Технологический процесс сборки и сварки металлической конструкции кронштейн. технологический процесс сборки и сварки металлической конструкци. Инженерная школа
 Скачать 0.53 Mb. Скачать 0.53 Mb.
|

3.2 Расчет параметров режима сваркиФормулы для расчета параметров режима сварки взяты из конспекта лекций для студентов направления 15.03.01 Машиностроение «Оборудование и технология сварочного производства» [1]. При сварке угловых швов диаметр электродной проволоки выбирается в зависимости от толщины металла. При толщине металла 4 мм диаметр электродной проволоки (dэл) равен 1,2 мм. Допустимая плотность тока выбирается по табл. 3.1 в зависимости от диаметра электродной проволоки [1]: Таблица 3.1 – Допустимая плотность тока в электродной проволоке при сварке угловых швов
Принимаем среднее значение плотности тока для электродной проволоки 2 мм, jдоп=105 А/мм2 и среднее значение силы сварочного тока Iсв=330 А. Площадь наплавленного металла:
где k =4 — катет шва [1]. Напряжение на дуге:
принимаем «-1» – для угловых швов. Вылет электрода: При сварке в СО2 и при  , то , то  [1]. [1].Коэффициент расплавления и наплавки:
где  – коэффициент потерь на угар и разбрызгивание, %. – коэффициент потерь на угар и разбрызгивание, %.
Коэффициент расплавления определяется по рисунку 3.3 в зависимости от режима сварки 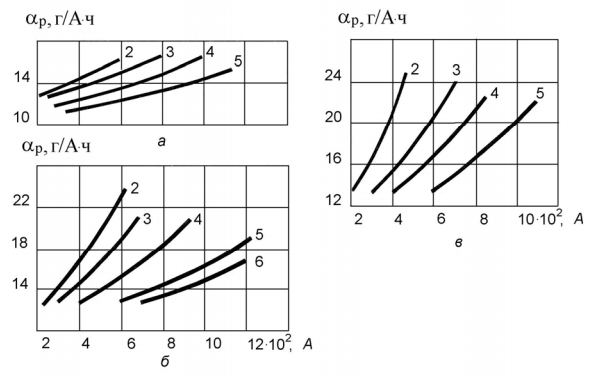 Рисунок 3.3 Зависимость αр от режима сварки: а – постоянный ток обратной полярности; б – переменный ток прямой полярности; в – постоянный ток прямой полярности; 2…6 диаметры электродной проволоки, мм. Скорость сварки:
где, н – коэффициент наплавки равный 12,8 г/Ач; Icв – сила тока 330 А; ρ - плотность стали 7,85×10-6 г/мм3; Fн – площадь наплавленного металла 8 мм2. Скорость подачи сварочной проволоки:
Значение сварочного тока, которое при данной скорости сварки позволяет получить плоские швы, называют критическим. Критическое значение сварочного тока можно определить по следующему уравнению:
где I0 – условное значение тока при нулевой скорости, равное примерно 350 А; m - коэффициент, зависящий от диаметра электродной проволоки (табл. 3.2). Таблица 3.2 Значение коэффициента mв зависимости от диаметра электродной проволоки.
При сравнительно невысоких токах и больших скоростях сварки получаются вогнутые швы; наоборот, при сварке на больших токах и невысоких скоростях получаются выпуклые швы. Так как  - швы вогнутые. - швы вогнутые.Погонная энергия:
Коэффициент формы проплавления:
Глубина проплавления:
Ширина шва:
Высота валика без учета разделки:
Общая высота шва:
Расчет геометрических размеров шва удовлетворяют ГОСТ 14771-76. |