Технологический процесс сборки и сварки металлической конструкции кронштейн. технологический процесс сборки и сварки металлической конструкци. Инженерная школа
 Скачать 0.53 Mb. Скачать 0.53 Mb.
|

2.2 Общие правила заполнения технологических документов на сваркуТерминология и классификация видов сварки, сварных соединений, швов, оборудования и материалов должны соответствовать ГОСТ 2601-84 и ГОСТ 19521-74. Унифицированная запись наименований операций (переходов) должна выполняться в МК, КТП, КТТП, ОК, ВО и ВОБ. Применяют три формы записи: полную, краткую и по кодовым обозначениям. Полную запись применяют в МК при маршрутном описании ТП для единичного и мелкосерийного производства, а также в МК, КТП (КТТП), ОК при операционном и маршрутно-операционном описании ТП, если входящие в операцию переходы не различаются по способу сварки. Краткую запись применяют в НД любого вида, если входящие в операцию переходы различаются по способу сварки, а также при операционном и маршрутно-операционном описании ТП. Нумерацию операций ТП проставляют числами ряда арифметической прогрессии 5; 10; 15 и т.д. При корректировании ТП вновь вводимым операциям присваивают промежуточные номера, не кратные 5. Унифицированная запись операции (перехода) должна содержать ключевые слова: наименование, номер позиции, указания на выполняемые по эскизу швы детали; наименование способа сварки; информацию о прихватках; наименование способа выполнения операции, перехода (по разметке, по упору и т.п.); особые условия сварки (положение, последовательность выполнения швов, температуру подогрева); дополнительные требования к выполнению операции (это указывают в графе «Особые указания»); информацию по безопасности труда; ссылку на документы, содержащие информацию, которая дополняет или разъясняет текстовую запись (чертеж, эскиз). При описании операций указывают в технологической последовательности переходы, установки, сборки, сварки, зачистки и др., если их выполняют на том же рабочем месте, где идет сварка, и исполнителей [6]. 3 Описание технологического процесса изготовления сварной конструкции3.1 Выбор и обоснование методов сборки и сваркиПеред сборкой сварной конструкции «Кронштейн» для начала, необходимо подготовить металл: свариваемые кромки зачищаются от ржавчины, масла и других загрязнений, качество зачистки контролируется внешним осмотром. Сборка производится на сборочной плите, с помощью переносных сборочных приспособлений-призм, упоров и стоек. Собранный узел прихватывается. Контролируется качество сборки. Узел передается на участок сварки. Для сборки и сварки узла "Кронштейн" рекомендуется применять кондуктор. Кондуктор представляет собой приспособление с габаритными размерами 510х284,5мм. Состоит из основания и двух стоек. Выбор того или иного способа сварки зависят от следующих факторов: – толщины свариваемого материала; – требований к качеству выпускаемой продукции; – химического состава металла; – себестоимости 1 кг наплавляемого металла. Исходя из рисунка 1.1 можно сделать вывод, что сварные швы имеют небольшую длину и в совокупности небольшой толщины металла наиболее целесообразно использование механизированных способов сварки. В сварном узле применяется тавровые соединения, рисунок 3.1 и 3.2. 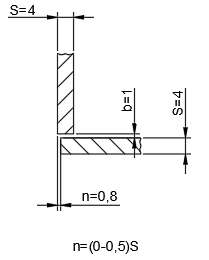 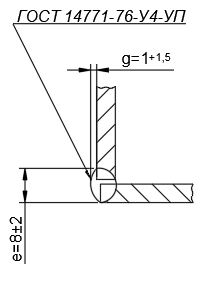 а) б) Рисунок 3.1 Конструктивные элементы углового соединения: а) подготовленных кромок свариваемых деталей; б) сварного шва. 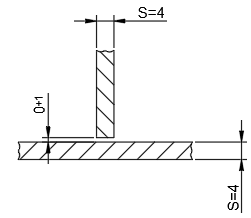 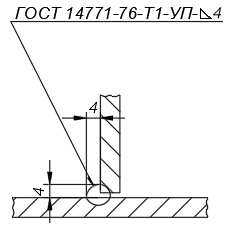 а) б) Рисунок 3.2 Конструктивные элементы таврового соединения: а) подготовленных кромок свариваемых деталей; б) сварного шва. Одним из таких способов является полуавтоматическая сварка в углекислом газе. Её технологическими преимуществами являются относительная простота процесса сварки, возможность полуавтоматической и автоматической сварки швов, находящихся в различных пространственных положениях, что позволяет механизировать сварку в различных пространственных положениях, в том числе сварку неповоротных стыков труб. А небольшой объём шлаков, участвующих в процессе сварки в СО2 позволяет в ряде случаев получить швы высокого качества. Себестоимость 1 кг наплавленного металла при сварке в углекислом газе всегда ниже, чем при газовой и ручной дуговой сварке. Исходя из этих преимуществ выбирается механизированный способ сварки - полуавтоматическая сварка в углекислом газе. |