Этапы подготовки УП. Занятие1. Этапы подготовки уп
 Скачать 252.45 Kb. Скачать 252.45 Kb.
|

|
Тема: Этапы подготовки УП Цель: выяснить необходимость внедрения автоматизации промышленного производства; познакомиться с важным этапом в процессе эксплуатации станков с ЧПУ этапом создания управляющей программы; познакомится со структурой технологического процесса для станков с ЧПУ; рассмотреть последовательность разработки управляющих программ. Требования к знаниям и умениям: Студенты должны знать: базовые определения по данной дисциплине: что такое оборудование с ЧПУ, управляющая программа; этапы проектирования технологического процесса для станков с ЧПУ; последовательность разработки управляющих программ. Студенты должны уметь: различать этапы подготовки УП. Программно-дидактическое обеспечение: ПК, мультимедиапроектор, дидактический раздаточный материал, мел, дока, учебник «Программирование для автоматизированного оборудования» П.П. Серебреницкий, А.Г.Схиртладзе. Тип урока: Усвоения новых знаний Ход урока I. Постановка целей урока – 5 мин. 1. Каковы предпосылки внедрению автоматизации в промышленности? 2. Что такое управляющая программ а для станков с ЧПУ? 2. В чем отличие традиционного технологического процесса обработки от технологического процесса обработки на станке с ЧПУ? 3. Каковы этапы проектирования технологического процесса для станков с ЧПУ? 4. Каковы этапы формирования номенклатуры детали для изготовления на станках с ЧПУ и гибких производственных системах? 5. Какова последовательность разработки управляющих программ? II. Изложение нового материала – 80 мин. 1. Введение. Важнейшим достижением научно-технического прогресса является комплексная автоматизация промышленного производства. В своих высших формах гибкое автоматизированное производство (ГАП) и компьютерное интегрированное производство (КИП) автоматизация предполагает функционирование многочисленных взаимосвязанных технических средств различных объектов производства на основе компьютерной техники, программного управления, групповой организации производства и мощного специального программного обеспечения, которое определяется обычно, как CAD/CAM,CAE. В таком производстве особое значение приобретает оборудование с числовым программным управлением (ЧПУ), позволяющее не только автоматическое управление обработкой деталей, но и программирование такой обработки дистанционно с передачей управляющих программ по специальным каналам связи. Числовое программное управление (ЧПУ) станком управление обработкой заготовки на станке по УП, в которой данные заданы в цифровой форме. В результате замены универсального неавтоматизированного оборудования станками с ЧПУ трудоемкость изготовления деталей оказалось возможным сократить в несколько раз (до пяти в зависимости от вида обработки и конструктивных особенностей обрабатываемых заготовок). Внедрение же компьютерных систем резко снизило сроки подготовки производства, резко сократило сроки освоения и выпуска новой продукции, повысило ее качество, снизило себестоимость, а, следовательно, повысило конкурентоспособность данного предприятия на рынке аналогичной продукции. Внедрение ЧПУ в технологию машиностроения обусловило необходимость построения числовых моделей технологического процесса, а следовательно, широкое использование математических методов и числовой вычислительной техники. Это привело к революционным изменениям в технологии машиностроения. Технология машиностроения из науки, носившей по преимуществу качественный характер, стала превращаться в науку точную. При этом программирование обработки на станках с ЧПУ, возникшее на стыке ряда дисциплин (технологии машиностроения, математики, кибернетики), со временем приобрело самостоятельное, причем главенствующее значение. Ведь программированием обработки конкретных деталей по сути и завершаются все предшествующие работы по разработке, художественному дизайну, конструированию, моделированию и другие этапы выпуска нового изделия. Эксплуатация станков с ЧПУ возможна при наличии не только соответствующего технологического процесса, но и обеспечивающих его исполнение управляющих программ (УП). Управляющая программа (УП) совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка для обработки конкретной заготовки. Поэтому программирование обработки для станков с ЧПУ отличается трудоемкостью и сложностью, требует от технолога высокой профессиональной подготовки, знания не только ряда технологических дисциплин, но и основ программирования, некоторых разделов математики и т. п. Обеспечение высокого качества технологических процессов и УП при минимальных затратах труда и времени на их подготовку и изготовление одно из главных условий рационального использования станков с ЧПУ в промышленности. Это условие связано и с новыми принципами организации производства. Появилась новая специальность технолог-программист. На предприятиях сформировались бюро программного управления (БПУ) для технологического обеспечения станков с ЧПУ (для обычных предприятий). В условиях же компьютерно интегрированных производств резко повысились требования к конструкторскому персоналу, поскольку в целом ряде случаев разработка изделия и его отдельных элементов (производимое на одном рабочем месте) должна завершаться технологическим процессом и управляющими программами для оборудования с ЧПУ. Следовательно, современный конструктор должен быть и технологом, т. е. специалистом универсалом. Программирование технологических процессов для станков с ЧПУ качественно новый этап, на котором выполняется значительная часть работы, перенесенная из сферы непосредственного производства в область его технологической подготовки.Так, действия квалифицированного рабочего, обрабатывающего заготовку на обычном станке, заменяются на станке с ЧПУ автоматической работой станка по управляющей программе, содержащей подробную информацию о последовательности и характере функционирования его исполнительных механизмов. Требования к квалификации оператора станка снижаются, так как задачи формообразования теперь решает технолог-программист в процессе подготовки УП. При подготовке УП перерабатывается большой объем технологической информации. В ряде случаев поиск и нахождение оптимальных решений возможны лишь при широком использовании в процессе программирования электронно-вычислительных машин. Методы и организация подготовки УП на предприятиях зависят от доступа к ЭВМ, наличия и совершенства специального программно-математического обеспечения (ПМО), типизации технологических процессов, серийности изделий, профессионального уровня работников технологических служб. Развитие и широкое распространение в промышленности средств вычислительной техники, применение ЭВМ для управления участками станков и создание автоматизированных рабочих мест все это создает предпосылки для полного перехода на автоматизированную подготовку УП для станков с ЧПУ. При этом неизбежно слияние систем автоматизации программирования (САП) изготовления изделий с системами автоматизации их проектирования (САПР), что связано с решением насущного вопроса производства комплексной автоматизации проектирования и изготовления. Однако недостаточный на сегодняшний день уровень формализации технологических задач, незавершенность теоретических основ процессов обработки, неполнота экспериментальных данных не позволяют полностью автоматизировать процессы подготовки всех технологий и УП для станков с ЧПУ. Поэтому в большинстве случаев при подготовке УП оптимальной является работа в так называемом диалоговом режиме. В этом режиме наиболее формализованная часть технологических задач решается программно с использованием средств вычислительной техники, а дальнейшие пути решений на узловых участках проектирования выбирает технолог-программист или конструктор-технолог-программист. Это позволяет преодолеть недостаточную формализацию технологических задач, значительно сокращает время проектирования, однако, требует творческой работы, опыта, знаний и хорошей профессиональной подготовки от работающего специалиста. 2. Этапы подготовки управляющих программ Создание управляющей программы. Подготовка управляющей программы для обработки детали на станке с ЧПУ означает создание в закодированном виде команд, которые могут быть автоматически считаны и выполнены системой управления и самим станком. Наладчик и оператор станков с ЧПУ должны хорошо знать процесс подготовки управляющей программы, легко ее прочитать с помощью соответствующих дисплейных и др. устройств и уметь при необходимости корректировать программу. Наладчик и оператор станков с ЧПУ должны уметь определить причины брака при изготовлении детали и причины поломки инструмента, которые могут возникнуть в результате ошибок в самой управляющей программе или из-за сбоев и отказов устройства ЧПУ. При программировании решающее значение имеет сбор исходной информации, на основании которой будет составлена управляющая программа. Чертеж будущей детали является источником геометрической информации, т.е. информации о размерах элементов детали. Далее с использованием технологических норм и рекомендаций формируется технологическая информация. На основе геометрической и технологической информации составляется управляющая программа. Далее необходим этап диагностики управляющей программы, здесь выявляются ошибки программирования на этапе разработки программы, а не во время отладки программы на станке, что позволяет сберечь оборудование. На современном оборудовании во время диагностики можно на экране монитора просмотреть возможные аварии, предотвращая реальные аварии на станке. 3. Структура технологического процесса Технологический процесс (ТП) обработки на станке с ЧПУ, в отличие от традиционного технологического процесса, требует большей детализации при решении технологических задач и учета специфики представления информации. Структурно технологический процесс также делится на операции, элементами которых являются установы, позиции, технологический и вспомогательный переходы, рабочие и вспомогательные ходы. Детализация технологического процесса для оборудования с ЧПУ приводит к разделению ходов на шаги, каждый из шагов представляет собой перемещение на участке траектории инструмента вдоль определенного геометрического элемента, на котором не изменяется режим. Например, шагами являются отдельные перемещения инструмента вдоль прямой или окружности с постоянной скоростью, а также разгон и торможение в начале и конце движения. Простейшими составляющими процесса обработки являются элементарные перемещения и технологические команды, отрабатываемые УЧПУ. Элементарные перемещения формируются с учетом ограничений конкретного УЧПУ. К ним относятся, например, необходимость расположения дуги окружности в пределах одного квадранта или задания отрезка прямой числом дискрет, не превышающим емкости регистра памяти УЧПУ. Технологические команды, реализуемые исполнительными механизмами станка, обеспечивают необходимые условия отработки элементарных перемещений. Последовательность элементарных перемещений и технологических команд определяет содержание УП. Разработка ТП и УП для станков с ЧПУ является одной из задач технологической подготовки производства (ТПП) и должна выполняться в строгом соответствии со структурными связями системы ТПП, в общем случае являющейся частью системы разработки и запуска продукции в производство на предприятии. Функции системы ТПП достаточно велики. Этапы проектирования технологического процесса для станков с ЧПУ. В общем случае проектирование ТП для станков с ЧПУ можно разделить на три стадии: разработку маршрута детали; разработку ТП; подготовку УП. Каждая стадия содержит несколько этапов проектирования. Создание УП для станков с ЧПУ в условиях автоматизированного производства является важнейшей задачей всей системы ТПП. Документация, разработанная на первой стадии, является исходной для выполнения работ на второй и третьей стадиях. 4. Определение номенклатуры деталей для изготовления на станках с ЧПУ и гибких производственных системах Изучение номенклатуры деталей машиностроения свидетельствует о ее постоянстве. В общем случае можно выделить детали типа тел вращения, призматические, плоские, фигурные и профильные. Детали правильной формы составляют до 92 % общего объема деталей в производстве. Каждая деталь характеризуется набором технических данных (материал, геометрия), определяющих технические требования, и некоторым набором организационно-экономических требований (годовой выпуск в штуках, число деталей в партии, допустимые затраты на изготовление). Номенклатура деталей, обработка которых предполагается эффективной на оборудование с ЧПУ, определяется на основе изучения технической документации на эти детали, ограничений, зависящих от конкретного производства, и характера постановки задач (рис. 1). 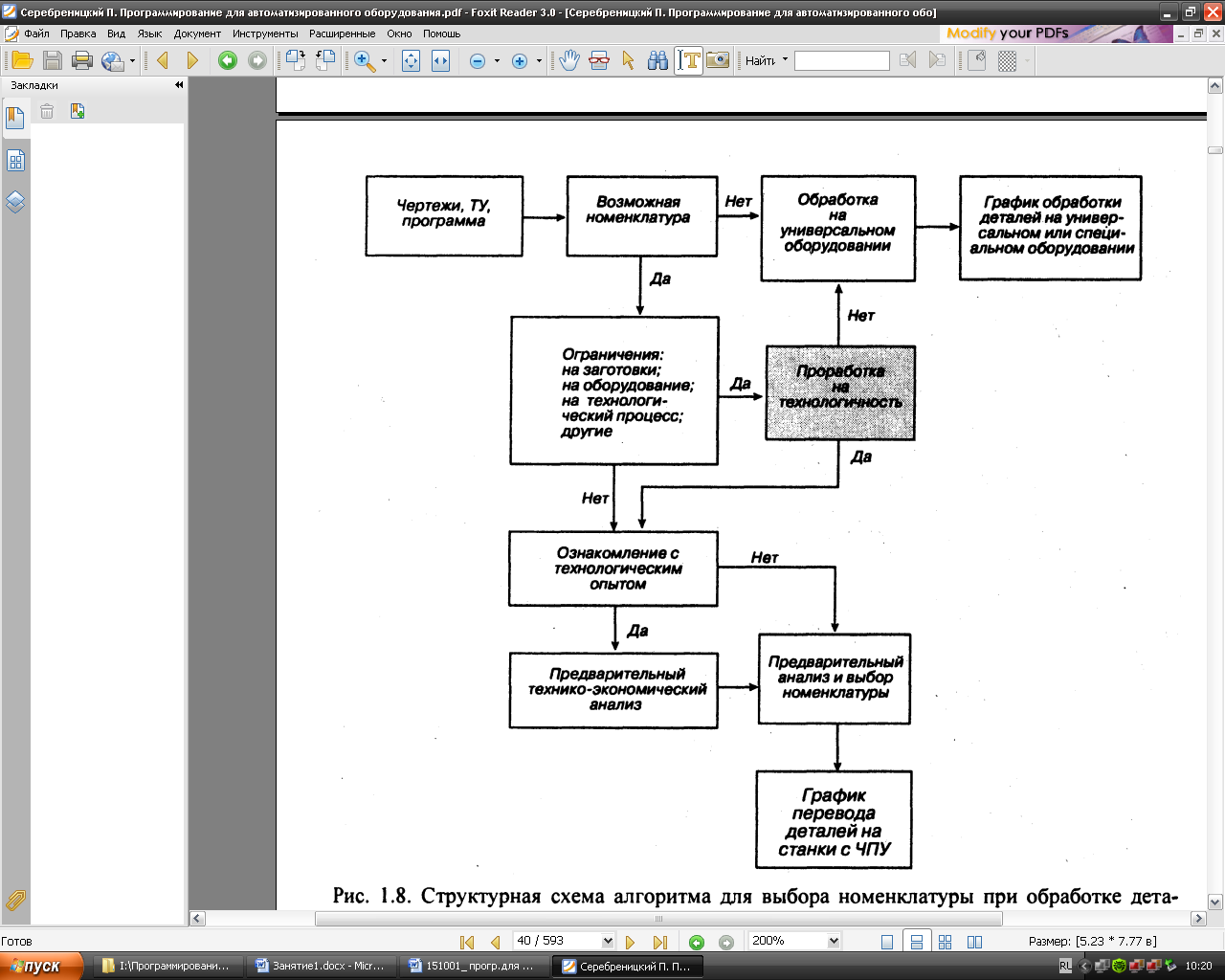 Рис. 1 Структурная схема алгоритма для выбора номенклатуры при обработке деталей на станках с ЧПУ Критерии оценки при выборе номенклатуры могут быть различными, но чаще всего применяют экономический критерий, учитывающий затраты как живого, так и овеществленного труда (приведенные затраты). Поэтому в общем случае следует считать, что на станках с ЧПУ целесообразно обрабатывать такие детали, на которые распространяются источники и факторы экономической эффективности. Практика показывает, что значительный эффект достигается при обработке на станке с ЧПУ сложных деталей, с большим числом поверхностей, контуры которых содержат криволинейные участки и элементы прямых и плоскостей, непараллельных координатным осям станка. По сравнению с универсальными станками, повышение технико-экономических показателей обусловливается действием почти всех источников экономической эффективности. На ряде передовых предприятий критерием целесообразности перевода обработки детали на станки с ЧПУ считается ожидаемое повышение производительности труда не менее чем на 50% при окупаемости всех затрат на партии запуска. Подобранные детали определенной номенклатуры можно сгруппировать по конструктивно-технологическим признакам. Это дает возможность выбрать модели станков, наиболее приемлемые для обработки рассматриваемых типов деталей. Так, детали, обрабатываемые на фрезерных станках, целесообразно подразделять на группы по числу требуемых координат и габаритным размерам. Формировать номенклатуру рекомендуется в три этапа: 1) просмотреть чертежи и технологическую документацию и составить предварительный перечень деталей, подлежащих обработке на станках с ЧПУ, с определением типа станка; 2) сгруппировать детали по конструктивно-технологическим признакам и типам станков, выполнить детальный технико-экономический анализ, выбрать оптимальный вариант обработки и составить уточненный перечень; 3) по уточненному перечню составить годовой график внедрения обработки деталей, оценить трудоемкость подготовки программ и указать сроки выполнения работ по этапам. Определение границ эффективного использования станков с ЧПУ и ГПС в зависимости от номенклатуры деталей. Станки с ЧПУ, в том числе с микропроцессорным управлением, а также ГПС получили широкое распространение. Но это не значит, что все заготовки должны обрабатываться только на станках с ЧПУ и ГПС: иногда это действительно целесообразно, а иногда малоэффективно и даже убыточно. Определение приоритетов в подборе деталей позволяет найти границы эффективности использования станков с ЧПУ. Обозначим: С сложность детали; Т трудоемкость ее обработки. Очевидно, для одной и той же группы оборудования эти величины пропорциональны: Т = С/В. Коэффициент пропорциональности В характеризует оборудование, на котором производится обработка, его степень новизны и прогрессивности. Это показатель потенциальных возможностей оборудования, его потенциальная производительность. Здесь производительность рассматривается как характеристика технологических возможностей оборудования. Чем выше В, тем ниже трудоемкость обработки. При определенных условиях допускается принять С = tшт, тогда коэффициент производительности при обработке числа п деталей составит:  где tшт штучное время обработки; tпз подготовительно-заключительное время. Чем выше С, тем больше η и тем выше эффективность использования станков с ЧПУ и ГПС. В данном случае возникает необходимость в формализации понятия сложности детали и в разработке критериев для ее оценки. Особенно важно это для САПР ТП, когда на стадии проектирования нужно решить вопросы о целесообразности использования для обработки заготовок станки с ЧПУ или ГПС и в дальнейшем проектировать технологический процесс с учетом соответствующего оборудования. Разработана методика подбора деталей для станков с ЧПУ с использованием различных критериев их сложности, технологичности и др.. 5. Последовательность разработки управляющих программ В общем виде процесс подготовки УП можно представить как последовательное программирование отдельных этапов обработки детали. На каждом этапе решают определенные задачи, причем в зависимости от метода решения задач различают четыре уровня автоматизации программирования: первый уровень (ручное программирование, ручная подготовка УП) подготовка УП вручную с применением настольных или карманных калькуляторов и устройств подготовки данных на перфоленте (УПДЛ); второй уровень (низкий) использование ЭВМ для обработки некоторых задач, в основном расчетно-вычислительного характера; третий уровень (средний) обработка на ЭВМ отдельных переходов; четвертый уровень (высокий, автоматизированная подготовка УП) разработка с помощью ЭВМ операционного технологического процесса и всех этапов подготовка УП. Подготовка УП на высоком уровне автоматизации может входить в состав задач автоматизированных систем технологической подготовки производства (АСТПП). Как правило, второму четвертому уровням автоматизации подготовки УП соответствует методика, реализуемая системой автоматизированного программирования (САП) или системой подготовки УП на базе CAD/САМ программного обеспечения. При ручном программировании самым главным является характер представления и организации информации УП в принятом коде. Методика подготовки УП, включая и редактирование, зависит также от типа УЧПУ станка конкретных условий производства, организационных принципов работы станка с ЧПУ и др. III. Подведение итогов урока – 2 мин. 1. Каковы предпосылки внедрению автоматизации в промышленности? 2. Что такое управляющая программ а для станков с ЧПУ? 2. В чем отличие традиционного технологического процесса обработки от технологического процесса обработки на станке с ЧПУ? 3. Каковы этапы проектирования технологического процесса для станков с ЧПУ? 4. Каковы этапы формирования номенклатуры детали для изготовления на станках с ЧПУ и гибких производственных системах? 5. Какова последовательность разработки управляющих программ? IV. Домашнее задание – 3 мин. П. П. Серебреницкий, А. Г. Схиртладзе «Программирование для автоматизированного оборудования» с.37 41 Литература, использованная для подготовки занятия: 1. Программирование для автоматизированного оборудования: Учебник для средн. проф. учебных заведений/П.П. Серебреницкий, А.Г.Схиртладзе; Под ред. Ю.М. Соломенцева. М.: Высш. шк. 2003. 592 с.: ил. 2. Гжиров Р. И., П.П. Серебреницкий. Программирование обработки на станках с ЧПУ: Справочник. Л.: Машиностроение. Ленингр. отд-ние, 1990. 588 с.: ил. |