – продолжительность прессования, минут. А=60*25*2*2,2356*6*0,9/ (1000*30,3)=1,2 м3/ч Таблица 1 Производственно-технические показатели
Продолжительность прессования определяется по формуле (5), минут τп=τ1+τ2+τ3+τ4+τ5+τ6+τ7 (5) где τп – продолжительность прессования, минут; τ1 – продолжительность загрузки листов из этажерки, минут; τ2 – продолжительность подъема стола пресса, минут; τ3 – продолжительность создания рабочего давления на пакет, минут; τ4 – продолжительность выдержки пакетов под давлением, минут, приложение Б; τ5 – продолжительность снижения давления, минут, приложение Б; τ6 – продолжительность опускания стола пресса, минут; τ7 – продолжительность выгрузки готовой продукции из пресса. τп=6+6,13+5+0,9+0,6+5,67+6=30,3 минут Продолжительность загрузки листов из этажерки в пресс определяется по формуле (6), минут τ1=l1/u1, (6) где l1 – ход толкателя загрузочной этажерки, мм, принимаем равным длине листа обрезанной фанепы с припусками на обрезку (75-80 мм), увеличенному на 150-200мм; u1 – скорость движения толкателя загрузочной этажерки, мм/м τ1=1800/300=6 минут Продолжительность подъема стола пресса определяется по формуле (7), минут τ2=(h-∑Sш)* n/u2, (7) где h – высота рабочего промежутка пресса, 80 мм; ∑Sш – толщина пакета шпона, помещаемого в один промежуток пресса, мм; n – число рабочих промежутков пресса; u2 – скорость подъёма пресса, мм/с τ2 = (80-6,45)*25/ 300 = 6,13 минут Толщина пакета шпона, помещаемого в один промежуток пресса, определяется по формуле (8), мм ∑Sш = (Sф*100)/ (100-У), (8) где Sф – номинальная толщина фанеры, мм; У – величина упрессовки пакета шпона, %. ∑Sш = (6*100)/ (100-7)=6,45 мм Продолжительность создания рабочего давления на пакет определяется по формуле (9), минут τ3= τи* n, (9) где τи – время подъема давления, отнесённое к одному этажу пресса, 0,2-0,3 с; n – число рабочих промежутков пресса. τ3=0,2*25=5 минут Продолжительность опускания стола пресса определяется по формуле (10), минут τ6= (h-∑Sш *(1-У/100)/ u6) *n, (10) где h – высота рабочего промежутка пресса, 80 мм; ∑Sш – толщина пакета шпона, помещаемого в один промежуток пресса, мм; n – число рабочих промежутков пресса; u6 – скорость опускания стола пресса, мм/с; У – величина упрессовки пакета шпона, %. τ6= (80-6,45*(1-7/100)/60)*25=5,67 минут Продолжительность выгрузки готовой продукции из пресса определяется по формуле (11), минут τ7= l2/u3, (11) где l2 – ход экстрактора разгрузочной этажерки, равный ходу толкателя загрузочной этажерки, мм; u3 – скорость движения экстрактора, 300-450 мм/с. τ7=1800/300=6 минут 1.3 Определение условной и фактической годовой программы Фактическая годовая программа определяется по формуле (12), м3 Qф=А*Тэф, (12) где А – часовая производительность пресса, м3/ч; Тэф – годовой фонд эффективного рабочего времени, часов. Qф=1,2*6096=7315,2 м3 Условная годовая программа определяется по формуле (13), м3 Q1= Qф*Ку, (13) где Ку – коэффициент пересчета в условную программу, 0,9. Q1 = 7315,2*0,9 = 6583,7 м3 2 Расчет количества древесного сырья и клея 2.1 Расчет количества сухого шпона Количество переобрезанной фанеры определяется по формуле (14), м3 Q0= Q1*(100- | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||