ПЗ Андреева А.В. ТПМбпз-8-1. Институт промышленных технологий и инжиниринга
 Скачать 1.39 Mb. Скачать 1.39 Mb.
|

 МиНИСТЕРСТВО науки и высшего образования РОССИЙСКОЙ ФЕДЕРАЦИИ МиНИСТЕРСТВО науки и высшего образования РОССИЙСКОЙ ФЕДЕРАЦИИФедеральное государственное бюджетное образовательное учреждение высшего образования «тюменский индустриальный университет» ИНСТИТУТ ПРОМЫШЛЕННЫХ ТЕХНОЛОГИЙ И ИНЖИНИРИНГА Кафедра «Технология машиностроения» РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНООБРАБОТКИ ДЕТАЛИ ТПМбпз.18.01 Пояснительная записка к курсовой работе по дисциплине: «Основы технологии машиностроения» для специальности: 15.03.01 «Машиностроение» по профилю: «Технологи производства, ремонта и эксплуатации в машиностроении» КР.ОТМ.ТПМбпз.18.01.000.01.ПЗ Выполнила: обучающаяся группы ТПМбпз-18-1 ______________А.В. Андреева Проверил: к.т.н., доцент кафедры «Технология машиностроения» _____________М.О. Чернышов Тюмень 2021 СОДЕРЖАНИЕ Введение………………………………………………………………………4 Назначение и конструкция детали…………………………………….5 Анализ технологичности конструкции детали………………………..6 Определение типа производства………………...……………………..7 Выбор способа получения заготовки……………….………………… 8 Экономич. обоснование выбранного метода получения заготовки.....9 Выбор технологических баз ………………………………………….10 Разработка маршрута изготовления детали ………………………..11 Выбор металлорежущих станков, инструментов, приспособлений..17 Расчет припусков на механическую обработку …………………….23 9.1 Аналитический метод ……...………………………………….........23 9.2 Табличный метод…………….……………..……..………………...27 Расчет режимов резания ……………………….…………………….29 10.1 Аналитический метод ………………………………..……………29 10.2 Табличный метод …………………..…………..………………..…36 Литература …………………………………………………………………...42  ВВЕДЕНИЕ Машиностроение - одна из ведущих промышленностей народного хозяйства нашей страны. Она производит машины, оборудование, аппараты и приборы, а также продукцию оборонного значения. Научно-технический прогресс в машиностроении в значительной степени определяет развитие и совершенствование всего народного хозяйства страны. Важными условиями ускорения научно-технического прогресса является рост производительности труда, повышение эффективности общественного производства и улучшения качества производства. Совершенствование технологических методов изготовления машин имеет при этом первоочередное значение. Качество машин, надежность, долголетие и экономичность при эксплуатации зависят не только от совершенствования их конструкции, но и от технологии производства. Применение прогрессивных высокоэффективных методов обработки обеспечивает высокую точность и качество поверхностей деталей машин, эффективное использование современных автоматических и поточных линий электрических вычислительных машин и другой новой техники. Важной задачей машиностроения - является изменение структуры производства с целью повышения качества характеристик машин и оборудования. Особое значение придается модернизации самого машиностроения, технический уровень которого зависит от станкостроения, приборостроения, электроники.   НАЗНАЧЕНИЕ И КОНСТРУКЦИЯ ДЕТАЛИ. НАЗНАЧЕНИЕ И КОНСТРУКЦИЯ ДЕТАЛИ.Деталь «Стакан» относится к классу корпусных деталей. Стаканы являются чаще всего вспомогательными деталями, обеспечивающими правильное взаимное расположение зубчатых колес, шкивов, подшипников, монтируемых на валах. Эти детали определяют также положение валов, осей, рычагов и других деталей, устанавливаемых в корпусных деталях. Деталь стакан является телом вращения и принадлежит к группе полых цилиндров. Конструкция детали представляет собой взаимное пересечение цилиндрических поверхностей. Имеются четыре отверстия, которые предназначены для крепления стакана к корпусу. Эскиз детали приведен на рис.1. 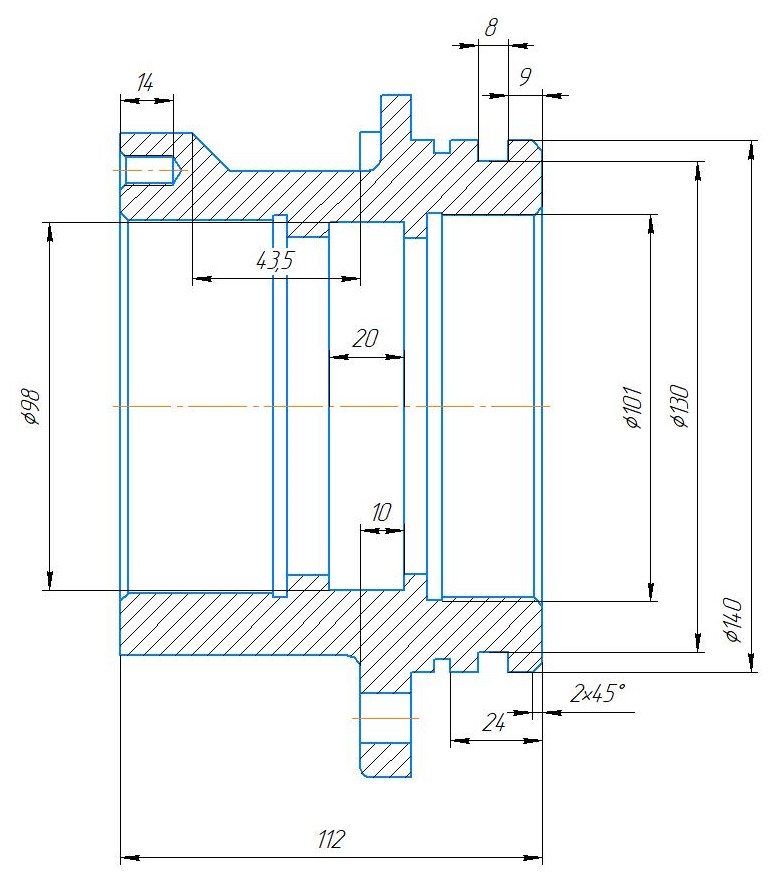 Стакан изготавливается из серого чугуна СЧ20. Серый чугун широко используется для изготовления корпусных деталей, является хорошим конструкционным материалом, достаточно дешевый и имеет хорошие технологические свойства (жидкотекучесть, обрабатываемость резанием и др.). Механические, физические, технологические и другие свойства чугуна можно изменять в достаточно широких пределах, что значительно расширяет границы использования этого материала. Механические и химические свойства СЧ20 приведены в таблицах 1.1 и 1.2. Таблица 1.1 - Механические свойства СЧ20 ГОСТ 1412-85
Таблица 1.2 - Химические свойства СЧ20 ГОСТ 1412-85
 2. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ. Одним из факторов, существенно влияющих на характер технологического процесса, является технологичность конструкции изделия и соответствующих его деталей. Виды и показатели технологичности конструкции приведены в ГОСТ 14.205-83, а правила отработки конструкции изделия и перечень обязательных показателей технологичности – в ГОСТ 14.201.-83. Качественная оценка технологичности детали. Деталь «стакан» изготавливается путем выливания, поэтому конфигурация наружного контура и внутренних поверхностей не вызывает значительных сложностей при получении заготовки. Анализ точности и шероховатости показывает, что чрезмерные требования к точности размеров и шероховатости поверхностей не предъявляются. Конструкция детали позволяет использовать при ее обработке стандартные режущие и измерительные инструменты. Затруднений при подходе режущего инструмента к обрабатываемым поверхностям нет. Деталь достаточно технологична, допускает использование высоко- продуктивных режимов обработки, имеет хорошие базовые поверхности и проста по конструкции. Поверхности вращения могут быть обработаны на большинстве универсальных токарных автоматов. Не имеет труднодоступных мест для обработки, что позволяет использовать универсальный инструмент  . .В соответствии с ГОСТ 14.202-73 рассчитаем показатели технологичности конструкции детали. Для облегчения описания служебного назначения поверхностей детали проведем их нумерацию (рис. 2). 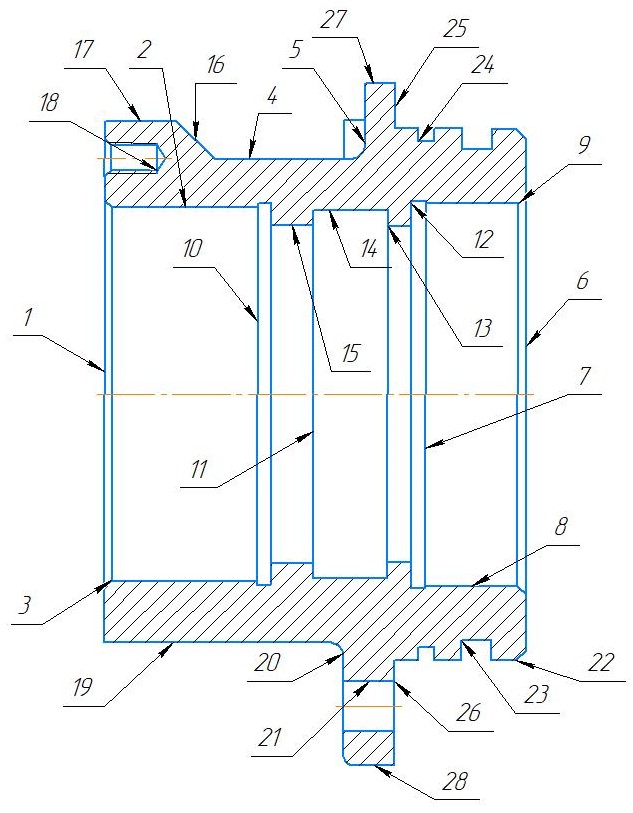  Рисунок 2. Нумерация поверхностей детали. Таблица 3. Вид и служебное назначение поверхностей.
 Продолжение Таблица 3. Продолжение Таблица 3.
Количественная оценка технологичности детали. Коэффициенты точности обработки и коэффициенты шероховатости определяются в соответствии с ГОСТ 18831-73. Для этого необходимо рассчитать среднюю точность и среднюю шероховатость обработанных поверхностей. Данные по деталям сведём в таблицы 3 и 4, в которых Ti – квалитеты, Шi – значение параметра шероховатости, ni – количество размеров или поверхностей для каждого квалитета или шероховатости. Таблица 3 – Определение коэффициента точности
Σni = 28; ΣTi∙ni = 329   Чем выше показатель Ктч , тем более технологична деталь. Т. к. Ктч=0,915>Ктнорм=0,85, как видно из расчетов коэффициента точности больше 0,85, следовательно, данная деталь технологична и обеспечение точности обрабатываемых поверхностей не представляет сложностей.  Таблица 4 – Определение коэффициента шероховатости Таблица 4 – Определение коэффициента шероховатости
|