Дипломная работа сварка листовой стали в потолоч.положении Мандр. Характеру шлака, образующегося при расплавлении покрытия
 Скачать 2.29 Mb. Скачать 2.29 Mb.
|

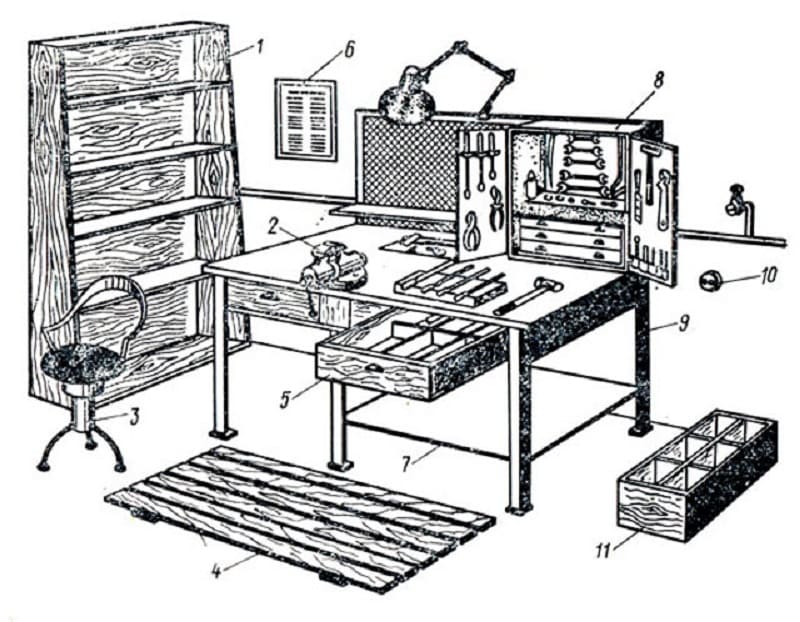 Рисунок 4. Схематичное изображение кабины сварщика В целом можно сказать, что только при правильной организации рабочего места в соответствии с техникой безопасности можно выполнить сварку качественно. При этом учитывается место сварки, условия окружающей среды и многие другие моменты. Какие выделяют места осуществления сварочных работ Техника безопасности и многие другие нормативные документы определяют классификацию рабочего места на несколько типов. Примером можно назвать нижеприведенную информацию: Первый тип чаще всего связан со специальными помещениями в мастерских, второй – передвижные, требующиеся для выезда на место аварии или проведения строительства. Кабина сварщика обустраивается только один раз в соответствии с техникой безопасности, после чего уделяется внимание только техническому состоянию ответственных механизмов и конструкций. Стационарное рабочее место Стационарное место сварщика встречается в различных производственных цехах. Они подходят для сваривания небольших изделий. Среди особенностей оснащения подобных помещений можно отметить следующие моменты: При правильном оснащении помещений обеспечивается беспрепятственный доступ к заготовкам. Поблизости не должны быть распложены взрывоопасные и легковоспламеняющиеся вещества. При использовании инверторов, которые работают на горючем веществе, баллоны должны быть расположены вдали от открытого пламени. Беспрепятственный доступ должен обеспечиваться расходным материалам, к примеру, электродам и проволоке. Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы. Стационарное место подготавливается с учетом того, какие именно элементы будут свариваться между собой. Техника безопасности предусматривает, чтобы рабочее место сварщика обеспечивало неподвижное состояние заготовок во время ее обработки.  Рисунок 5. Стационарное место сварочных работ Подготовка проводится при следовании определенной инструкции, которая разрабатывается сотрудником организации. Передвижной пост Передвижное место может создаваться для газового и электронного инвертора. Стоит учитывать, что сварочная кабина требуется для его установки в случае повышенной влажности окружающей среды. Меньше всего проблем возникает при применении газовой сварки. Это связано с тем, что электрическое оборудование должно надежно питаться. Сварочные провода: предназначение, рекомендуемые сечения Организация сварочного поста предусматривает использование кабеля наиболее подходящего сечения. Этот показатель следует учитывать по следующим причинам: Слишком малое сечение приводит к тому, что кабель не выдерживает нагрузку и начинает перегреваться. В результате этого тепло оказывает воздействие на изоляцию, за счет чего она плавится. При сильном повреждении может возникнуть короткое замыкание. Кабель большого сечения обходится дорого. При этом они менее практичны в применении, транспортировка и хранение создает много проблем. Выбор кабеля проводится в соответствии с нормативной документации. Организация рабочего места сварщика проводится с учетом того, что кабеля не должны переплетаться, все контакты фиксируются. Кабель и другое электрическое оборудование не должны быть расположены вблизи горючих материалов и воды. Оптимальные сечения сварочного провода представлены в следующей таблице Как ранее было отмечено, выбор проводов подбирается в зависимости от мощности используемого сварщиком оборудования. Оптимальный показатель выбирается в соответствии с таблицей. Как выбрать электродержатель Правильно выбрать при организации рабочего места нужно и электродержатель. От его технического состояния зависит, насколько безопасно будет рабочее место и какова производительность труда. Сварочный пост может снабжаться несколькими видами держателей, все зависит от типа проводимых работ. При выборе подобного устройства уделяется внимание следующим моментам: Вес не должен быть более 0,5 килограмм. Слишком тяжелые варианты исполнения усложняют задачу сварщика. При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности. Уделяется внимание тому, насколько удобен хват. Для того, чтобы рукоятка не соскальзывала, ее поверхность часто делают рифленой. При эксплуатации конструкция не должна сильно нагреваться. В противном случае могут возникнуть проблемы при длительной сварке. Несмотря на то, что сварщик должен использовать специальные рукавицы, сильный нагрев приводит к существенному дискомфорту. Поверхность должна быть изолирована, так как подобный элемент должен стать преградой электричеству в случае неполадки. При организации рабочего места уделяется внимание качеству и целостности изоляции. Крепление электродов должно быть прочным, так как на момент контакта с поверхностью на них оказывается механическое воздействие.  Рисунок 6. Электродержатели Рекомендуется приобретать оригинальные электродержатели, которые советует производитель для организации рабочего места. Перед каждой работай проверяется состояние конструкции. Маска электросварщика как средство защиты Техника безопасности по организации места для сварщиков, предусматривает использование специальных щитков и шлема. При их изготовлении должны учитываться нормы, установленные в ГОСТ 12.4035-78. Среди основных стандартов отметим следующие: Конструкция не должна быть тяжелее 0,5 килограмм. В противном случае работы будет проводить сложно. Для того чтобы защитить глаза устанавливаются светофильтры. Они делятся на 13 классов, выбор проводится в зависимости от мощности. При выборе маски уделяется внимание тому, чтобы она удобно крепилась. Время от времени сварщику приходится ее открывать для визуального осмотра шва. В продаже встречаются самые различные варианты исполнения защитных масок. Более дорогие варианты исполнения характеризуются большей эффективностью. При частом проведении сварочных работ рекомендуется приобретать качественное изделие, так как ультрафиолетовое и другое излучение может навредить здоровью. Требования к вентиляции Нужно уделять внимание и эффективности вентиляции при организации места, особенно в случае работы с газовым аппаратом. Ее предназначение заключается в удалении теплого воздуха и подвода холодного, который требуется для охлаждения инструментов и техники. При работе может образовываться достаточно большое количество токсичных газов. При высокой их концентрации есть вероятность отравления. Если концентрация газов высока, то есть вероятность их детонации. Как правило, искусственная вентиляция представлена воздуховодами, которые подводят и отводят воздух. Для повышения эффективности работы устанавливается вентилятор. Проблем с охлаждением оборудования и загазованностью практически не возникает в случае, когда работы проводятся на улице. Требования к специальной одежде Индивидуальным средством защиты можно считать специальную одежду. Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит: В большинстве случаев при их изготовлении применяется брезент, в который добавляется асбест. За счет подобного состава поверхность становится намного устойчивой к попаданию расплавленного металла. Преимущества сварочных штор Большой популярностью пользуются специальные шторки. Они позволяют существенно упростить работу, разделить участок на несколько секторов. К особенностям подобной оснастки можно отнести следующие моменты: При изготовлении применяется огнеупорная ткань. Используемый материал также может выдержать несущественно механическое воздействие. 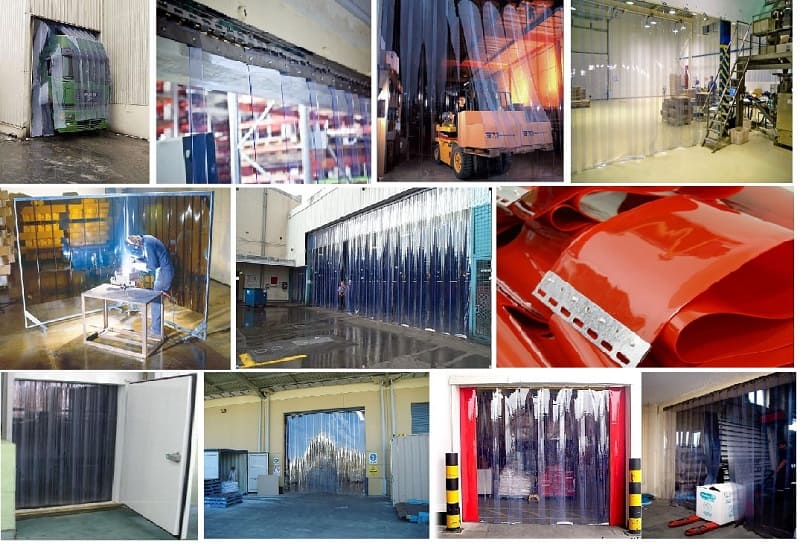 Рисунок 7. Разнообразие сварочных штор Выделяют несколько вариантов исполнения подобной оснастки, каждая характеризуется своими особенностями. Сплошная стандартная штора Чаще всего устанавливаются сплошную штору. Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим: Визуальная защита и преграда ультрафиолетовому излучению. Защита окружения от брызг и расплавленного металла. Снижается отрицательное воздействие воздушных боковых потоков. При выборе наиболее подходящей шторы уделяется внимание ширине швов, толщине материала и некоторым другим моментам. Полосовая сварочная штора Защитная штора выбирается при учете различных параметров. Основными можно назвать: Толщина и тип материала. Некоторые ткани характеризуются повышенной устойчивостью к воздействию температуры. Качественные варианты исполнения прошиваются. Тип несущей конструкции.  Рисунок 8. Полосовая сварочная штора Установить подобную защиту можно быстро, после завершения процесса ее быстро собирают. Несущий элемент изготавливается из коррозионностойкого металла. Вентиляция на рабочем месте Рабочее место сварщика ручной электросварки, как тех, которые занимаются газовой, должно иметь вентиляцию. Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим. Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. Они являются одним из главных врагов индивидуальной безопасности и если в помещении нет проветривания и вытяжки, то сильно влияют на организм человека. Вентиляция также помогает убрать излишнюю загазованность в помещении, которая иногда может привести к детонации.  Рисунок 9. Вентиляция на рабочем месте сварщика Вентиляция – это одна из тех важных вещей, чем должно быть оснащено рабочее место сварщиков. Существует естественная, которая осуществляется путем притока воздуха с улицы и искусственная. Для искусственной вентиляции применяются специальные вытяжки, вентиляторы и прочие средства, которые помогают осуществить циркуляция воздуха, где оно невозможно сделать обыкновенным путем. Требования и особенности Организация рабочего места сварщика проводится согласно ГОСТ 12.3.003-86. 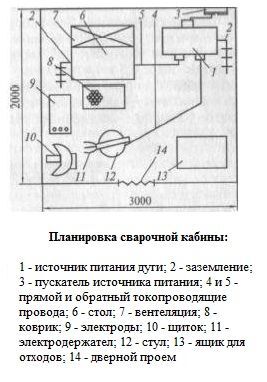 Рисунок 10. Планировка сварочной кабины Столы. Эти приспособления используются для сварки и сборки деталей. Они располагаются внутри кабины на высоте 50-60 см, если пост предназначен для сварки в сидячем положении, а также на высоте в 90 см, если это будет происходить стоя. Площадь стола должна составлять, примерно, 1 квадратный метр. Требования к рабочему месту сварщика предполагает наличие специальных болтов, к которым крепятся токопроводящие провода от сварочного аппарата. На столе должны быть гнезда для электродов. Если имеется выдвижной ящик, то там можно хранить документы и инструменты. Под ногами работника должен иметься резиновый коврик.» Сварочные кабины. Изолированное место, где устанавливается сварочный стол и прочие рабочие приспособления. Кабина должна быть изолирована от посторонних и иметь достаточно пространства. Размер кабин составляет 2х2 или 2х3 метра, а высота до 2 метров. Чтобы улучшить вентиляцию, стены должны иметь зазор от пола в 20 см.» Электрододержатель. Является одним из основных инструментов, которые использует сварщик. От его исправности зависит безопасность и производительность труда. Вес его не должен превышать 0,5 кг, а также он не должен нагреваться при работе. Обязательно должна быть изоляция, а также закрепление электрода максимально надежным. Среди всех типов зажимов, лучше всего выбирать пассатижные зажимы.» Щитки и шлемы. Требования к организации рабочего места сварщика предполагает использование таких индивидуальных средств защиты. Они должны соответствовать ГОСТ 12.4.035-78. Маска не должна быть тяжелее 0,5 килограмм. Существует 13 классов светофильтров для каждого режима мощности. Изделия должны производиться из токонепроводящих материалов.» Одежда. Требования безопасности к рабочему месту сварщика будут неполными, если не использовать одежду, как индивидуальное средство защиты. В комплекте должна быть куртка, рукавицы, брюки, специальная обувь и прочее. Большинство видов спецодежды шьют из брезента с вкраплениями асбеста, который помогает выстаивать против попадания расплавленного металла. Одежда должна закрывать с запасом все части тела, не оставляя голых мест.» Сварочные шторы. Аттестация рабочего места сварщика требует наличия перекрытия, в особенности, для многопостовых участков. Эти шторы делаются из огнеупорной ткани, которая зачастую совпадает с тем, из чего делают спецодежду. Шторы должны полностью изолировать рабочего от посторонних, чтобы ни сварочная дуга, ни искры и прочие негативные факторы не мешали другим людям. Дополнительные инструменты. Анализ условий труда на рабочем месте сварщика будет неполным без дополнительных инструментов. Сюда входят винтовые зажимы, которые предназначены для обеспечение плотного контакта с изделием. Проволочные щетки применяются для удаления шлака, ржавчины и прочих налетов. Зубила и молотки применяются для врубки мест с дефектами, установки клейма на шов, ликвидации остатков брызг и так далее. Брезентовые сумки используются для хранения электродов. Организация рабочего места сварщика Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные) места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, стол сварщика, манипулятор, вытяжку и т.д. в хорошо проветриваемом помещении площадью не менее 3 м 2 . Лучше всего, если пол бетонный, а стены помещения не должны отражать сварочные блики, что может представлять опасность для глаз. Постоянным рабочее место закрепленное за рабочим или бригадой рабочих, оснащенной в соответствии с требованиями определенного технологического процесса оборудованием, инструментом, приспособлениями и т. д. При обслуживании рабочего места необходимо обращать внимание на определенный круг вопросов: — своевременность получения сменных заданий, нарядов, чертежей; — поддержание оборудования в работоспособном состоянии; — своевременность и способы доставки на рабочее место материалов, за готовок, электродов и т. п.; — контроль качества изготовляемой на рабочем месте продукции; — поддержание на рабочем месте надлежащего порядка. Электросварщик обязан выполнять Работы на специально отведенном постоянном сварочном участке. В цехах, где имеется небольшое количество сварочных постов по сварке малых и средних изделий, Работы электросварщик обязан производить в кабинах с открытым верхом с высотой стенок кабины не менее 2 м, зазором между полом и стенками кабины не менее 50 мм, при сварке с использованием защитных газов – не менее 300 мм. Этот зазор должен быть огражден сеткой из негорючего материала с размером ячеек не более 1х1мм. Электросварщик обязан учитывать, что в процессе работы на него могут действовать вредные и опасные производственные факторы. Электросварщики обеспечиваются специальной защитной одеждой, специальной обувью и средствами индивидуальной защиты в зависимости от характера работ, согласно действующих отраслевых норм. Электросварщики обязаны использовать средства индивидуальной защиты, а именно: — электросварщики ручной дуговой сварки – костюм брезентовый, перчатки диэлектрические (дежурные), щиток защитный (маску), ботинки кожаные, рукавицы брезентовые; — электросварщики полуавтоматической и автоматической сварки – костюм хлопчатобумажный (далее «х/б»), галоши диэлектрические, очки защитные, рукавицы брезентовые, перчатки. Для удаления сварочной пыли и газов должна устанавливаться вытяжная вентиляция, удаляющая вредные газы и пыль непосредственно у места их образования. При временном или аварийном отключении от общей вентиляции или местных отсосов при сварке, наплавке в помещениях и на открытых площадках, где концентрация газов не превышает предельно допустимые нормативные нормы, а запыленность воздуха высокая, для защиты органов дыхания применять противопылевые респираторы ШБ-1 «Лепесток» или «Астра-2». Рабочие кабины. Для защиты рабочих от излучения дуги в постоянных местах сварки устанавливают для каждого сварщика отдельную кабину размером 2X2,5 м. Стенки кабины могут быть сделаны из тонкого железа, фанеры, брезента. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов. Каркас кабины изготовляют из трубы или из угловой стали. Пол в кабине должен быть из огнестойкого материала (кирпич, бетон, цемент). Стенки окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон). Освещенность кабины должна быть не менее 80—100 лк. Кабину оборудуют местной вентиляцией с воздухообменом 40 м3/ч на каждого рабочего. Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили мимо сварщика. Сварку деталей производят на рабочем столе. Крышку стола изготовляют из чугуна толщиной 20—25 мм. Сварочный пост оснащен генератором, выпрямителем или сварочным трансформатором. Шлемы (маски) применяют для защиты лица сварщика от вредного действия лучей сварочной дуги и брызг расплавленного металла. Их изготовляют по ГОСТ 1361 из фибры черного матового цвета или специально обработанной фанеры. Щитки и шлемы должны иметь массу не более 0,6 кг. В щиток или шлем вставляют специальный светофильтр, удерживаемый рамкой размером 120 x 60 мм. Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз. Защитные светофильтры имеют различную плотность. Наиболее темное стекло имеет марку ЭС-500 и применяется при сварке током до 500 А, среднее ЭС-300 — для сварки током до 300 А, более светлое стекло ЭС-100 — для сварки током 100 А и менее. Снаружи светофильтр защищают от брызг расплавленного металла обычным прозрачным стеклом, которое нужно 2—3 раза в месяц заменять новым. Электрододержатели применяют для закрепления электрода и подвода к нему тока при ручной электродуговой сварке. Электрододержатели должны допускать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° коси электрододержателя. Конструкция электрододержателя должна обеспечить время на смену электрода не более 4 с. Токове-дущие части электрододержателей должны быть надежно изолированы от случайного соприкосновения со свариваемым изделием или руками сварщика. Сопротивление изоляции должно быть не менее 5 Мом. Изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте 50 Гц. Превышение температуры наружной поверхности рукоятки при номинальном режиме работы не должно быть более 55° С. Поперечное сече¬ние рукоятки на длине, охватываемой ладонью сварщика, должно вписываться в круг диаметром не более 40 мм. Электрододержатели должны обладать достаточной механической прочностью. Дополнительный инструмент сварщика. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, в которые конец провода впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием. Для зачистки швов и удаления шлака применяют проволочные шетки — ручные и с электроприводом. Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила* молотки. Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы, изготовленные из отрезка трубы диаметром 50—75 мм, длиной 300 мм, с приваренным донышком-подставкой. Электросварщик должен быть снабжен комплектом вспо¬могательных инструментов, в который входят: — пневмошлифмашинка; — молоток с заостренным концом для отбивания шлака; — стальные щетки ( широкая и узкая) для очистки свариваемых кромок и поверхностей швов (ТУ 406-297); — слесарный молоток по ГОСТ 2310-77 и зубило длинной не менее 150 мм по ГОСТ 7211 для вырубки мелких дефектов; — набор шаблонов для промера размеров швов; — персональное клеймо для клеймения швов. Электросварщик при выполнении автоматической и полуавтоматической сварки под флюсом должен быть снабжен комплектом вспомогательных инструментов, в который входят : — набор гаечных ключей по ГОСТ 2838; — отвертка (ГОСТ 10754) ; — напильник (ГОСТ 1465); — плоскогубцы комбинированные по ГОСТ 5547-75; — молоток № 8 по ГОСТ 2310; — зубило длиной не менее 150 мм или пневмозубило; — тара для флюса; — совок; — пневмошлифмашинка с зачистными кругами по ГОСТ 21963; — персональное клеймо для клеймения швов. Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электроде держателю и свариваемому изделию. Э1ектрододержатели снабжают гибким изолированным проводом ПРГ (провод резиновый гибкий) или ПРГН (провод резиновый гибкий нейритовый), сплетенным из большого количества медных, отожженных и пролуженных проволочек диаметром 0,18—0,2 мм. Рекомендуемые сечения сварочного провода приведены в табл. 2. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Подготовка рабочего места сварщика. — убрать все лишние предметы с рабочего места, не загромождая при этом проходов к электрооборудованию, к средствам пожаротушения, приступать к работе только на чистом, не скользком полу; — убедиться в исправности сварочного оборудования и соответствии рабочего места требованиям ТБ, исправности заземления сварочной установки, свариваемого изделия; — расположить сварочные провода таким образом, чтобы они не подвергались механическим повреждениям и действию высокой температуры, не соприкасались с влагой; — убедиться в том, что вблизи рабочего места не расположены пожаро- и взрывоопасные вещества и горючие материалы в радиусе 5 м. Детали и заготовки уложить или установить в устойчивом положении на подкладках и стеллажах таким образом, чтобы высота штабелей не превышала полторы ширины и полтора диаметра основания штабеля, но не более 1 метра. Проверить: — работу подъемных механизмов. — освещенность рабочего места. — ознакомиться с предстоящей работой и подготовить необходимый для ее выполнения инструмент и технологическую оснастку. — использовать исправный переносной светильник. Учитывать, что: — переносной ручной светильник должен иметь рефлектор, защитную сетку, крючок для подвешивания и шланговый провод с вилкой, сетку закрепленную на рукоятке винтами или хомутами, патрон встроенный в корпус светильника таким образом, чтобы токоведущие части патрона и цоколя лампы были недоступны для прикосновения к ним руками. — для питания светильника в особо опасных помещениях и в помещениях с повышенной опасностью применять напряжение не выше 12 В и 42 В соответственно. — вилки светильников напряжением 12 В и 42 В не должны подходить к розеткам 127 и 220В, штепсельная розетка напряжением 12 В и 42 В должна визуально отличаться от розеток напряжением 127 В и 220 В. — проверить исправность местной и общеобменной вентиляции. 2.2 Оборудование, инструменты и приспособления В настоящее время в нашей стране для сварки углеродистых и легированных конструкционных сталей применяют электроды по ГОСТу 9467-60, в основу которого положены механические свойства наплавленного металла или сварного соединения, выполняемых электродом. Кроме того, ограничивается содержание серы и фосфора в наплавленном металле. Все электроды для ручной сварки можно разделить на следующие группы: «В» - для сварки высоколегированных сталей с особыми свойствами - 49 типов; «Л» - для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа - пять типов (Э70, Э85, Э100, Э125, Э150); «Т» - для сварки легированных теплоустойчивых сталей - девять типов; «У» - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа «Н» - для наплавки поверхностных слоев с особыми свойствами — 44 типа. Цифры в обозначениях электродов для сварки конструкционных сталей означают гарантируемый предел прочности металла шва. Выпускаемые промышленным способом электроды в зависимости от допустимого пространственного положения сварки могут делиться на четыре группы: электроды, которыми можно варить во всех положениях шва; электроды, предназначенные для всех положений, кроме вертикального сверху вниз; для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх; для нижнего и нижнего в лодочку. На основе химического состава покрытия проведена классификация качественных электродных покрытий: рутиловые, основные, целлюлозные, кислые и со смешанным покрытием. Электроды для ручной дуговой сварки изготавливают в виде стержней, выполненных из холоднотянутой калиброванной сварочной проволоки, на которую методом опрессовки под давлением наносят слой защитного покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите ее от атмосферного воздействия и обеспечении более устойчивого горения дуги. В состав покрытия входят следующие элементы: -стабилизирующие- вещества обеспечивающие устойчивый процесс горения дуги; шлакообразующие- вокруг сварочной ванны создается защитная шлаковая пленка, препятствующая окислительным процессам; -газообразующие- дополнительная защита сварочной ванны за счет выделенных газов, образующих защитную оболочку; -легирующие элементы и раскислители- наполнение сварочной ванны легирующими элементами, придавая металлу нужный состав и восстанавление металлов из образовавшихся в сварочной ванне окислов; -связующие-придание покрытию, созданному из порошковых материалов монолитность; -формовочные добавки — вещества, придающие покрытию лучшие пластические свойства. С целью повышения производительности сварки в покрытия добавляют железный порошок, содержание которого может достигать до 60% массы покрытия. Сварочное оборудование. Сварочный трансформатор. Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию – вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60 — 65 В; напряжение дуги при ручной сварке обычно не превышает 20 — 30 В. Трансформатор имеет винт с рукояткой для перемещения подвижной обмотки .Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Сварочный выпрямитель. С |