Федеральное агентство по образованию иркутский государственный технический университет
 Скачать 7.53 Mb. Скачать 7.53 Mb.
|

|
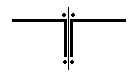
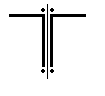
Рис. 10.27. Прикрепление консольного листа стыковым швом Расчетный изгибающий момент M = Fe = 100 · 0,2 = 20 кН·м. Поперечная сила Q = F = 100 кН. Момент сопротивления стыкового шва Ww = tlw2 / 6 = 0,8 · 28,42 / 6 = 107,54 см3, где lw = b – 2t= 30 – 2 · 0,8 = 28,4 см – расчетная длина шва с учетом непровара в начале шва и кратера в конце шва. Определяем: – нормальные напряжения в шве σw = M / Ww= 2000 / 107,54 = 18,6 кН/см2; – касательные напряжения в шве τw= 1,5 Q / (tlw)= 1,5 · 100 / (0,8 · 28,4) = 6,6 кН/см2; Проверяем прочность шва по приведенным напряжениям:  Прочность соединения обеспечена. 10.1.15.2. Нахлесточные соединения Передача усилия с одного элемента на другой происходит неравномерно как по длине шва, так и по поперечному сечению соединения. Однако при статическом нагружении перед разрушением напряжения выравниваются за счет пластической работы перенапряженных (концевых) участков шва. Лобовые швы, обладая большей жесткостью и прочностью, чем фланговые, в запас прочности рассчитываются, как фланговые. При одновременном использовании лобовых и фланговых швов (в комбинированных соединениях) в результате развития пластических деформаций усилия в швах выравниваются и расчет комбинированных соединений производится по суммарной площади швов. В основу расчета принимается допущение о равномерном распределении напряжений среза. Сварные соединения с угловыми швами при действии продольной и поперечной сил рассчитываются на условный срез по двум сечениям (рис. 10.28): – по металлу шва (сечение 1-1): N / (βfkflw) ≤ Rwfγwfγc; – по металлу границы сплавления (сечение 2-2): N / (βzkflw) ≤ Rwzγwzγc.  Рис. 10.28. Схема расчетных сечений сварного соединения с угловым швом Расчет по металлу шва производится по минимальной площади сечения шва, проходящей через меньшую высоту условного треугольника шва (без учета наплыва). Для ручной сварки при равных катетах шва эта высота равняется 0,7kf. Необходимость расчета сварного шва по металлу границы сплавления (по сечению с большей расчетной площадью) вызвана применением сварочных материалов с прочностью, превышающей прочность основного материала соединяемых элементов (несущую способность соединения определяет менее прочный основной металл). При автоматической и механизированной сварке провар в углу (корне) шва глубже, чем при ручной сварке, и при работе шва на срез включается в работу часть основного материала, условная высота треугольного сечения шва принимается равной βfkf или βzkf , где βfи βz– коэффициенты, учитывающие глубину проплавления шва и границы сплавления, принимаемые при сварке из стали: с пределом текучести до 530 МПа по табл. 10.19; с пределом текучести свыше 530 МПа независимо от вида сварки, положения шва и диаметра сварочной проволоки – β f = 0,7; β z = 1,0; kf – катет углового шва, равный катету вписанного равнобедренного прямоугольного треугольника (см. рис. 10.25). Минимальное значение катета шва принимается в зависимости от толщины более толстого из свариваемых элементов, способа сварки, марки стали и вида соединения (см. табл. 10.10). В нахлесточных соединениях обычно катет шва принимается равным меньшей из толщин соединяемых деталей При сварке вдоль кромок прокатных профилей, имеющих скругление, наибольшую толщину углового шваkf, max при статической и динамической нагрузках рекомендуется принимать по табл. 10.20. Расчетная длина шва lw принимается равной сумме расчетных длин каждого из накладываемых швов. Из-за непровара в начале сварного шва и кратера в конце шва расчетная длина каждого шва принимается на 10 мм меньше фактической и должна быть не менее 4kfи 40 мм, так как при работе более коротких швов сильно сказывается не учитываемое расчетом влияние эксцентриситета е и возникающего при этом дополнительного изгибающего момента см. рис. 10.21, а). Максимальная длина флангового шва (из-за большой концентрации напряжений в начале и конце шва возможно достижение предельного состояния в наиболее напряженных точках раньше, чем выровняются напряжения по всей длине шва) принимается lw,max≤ 85βfkf, за исключением швов, в которых усилие действует на всем протяжении швов, например, в поясных швах составных балок, где длина шва не ограничивается. Длина нахлеста листов в нахлесточных соединениях должна быть не менее пяти толщин наиболее тонкого из свариваемых элементов (см. рис. 10.21, а). Таблица 10.19 Значения коэффициентов f и z
П р и м е ч а н и е. Значения коэффициентов соответствуют нормальным режимам сварки. Таблица 10.20 Максимальные катеты швов kf, max у скруглений прокатных профилей
Расчетные сопротивления сварных соединений Rwf – при расчете по металлу шва и Rwz– при расчете по металлу границы сплавления (см. табл. 2.3, 2.6 и 2.7). Коэффициент условий работы конструкции γс = 1,0 (см. табл. 1.3). Коэффициенты условий работы шва Rwun =410 МПа и γwz = 0,85 – для всех сталей. Пример 10.4. Рассчитать прикрепление внахлестку, выполненное ручной сваркой, растянутого элемента из полосовой стали класса С275 сечением 250×10 мм к листу толщиной 12 мм. Определить наименьшую длину нахлестки при условии равнопрочности элемента и его прикрепления лобовым и двумя фланговыми швами (рис. 10.29).  Рис. 10.29. Сварной стык внахлестку Определяем предельное усилие, воспринимаемое элементом. Расчетное сопротивление листового проката из стали С275 толщиной свыше 10 мм Ry = 260 МПа = 26 кН/см2, нормативное сопротивление – Run = 380 МПа = = 38 кН/см2 (см. табл. 2.3). Предельное усилие, которое может выдержать прикрепляемый лист: N = Rybt = 26 · 25 · 1 = 650 кН. Принимаем катет шва равным толщине привариваемого элемента kf = t1 = 10 мм. Выбираем сварочные материалы (см. табл. 2.5). Электроды типа Э46. Расчетные сопротивления: а) при расчете по металлу шва Rwf = 200 МПа = 20 кН/см2; б) при расчете по металлу границы сплавления Rwz = 0,45Run = 0,45 · 380 = 171 МПа = 17,1 кН/см2. Коэффициенты проплавления (см. табл. 10.19): βf= 0,7; βz= 1,0. Коэффициенты условий работы шва γwf = γwz = 1,0. Сравниваем: βfRwf = 0,7 · 200 = 140 МПа < βzRwz = 1 · 171 МПа. Расчет производим по металлу сварного шва. Определяем усилие, воспринимаемое одним лобовым швом с расчетной длинойlw,л = b– 1 = 25 – 1 = 24 см: Nл = βfkf lw,л Rwf γwf γс = 0,7 · 1 · 24 · 20 · 1 · 1 = 336 кН. Определяем усилие, приходящееся на каждый из фланговых швов: Nф = (N – Nл) / 2 = (675 – 336) / 2 = 169,5 кН. Вычисляем расчетную длину флангового шва: lw,ф =Nф / (βfkf Rwf γwf γс)=169,5 / (0,7 · 1 · 20 · 1 · 1) = 12,1 см. Принимаем lw,ф = 13 см. Длина нахлестки (с учетом дефектов в начале и конце шва) l = lw,ф + 1 = 13 + 1 = 14 см, что больше 5tmin = 5 · 1 = 5 см и меньшеlw,max=85βfkf = 85 · 0,7 · 1 = 59,5 см. Нахлесточные соединения, работающие на чистый изгиб (рис. 10.30). Расчет сварных нахлесточных соединений с угловыми швами на действие момента в плоскости, перпендикулярной плоскости расположения швов, производится по двум сечения по формулам: – по металлу шва M/Wf ≤ Rwfγwfγc; – по металлу границы сплавления M/Wz ≤ Rwzγwzγc, где Wf = βfkflw2 / 6 – момент сопротивления расчетного сечения по металлу шва; Wz = βzkflw2 / 6 – то же по металлу границы сплавления. Расчет сварных соединений с угловыми швами на действие момента в плоскости расположения этих швов производится в предположении, что напряжения σw распределяются по продольному расчетному сечению шва неравномерно, достигая максимума в точках, наиболее удаленных от центра тяжести сечения (рис. 10.30, точка А): – по металлу шва  – по металлу границы сплавления  где М – расчетный изгибающий момент, действующий в соединении; Ifx = βfkflw3 / 12 и Ify = (βfkf)3lw/ 12 – моменты инерции расчетного сечения относительно его главных осей x-x и y-y по металлу шва; Izx = βzkflw3 / 12 и Izy = (βzkf)3lw/ 12 – то же по металлу границы сплавления; x = βfkf / 2 (или βzkf / 2) и y = lw / 2 – координаты точки шва, наиболее удаленной от центра тяжести расчетного сечения швов, относительно главных осей этого сечения.  Рис. 10.30. К расчету сварного соединения на чистый изгиб В большинстве случаев швы имеют большую протяженность lw и относительно небольшой катет шва kf, то есть Ifx>>Ify; y >>x. В этом случаемоментом инерцииIfy относительно оси y-y обычно пренебрегают. Поэтому сварные швы, работающие на чистый изгиб в плоскости расположения этих швов, можно рассчитывать на прочность по обычным формулам, как для соединений с угловыми швами в плоскости, перпендикулярной плоскости расположения швов. Условие прочности на изгиб записывается через осевой момент сопротивления: – по металлу шва σwf= M/ Wfx = 6M/ (βfkflw2) ≤ Rwfγwfγc; – по металлу границы сплавления σwz= M/ Wzx = 6M/ (βzkflw2) ≤ Rwzγwzγc . Пример 10.5. Проверить прикрепление внахлестку листа сечением 250×20 мм (см. рис. 10.30), выполненное ручной сваркой угловыми швами на действие момента M = 2000 кН·м в плоскости расположения швов. Сварка выполняется в нормальном режиме электродами Э42. Расчетные сопротивления сварного шва сдвигу по металлу шва – Rwf = 180 МПа и по металлу границы сплавления – Rwz= 166,5 МПа. Коэффициенты βf= 0,7 иβz = 1,0. Расчет производим по металлу шва, так как βfRwf= 0,7·180 = 126 МПа <βzRwz= 1·166,5 = 166,5 МПа. Принимаем катет шва равным толщине листа t= 20 мм. Определяем моменты инерции расчетного сечения шва: Ifx = βfkflw3 / 12 = 0,7 · 2 · 243 / 12 = 1612,8 см4; Ify = (βf kf)3lw / 12 = (0,7 · 2)3 · 24 / 12 = 5,49 см4, где lw = b – 1 = 25 – 1 = 24 см – расчетная длина шва. Координаты наиболее напряженной точки: x = βfkf / 2 = 0,7 · 2 / 2 = 0,7 см; y = lw / 2 = 24 / 2 = 12 см. Производим проверку  Условие прочности шва выполняется. 10.1.15.3. Комбинированные соединения Комбинированное соединение может применяться в случае особой необходимости, когда напряжения в основном металле больше допустимых для сварных швов (Rwy = 0,85Ry). В этом случае для обеспечения равной прочности сварного соединения основному сечению стыковые швы усиливаются двусторонними накладками (рис. 10.31). Такое соединение допустимо при работе на статические нагрузки.  Рис. 10.31. Усиление стыкового шва накладками Перед наложением накладок усиление сварного шва (валик шва) снимается наждачным кругом. При расчете комбинированного соединения условно принимается, что напряжение в стыковом шве и накладках одинаково и определяется по формуле σ = N / (Aw + ∑Aн) ≤ Rwyγc, где Aw – площадь сечения сварных швов, равная площади сечения соединяемых элементов; ∑Aн – суммарная площадь сечения накладок; Rwy – расчетное сопротивление стыкового шва сжатию или растяжению; γc–коэффициент условий работы. Пример 10.6. Рассчитать сварное соединение полос из стали С245 встык, выполненное ручной сваркой электродами Э42 с визуальным контролем качества шва. Растягивающая сила N = 1400 кН. Размер сечения полос b×t = 300×20 мм. Расчетное сопротивление стали при толщине проката до 20 мм включительно Ry= 240 МПа, нормативное сопротивление по временному сопротивлению Run = 370 МПа (см.табл. 2.3). Коэффициент условий работы γc= 1,0. Режим сварки нормальный. Выполняем прямой стыковой шов, концы шва выводим на планки. Расчетное сопротивление стыкового шва в соединении, работающем на растяжение (качество шва не проверено физическими способами контроля) определяется по формуле Rwy = 0,85Ry= 0,85 · 240 = 204 МПа = 20,4 кН/см2. Проверяем прочность стыкового шва: σw= N/ Aw = 1400 / 60 = 23,33 кН/см2 > Rwyγc = 20,4 кН/см2, где Aw= tlw = 2 · 30 = 60 см2; lw = b = 30 см. Условие прочности шва не выполняется. Производим усиление сварного соединения двумя ромбическими накладками минимальной толщины сечением 250×6 мм каждая. Площадь накладки Aн = tнbн = 0,6 · 25 = 15 см2. Для уменьшения концентрации напряжений ширина накладок не должна сильно отличаться от ширины соединяемых листов – bн = b – 2 · 2,5 = = 30 – 5 = 25 см. Определяем напряжения в стыковом шве: σ = N / (Aw + 2Aн) = 1400 / (60 + 2 · 15) = 15,56 кН/см2 < Rwyγc = 20,4 кН/см2. Усилие, воспринимаемое каждой накладкой: Nн = σ Aн = 15,56 · 15 = 233,4 кН. Задаемся максимальным катетом шва, равным толщине накладки, kf= tн= 6 мм. Определяем расчетные сопротивления сварного шва сдвигу при ручной сварке: Rwf = 180 МПа = 18 кН/см2 – при расчете по металлу шва, принимается по табл. 2.7; Rwz = 0,45Run= 0,45 · 370 = 166,5 МПа = 16,65 кН/см2 – при расчете по металлу границы сплавления. Коэффициенты проплавления сварного шва принимаем для ручной сварки: βf = 0,7 и βz = 1,0. Коэффициенты условий работы шва γwf = γwz = 1,0. Определяем, какая из проверок (по металлу шва или по металлу границы сплавления) имеет решающее значение: βfRwf= 0,7 · 180 = 126 МПа < βzRwz = 1 · 166,5 = 166,5 МПа. Расчет производим по металлу шва. Усилие в накладке должно быть воспринято приваркой накладки, откуда определяем требуемую суммарную длину угловых швов, необходимых для прикрепления накладки с одной стороны стыка: Σlw = Nн / (βfkfRwfγwfγс)=233,4 / (0,7 · 0,6 · 18 · 1 · 1) = 30,87 см. Принимаем два шва (с учетом дефектов в начале и конце шва по 0,5 см) длиной lw = Σlw / 2 + 2 · 0,5 = 30,87 / 2 + 1 = 16,44 см ≈ 17 см. 10.1.15.4. Тавровые соединения Тавровые соединения применяют при изготовлении сварных стержней (двутавров, тавров) и других конструктивных элементов (двутавровые балки, колонны). В тавровом соединении торец одного элемента приваривается к поверхности другого элемента двумя угловыми швами. Для крепления ребер жесткости и диафрагм, а также для сварки стенок с поясами балок и колонн двутаврового сечения, работающих на статическую нагрузку, допускается применение односторонних угловых швов с катетом kf минимальное значение которого определяется по табл. 10.10. В ответственных конструкциях, работающих на динамическую нагрузку или возводимых и эксплуатируемых в районах с расчетными температурами ниже –40ºС (конструкции «северного исполнения») соединение элементов производится стыковыми швами с проплавлением шва на всю глубину (при толщине привариваемого элемента t> 10 мм с разделкой кромок под сварку). Пример 10.7. Рассчитать соединение пояса со стенкой в сварной двутавровой балке, составленной из трех листов. Размеры сечения приведены на рис. 10.32. Материал конструкции – сталь класса С255. Температура эксплуатации –37оС. Соединение выполняется автоматической сваркой угловыми непрерывными швами одинаковой толщины по всей длине балки. Поперечная сила на опоре Qmax = 1033,59 кН. Сосредоточенное давление от балок, опирающихся на верхний пояс при этажном сопряжении, F = 322,2 кН/см2. Выбираем сварочные материалы (см. табл. 2.5) в зависимости от класса стали, группы стали, климатического района строительства, вида сварки, принимаем марку сварочной проволоки Св-08А, диаметр сварочной проволоки d = 4 мм. Расчетные сопротивления сварного шва: – при расчете по металлу шва Rwf = 180 МПа = 18 кН/см2; – при расчете по металлу границы сплавления Rwz = 0,45Run= 0,45·370 = = 166,5 МПа = 16,65 кН/см2, где Run = 370 МПа – нормативное сопротивление стали С255 при толщине проката 25 мм (см. табл. 2.3). Коэффициенты проплавления βf = 1,1; βz = 1,15 (см. табл. 10.19. Коэффициенты условия работы γwf = γwz = 1,0.  Рис. 1.32. Соединение пояса со стенкой и прикрепление опорного ребра Сравниваем: Поясные швы при Вычисляем геометрические характеристики сечения: – момент инерции  – статический момент пояса относительно оси x-x Поясные соединения обеспечивают совместную работу поясов и стенки, предотвращая при изгибе балки сдвиг поясов относительно стенки, а также при наличии местной нагрузки, действующей на пояса в местах, где нет поперечных ребер жесткости, передают ее на стенку. Сварные швы рассчитываются на равнодействующую усилий TиV по формуле где T– усилие на единицу длины шва (1 см) от поперечной силы Qmax на опоре, сдвигающее пояс относительно стенки: T = Qmax Sf/ Ix = 1033,59 · 8578,13 / 1645664,06 = 4,57 кН; V – давление от сосредоточенного груза F на единицу длины шва: здесь lef = b+ 2tf = 15,5 + 2 · 2,5 = 20,5 см – условная длина распределения сосредоточенной нагрузки. Определяем катет сварного шва: При толщине tf = 25 мм более толстого из свариваемых элементов автоматической сваркой конструктивно принимаем минимальный катет шва kf,min = 7 мм (см. табл. 10.10). Пример 10.8. Рассчитать прикрепление опорного ребра в опорной части главной балки. Передача нагрузки от балки, установленной сверху на колонну, осуществляется через торцевое опорное ребро (см. рис. 10.32). Поперечная сила на опоре Qmax = 1033,59 кН. Размеры сечения приведены на рисунке. Материал конструкции – сталь класса С255. Температура эксплуатации –37оС. Прикрепление опорного ребра к стенке балки осуществляется механизированной сваркой угловыми швами. Принимаем марку сварочной проволоки для сварки стали класса С255 Св-08Г2С по ГОСТ 2246-70* (см. табл. 2.5), диаметр сварочной проволоки d= 4 мм. Расчетные сопротивления сварного шва: при расчете по металлу шва –Rwf = 215 МПа = 21,5 кН/см2; при расчете по границе сплавления – Rwz = 0,45Run = 0,45 · 370 = 166,5 МПа = 16,65 кН/см2, где Run = 370 МПа – нормативное сопротивление стали С255 при толщине проката tf = 25 мм (см. табл. 2.3). Коэффициенты проплавления (см. табл. 10.19): βf = 0,9; βz= 1,05. Коэффициенты условий работы шва γwf = γwz = 1,0. Сравниваем: следовательно, сварные швы при Условие прочности сварных угловых швов, работающих на срез: Qmax ≤ 2βzkflwRwzγwzγc, откуда, принимая lw,max = 85βfkf, определяем катет шва: Проверяем принятую максимальную длину расчетной части сварного шва: lw,max = 85βfkf = 85 · 0,9 · 0,7 = 53,55 см < hw = 150 см, укладывается в конструктивную длину шва. Ребро привариваем к стенке по всей высоте непрерывными швами. 10.1.15.5. Прикрепление угловыми швами несимметричных профилей При прикреплении угловыми швами несимметричных профилей необходимо учитывать неравномерное распределение усилий между швами, передающими силовой поток с уголка на лист. Во избежание дополнительного момента площадь сечения каждого шва назначается так, чтобы равнодействующая передаваемых ими усилий совпадала с осью прикрепления элемента (с линией центров тяжести сечений уголков), то есть усилие N распределялось обратно пропорционально расстояниям от сварных швов до оси центра тяжести сечения. Усилия, воспринимаемые швами: – у обушка N1 = (1 – α) N; – у пера N2 = αN. Коэффициент α= zо/b учитывает долю усилия на сварные швы у пера. Значение коэффициента α зависит от номера и вида уголка (равнополочный; неравнополочный, прикрепленный к листу узкой полкой; неравнополочный, прикрепленный к листу широкой полкой) и в практических расчетах принимается по табл. 10.21 Таблица 10.21 Значения коэффициента α
Пример 10.9. Рассчитать и запроектировать прикрепление фланговыми швами к фасонке толщиной t2 = 10 мм растянутого элемента из двух равнополочных прокатных уголков ∟100×100×8 / ГОСТ 8509-93. Ширина уголка b= 100 мм, расстояние от обушка уголка до центра тяжести сечения zо = 2,75 мм. Расчетное усилие N = 750 кН (рис. 10.33). Условия эксплуатации – нормальные при расчетной температуре наружного воздуха –37оС. Сварка – ручная.  Рис. 10.33. Прикреплении угловыми швами несимметричного профиля Растянутые элементы при работе на статическую нагрузку относятся ко второй группе конструкций. Из табл. 2.1 для климатического района ІІ4 при температуре эксплуатации от –30 до –40оС выбираем сталь класса С255. При толщине элемента t до 10 мм включительно нормативное сопротивление по временному сопротивлению – Run= 370 МПа. Расчетные сопротивления сварного углового шва условному срезу: по металлу шва – Rwf = 180 МПа = 18 кН/см2 (см. табл. 2.7); по металлу границы сплавления – Rwz= 0,45Run = 0,45 · 370 = 166,5 МПа = 16,65 кН/см2. Коэффициент условий работы γс = 1,0; коэффициенты условий работы шва γwf=γwz= 1,0. Коэффициенты глубины проплавления шва для ручной сварки: βf = 0,7 – при расчете по металлу шва; βz = 1,0 – при расчете по металлу границы сплавления. Расчет производим по металлу шва, так как βf Rwf = 0,7 ·180 = 126 МПа < βz Rwz = 1 · 166,5 МПа, Усилие, воспринимаемое швами у обушка: N1 = (1 – α) N = (1 – 0,3) 750 = 525 кН. Усилие, воспринимаемое швами у пера: N2 = α N = 0,3 · 750 = 225 кН. Принимаем максимальный катет сварного шва kf = 6 мм, который можно допустить при сварке вдоль пера уголка толщиной tуг = 8 мм (см. табл. 10.20). Этот катет шва удовлетворяет конструктивным требованиям (kf < kf,max = 1,2tmin = 1,2 t1 = 1,2 · 8 = 9,6 мм и kf > kf,min = 5 мм при толщине более толстого из свариваемых элементов t2 = 10 мм (см. табл. 10.10). Расчетная длина шва вдоль обушка lw1 =N1 / (2 βf kfRwf γwf γс) = (525 / 2 · 0,7 · 0,6 · 18 · 1 · 1) = 35 см < < lw,max = 85βf kf = 85 · 0,7 · 0,6 = 35,7 см; конструктивная длина шва (с добавлением 10 мм на дефекты в начале и конце сварного шва) l1 = lw1 + 1 = 35 + 1 = 36 см. Расчетная длина шва вдоль пера lw2 =N2 / (2 βf kfRwf γwf γс) = (225 / 2 · 0,7 · 0,6 · 18 · 1 · 1) = 15 см < lw,max; конструктивная длина шва l2 = lw2 + 1 = 15 + 1 = 16 см. Для уменьшения концентрации напряжений на концах фланговых швов сварные швы заводим на торцы уголков на 20 мм. 10.1.15.6. Проектирование монтажного стыка сварной балки По условиям перевозки (ограничение массы и габаритов) балка расчленяется по возможности на одинаковые отправочные элементы (марки). В разрезной балке монтажный стык выполняется в одном сечении (универсальный стык) и чаще располагается в середине пролета, где Mmax и, соответственно, максимальные нормальные напряжения σ близки к расчетному сопротивлению основного металла Ry . Стык элементов балки осуществляется стыковыми швами (рис. 10.34). Расчетные сопротивления сварных соединений для любого вида сварки принимаются (см. табл. 2.6): при сжатии соединения независимо от методов контроля качества швов Rwy = Ry, при растяжении и изгибе с физическим контролем качества швов Rwy= Ry и Rwy = 0,85Ry, если физические методы контроля не используются. На монтаже физические способы контроля затруднены, поэтому расчет растянутого стыкового соединения производится по его пониженному расчетному сопротивлению. Сжатый верхний пояс и стенка соединяются прямым швом, растянутый пояс – косым швом для увеличения длины шва, так как действительное напряжение в поясе σпревышает Rwy. Для обеспечения равнопрочности сварного стыка и основного сечения нижнего пояса достаточен скос с наклоном реза 2:1.  Рис. 10.34. Монтажный стык сварной балки В монтажных условиях стык выполняют ручной сваркой, применяя электроды с индексом А (Э42А, Э50А), обеспечивающие повышенную пластичность наплавленного металла (см. табл. 2.5). Для обеспечения качественного соединения при ручной сварке элементов толщиной более 8…10 мм производится V-образная разделка кромок, начало и конец шва выводятся на специальные технологические планки. Для уменьшения сварочных напряжений соблюдается определенный порядок сварки (см. рис. 10.34): сначала сваривают поперечные стыковые швы стенки 1, поясов 2 и 3, имеющие наибольшую поперечную усадку, последними заваривают угловые швы 4 и 5, имеющие небольшую продольную усадку. Оставленные незаверенными на заводе участки поясных швов длиной около 500 мм дают возможность поясным листам несколько вытянуться при усадке швов 2. Это также позволяет при монтаже совместить торцы свариваемых элементов отправочных марок, имеющих отклонение в размерах в пределах технологических допусков. 10.1.15.7. Расчет сварного соединения на одновременное действие изгибающего момента М и перерезывающей силы Q Примером такого соединения может служить прикрепление подкрановой консоли к колонне. Пример 10.10. Проверить прочность сварного соединения одностенчатой консоли с колонной. Сталь класса С255. Сварка механизированная в среде СО2 сварочной проволокой марки Св-08Г2С диаметром 1,4 мм. Катет шва kf= 8 мм. К консоли приложена расчетная сосредоточенная сила F = 800 кН с эксцентриситетом (расстоянием от оси подкрановой балки до грани колонны) е = 350 мм. Размеры сечения консоли показаны на рис. 10.35.  Рис. 10.35. Прикрепление консоли к колонне: а – прикрепление консоли; б – геометрические характеристики сечения; в – расчетные длины швов; г – эпюры напряжений в шве Предварительно определяем: – Rwf = 215 МПа = 21,5 кН/см2 – расчетное сопротивление металла шва (см. табл. 1.18); – Rwz = 0,45Run = 0,45 ∙ 370 = 166,5 МПа = 16,65 кН/см2 (см. табл. 1.16), здесь Run = 370 МПа для стали С255 при толщине свариваемых элементов от 10 до 20 мм (см. табл. 1.14); – βf= 0,9 и βz= 1,05 – коэффициенты проплавления, принимаемые для механизированной сварки при диаметре сварочной проволоки 1,4 мм и катетах швов 8 мм (см. табл. 10.19); – γwf = γwz = 1 – коэффициенты условий работы соединения. Сравниваем: βfRwf = 0,9 ∙ 215 = 193,5 МПа > βzRwz = 1,05 ∙ 166,5 = 174,8 МПа, следовательно, рассчитываем сварные швы по металлу границы сплавления. В месте прикрепления консоли действуют: – изгибающий момент М = F е = 800 ∙ 0,35 = 280 кН∙м; – поперечная сила Q = F = 800 кН. Определяем геометрические характеристики сечения сварных швов в месте прикрепления консоли к колонне с учетом дефектов швов в начале и конце сварки по 10 мм (см. рис. 10.35, в). Суммарная расчетная длина швов, прикрепляющих один пояс, ∑lw,n= (bf – 1) + [bf– (tw + 2kf + 2 ∙ 0,5)] = = (25 – 1) + [25 – (1 + 2 ∙ 0,8 +1)] = 45,4 cм. Площадь сварного шва у пояса Aw,n = βfkf ∑ lw,n = 1,05 ∙ 0,8 ∙ 45,4 = 38,14 см2. Суммарная расчетная длина швов, прикрепляющих стенку, ∑ lw,ст = 2 (hw– 1) = 78 см. Площадь сварного шва у стенки Aw,ст = βzkf ∑ lw,cт = 1,05 ∙ 0,8 ∙ 78 = 65,52 см2. Общая площадь всех сварных швов Aw = Aw,ст + 2Aw,n= 65,52 + 2 ∙ 38,14 =141,8 см2. Момент инерции всех сварных швов относительно оси х-х Iw = [2 βzkf(hw – 1)3] / 12 + 2[Aw.n(hf/2)2] = = [2 ∙ 1,05 ∙ 0,8 · (40 – 1)3] / 12 + 2 · [38,14 · (41,4 / 2)2] = 40989,9 см4. Момент сопротивления швов Ww = 2Jw/h = 2 ∙ 40989,9 / 42,8 = 1915,42 см3. Срезающее напряжение в шве от М τwМ = М /Ww = 28000 / 1915,42 = 14,62 кН/см2. Срезающее напряжение в шве отQ τwQ = Q/Aw = 800 / 141,8 = 5,64 кН/см2. Проверяем суммарное напряжение в сварном шве τw = = 156,7 МПа < Rwzγwzγc = 166,5 МПа. Прочность соединения обеспечена. 10.2. Болтовые соединения Болтовые соединения осуществляют путем постановки металлических стержней (болтов) в совмещенные отверстия соединяемых элементов. В болтовых соединениях стальных конструкций применяют болты различного назначения (рис. 10.36). Болты    Обычные ГОСТ 22356-70* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||