косточковая мойка. Проектирование и эксплуатация установки для очистки деталей кос. Инструкция по техническому обслуживанию 25 Требования безопасности 26
 Скачать 0.69 Mb. Скачать 0.69 Mb.
|

1. Описание проектируемого объекта Рабочая камера освещается светильником. Пыль крошки и частицы нагара отсасываются через патрубок при помощи вентилятора. Если клапан забивается крошкой, то его очищают сжатым воздухом, поступающим к нему по трубе, при открытии крана. Данный способ экономичный, производительный и качественный. Например, для очистки от нагара комплекта деталей одного двигателя Д-54А расходуется 4-5 кг косточковой крошки, что составляет в денежном выражении 15-20 коп, продолжительность очистки -30 мин. В связи с тем, что крошка при ударе Деформируется, на очищаемой поверхности детали не остается задиров и рисок. Рабочая камера освещается светильником. Пыль крошки и частицы нагара отсасываются через патрубок при помощи вентилятора. Если клапан забивается крошкой, то его очищают сжатым воздухом, поступающим к нему по трубе, при открытии крана. Данный способ экономичный, производительный и качественный. Например, для очистки от нагара комплекта деталей одного двигателя Д-54А расходуется 4-5 кг косточковой крошки, что составляет в денежном выражении 15-20 коп, продолжительность очистки -30 мин. В связи с тем, что крошка при ударе Деформируется, на очищаемой поверхности детали не остается задиров и рисок.Мелкие детали (клапаны, толкатели, пружины и др.) экономически целесообразно очищать от нагара химическим способом. При этом детали загружают в ванну со щелочным раствором, который состоит из каустической и кальцинированной соды, жидкого стекла, хозяйственного мыла и воды. Детали выдерживают в этом растворе 3-4 ч при температуре 90-95°С и после размягчения нагар удаляют волосяными щетками или ветошью. После очистки детали промывают в холодной и горячей воде.  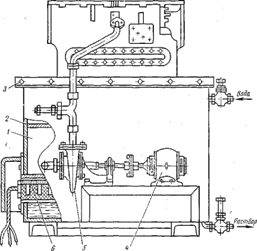 Установка для удаления накипи: 1 - ванна; 2 - крышка; 3 - рольганг; 4 - электродвигатель; 5 - специальный насос; 6 - электронагревательное устройство Очистка деталей от накипи. Очистка водяной рубашки блоков и головок цилиндров двигателей производится на специальных установках. На рис. 16 показана установка для удаления накипи из водяной рубашки блока. Блок устанавливается на рольганг 3 и при помощи шланга, присоединяемого к боковому фланцу блока, через его рубашку прокачивается подогретый до 60-80°С раствор три-натрийфосфата из расчета примерно 3-5 кг на 1 м3 воды. Можно применять для удаления накипи и 8 - 10%-ный раствор соляной кислоты. Для предохранения внутренних поверхностей деталей от коррозии в качестве ингибитора в раствор добавляют 3-4 г. уротропина на 1 л. Раствор подогревают до 50-60°С. Продолжительность промывки в зависимости от толщины слоя накипи может быть в пределах 10-70 мин. После удаления накипи внутренние полости деталей необходимо промыть чистой водой. Очистка внутренних поверхностей радиаторов осуществляется 5%-ным раствором каустической соды, нагретым до 60-80°С. Раствор соды выдерживают в радиаторе до полного удаления слоя накипи, после чего промывают внутренние полости горячей водой. 2. Анализ существующих конструкций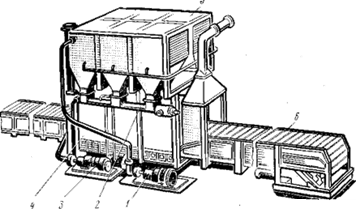 Рисунок 2 - Однокамерная конвейерная машина для обезжиривания деталей: 1 – откачивающая насосная установка; 2 – спускной коллектор; 3 – нагнетающая насосная установка; 4 – моечная камера; 5 – баки-отстойники; 6 – пластинчатый конвейер  Оборудование. Выбор оборудования зависит от вида загрязнений деталей, их размеров, моющих препаратов и мощности ремонтного предприятия. Для мойки, обезжиривания и чистки деталей в ремонтном производстве наибольшее распространение получили струйные моечные машины конвейерного типа, камерные моечные машины периодического действия, ванны и специальные установки (для очистки деталей от нагара, накипи и т.п.). Оборудование. Выбор оборудования зависит от вида загрязнений деталей, их размеров, моющих препаратов и мощности ремонтного предприятия. Для мойки, обезжиривания и чистки деталей в ремонтном производстве наибольшее распространение получили струйные моечные машины конвейерного типа, камерные моечные машины периодического действия, ванны и специальные установки (для очистки деталей от нагара, накипи и т.п.).Струйные моечные машины конвейерного типа, предназначенные для мойки агрегатов, узлов и деталей, могут быть одно-, двух- и трехкамерные. Однокамерные машины предназначаются для мойки водой или обезжиривания растворами, не требующими последующего ополаскивания водой. На рис. 14 показана однокамерная конвейерная моечная струйная машина, предназначенная для обезжиривания деталей с помощью неагрессивных растворов («Тракторин», МЛ-51, МС-6), исключающих необходимость последующего ополаскивания деталей. Моечное устройство для этой машины выполнено в виде качающего гидранта. Перемещение деталей осуществляется конвейером пластинчатого типа. Скорость движения ленты конвейера составляет 0,1-0,6 м/мин. Моющий раствор в этой машине подогревается паром до температуры 75 - 85°С. Крупные детали устанавливают непосредственно на конвейерные пластины, а мелкие подают в моечную машину в сетчатых корзинах. Двухкамерные машины используются для мойки деталей и агрегатов щелочными растворами в первой из камер, с последующей мойкой горячей водой во второй. Трехкамерные машины имеют три зоны мойки. В первой зоне с помощью моечного раствора размягчают загрязнения, во второй - тщательно моют и в третьей-ополаскивают горячей водой. Машины конвейерного типа экономически целесообразно применять на крупных ремонтных предприятиях.  В камерных моечных машинах периодического действия детали подвергаются мойке одним раствором с последующим ополаскиванием горячей водой. В последнем случае имеются две ванны: для моющего раствора и горячей воды. Эти машины применяют на небольших ремонтных предприятиях и ремонтных мастерских эксплуатационных хозяйств. В камерных моечных машинах периодического действия детали подвергаются мойке одним раствором с последующим ополаскиванием горячей водой. В последнем случае имеются две ванны: для моющего раствора и горячей воды. Эти машины применяют на небольших ремонтных предприятиях и ремонтных мастерских эксплуатационных хозяйств.Ванны - наиболее простые моечные установки. Чаще всего их применяют для вываривания деталей в щелочных или кислотных растворах. Ванны изготавливают из стали; они состоят из двух отсеков одного - для моющего раствора, другого - для воды. Сверху ванны закрывают двухстворчатой крышкой.  После разборки машин и агрегатов детали подвергают чистке, обезжириванию и мойке. Чистка и мойка деталей оказывает большое влияние на качество капитального ремонта. Полное удаление всех загрязнений улучшает качество дефектовки, увеличивает срок службы деталей, снижает появление брака. Рациональный выбор способа мойки и чистки зависит от вида загрязнений, размеров, конфигурации деталей и мест отложений загрязнений, экономических соображений, но главным фактором, определяющим выбор способа, является вид загрязнения. После разборки машин и агрегатов детали подвергают чистке, обезжириванию и мойке. Чистка и мойка деталей оказывает большое влияние на качество капитального ремонта. Полное удаление всех загрязнений улучшает качество дефектовки, увеличивает срок службы деталей, снижает появление брака. Рациональный выбор способа мойки и чистки зависит от вида загрязнений, размеров, конфигурации деталей и мест отложений загрязнений, экономических соображений, но главным фактором, определяющим выбор способа, является вид загрязнения.Загрязнения дорожных машин, работающих в сложных условиях дорожного строительства, можно разделить на следующие виды: отложения нежирового происхождения (пыль, грязь и др.) и маслянисто-грязевые; остатки смазочных материалов; углеродистые отложения; накипь; коррозия; технологические отложения в процессе ремонта; отложения цементного раствора и бетона. 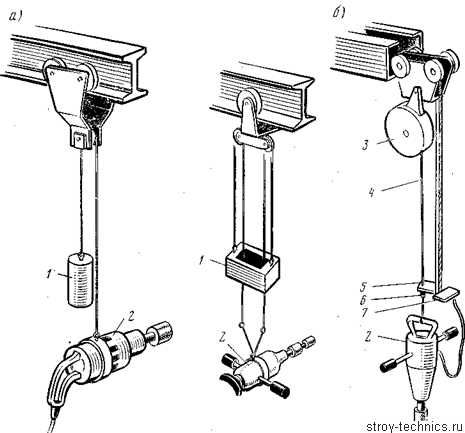 Рисунок 1 - Схемы подвешивания механизированного инструмента: а – на тросе с противовесом; б – на пружинной подвеске; 1 – противовес; 2 – гайковерт; 3 – блок; 4 – трос; 5 – рычаг; б – упор; 7 – выключатель  Отложения нежирового происхождения и маслянисто-грязевые образуются на наружной поверхности деталей машин и агрегатов. Пыль, грязь в процессе эксплуатации машин попадают на сухие и маслянистые поверхности. Такие загрязнения удаляются сравнительно легко. Отложения нежирового происхождения и маслянисто-грязевые образуются на наружной поверхности деталей машин и агрегатов. Пыль, грязь в процессе эксплуатации машин попадают на сухие и маслянистые поверхности. Такие загрязнения удаляются сравнительно легко.Остатки смазочных материалов имеются на всех деталях машин, которые работают в масляной среде, это - наиболее распространенный вид загрязнения, для удаления которого требуются специальные препараты и условия очистки, мойки. Углеродистые отложения представляют собой продукты термоокисления смазочных материалов и топлива. Они образуются на деталях двигателей внутреннего сгорания и в зависимости от степени окисления разделяются на нагары, лаковые пленки, осадки и асфальто-смолистые вещества, кроме этого, к углеродистым отложениям относятся остатки битума и асфальтобетонной смеси, которые остаются на наружных поверхностях деталей дорожных машин при работе их с этими материалами. Нагар образуется при сгорании топлива и масел. Выделяющиеся щ несгоревшие твердые частицы прилипают к масляным пленкам и постепенно спекаясь, образуют слой нагара на стенках камер сгорания, днищах поршней, клапанах, свечах и выпускных коллекторах. Лаковые пленки образуются при воздействии высокой температуры на масляные слои небольшой толщины. Они отлагаются на шатунах, поршнях, коленчатых валах и других деталях. Осадки, образованные из продуктов окисления масла, топлива, пыли и других частиц, представляют собой мазеобразную, липкую массу, оседающую в поддоне картера, масляных каналах, в масляном фильтре. Асфальто-смолистые вещества образуются под действием высоких температур и кислорода воздуха. Большая часть этих веществ представляет собой твердые частицы, которые входят в состав, осадков и могут оказывать абразивное действие на детали. Для удаления углеродистых отложений требуются специальные препараты и определенные условия.  Накипь откладывается на внутренних поверхностях деталей системы охлаждения двигателей и образуется в результате выделения солей кальция и магния при нагреве воды до температуры 70 - 85°С. Теплопроводность накипи во много раз ниже теплопроводности металла, поэтому даже минимальный слой накипи значительно ухудшает условия теплообмена, приводит к перегреву деталей двигателя, особенно деталей шатунно-поршневой группы и цилиндров. В результате этого снижается мощность двигателя, повышается расход топливно-смазочных материалов и возрастает интенсивность изнашивания деталей. Удаление накипи - сравнительно сложный и трудоемкий процесс. Накипь откладывается на внутренних поверхностях деталей системы охлаждения двигателей и образуется в результате выделения солей кальция и магния при нагреве воды до температуры 70 - 85°С. Теплопроводность накипи во много раз ниже теплопроводности металла, поэтому даже минимальный слой накипи значительно ухудшает условия теплообмена, приводит к перегреву деталей двигателя, особенно деталей шатунно-поршневой группы и цилиндров. В результате этого снижается мощность двигателя, повышается расход топливно-смазочных материалов и возрастает интенсивность изнашивания деталей. Удаление накипи - сравнительно сложный и трудоемкий процесс.Коррозия - гидрат окиси железа образуется в результате химического и электрохимического разрушения поверхностей деталей системы охлаждения двигателя и всех других металлических поверхностей. Технологические загрязнения на деталях и узлах образуются в процессе ремонта, сборки и обкатки агрегатов. Это остатки притирочных паст, шлифовальных кругов, металлическая стружка и др. Их также необходимо своевременно и тщательно удалять, так как они могут явиться причиной интенсивного изнашивания трущихся поверхностей деталей. Отложения цементного раствора и бетона возникают на деталях в процессе работы машины с этими материалами и в результате неудовлетворительного технического обслуживания машин. Удаление этих отложений - простой, но трудоемкий процесс. Способы удаления загрязнений. В ремонтном производстве наиболыпее распространение получили физико-химический, ультра-звуковой и механический способы мойки и чистки деталей.  Физико-химический способ мойки и очистки (струйный и в ваннах) заключается в том, что загрязнения удаляют с поверхностей деталей водными растворами различных препаратов или специальными растворителями при определенных режимах. Основными режимами высококачественной мойки и очистки водными растворами являются: высокая температура моющего химического раствора (80-95°С), поток или струя раствора при значительном давлении и эффективные моющие средства. Физико-химический способ мойки и очистки (струйный и в ваннах) заключается в том, что загрязнения удаляют с поверхностей деталей водными растворами различных препаратов или специальными растворителями при определенных режимах. Основными режимами высококачественной мойки и очистки водными растворами являются: высокая температура моющего химического раствора (80-95°С), поток или струя раствора при значительном давлении и эффективные моющие средства.Ультразвуковой способ мойки и очистки основан на передаче энергии от излучателя ультразвука через жидкую среду к очищаемой поверхности. Колебания, составляющие 20-30 кГц, вызывают большие ускорения и приводят к появлению в жидкой среде мелких пузырьков, при разрыве которых возникают гидравлические удары большой силы, разрушающие на поверхностях деталей углеродистые отложения в течение 2-4 мин, а масляные пленки - в течение 30 - 40 с. На рис. 13 показана установка для ультразвуковой мойки и очистки деталей. Преобразователь типа ПМС-4 прикреплен к днищу сварной металлической ванны (рис. 13, б) и получает питание от ультразвукового генератора УЗГ - 2,5. В процессе работы преобразователь (рис. 13, а) охлаждается проточной водой, которая подводится по трубопроводу и сливается через трубопровод. Колодка с клеммами служит для присоединения преобразователя к генератору. При использовании агрессивного моющего раствора в металлическую ванну устанавливают резервуар из винипласта, Пространство между ними заполняют водой. Очищаемые детали. подвешивают в ванне в решетчатой корзине с ячейками не менее 3X3 мм. Ультразвуковой способ применяют главным образом для очистки мелких деталей сложной конфигурации (детали карбюраторов, топливных насосов, электрооборудования и т.п.). Для ультразвукового обезжиривания деталей можно рекомендовать раствор следующего состава: кальцинированная сода -30 г./л; тринатрий-фосфат -30, эмульгатор ОП-10-5-10 г./л. Температура раствора должна быть 50-55°С. Применение ультразвуковой мойки и очистки деталей (особенно мелких) дает значительный экономический эффект за счет ускорения процесса очистки и повышения качества ремонта машины в целом. Сущность механического способа заключается в очистке поверхности детали вручную скребками, щетками или механизированно-косточковой крошкой, абразивными и другими материалами, подаваемыми вместе с воздухом, водой или моющим раствором.  Моющие жидкости и препараты. В качестве моющих жидкостей применяют водные растворы каустической соды (едкого натра), кальцинированной соды (углекислого натрия) с присадкой эмульгаторов (жидкого стекла, хозяйственного мыла, тринатрийфосфата) и с противокоррозионными присадками (хромпиком, нитритом натрия) и препараты «Тракторин», МЛ-51, МЛ-52, «Лабамид-101», «Лабамид-203», AM-15, МС-6, МС-8 и др. Моющие жидкости и препараты. В качестве моющих жидкостей применяют водные растворы каустической соды (едкого натра), кальцинированной соды (углекислого натрия) с присадкой эмульгаторов (жидкого стекла, хозяйственного мыла, тринатрийфосфата) и с противокоррозионными присадками (хромпиком, нитритом натрия) и препараты «Тракторин», МЛ-51, МЛ-52, «Лабамид-101», «Лабамид-203», AM-15, МС-6, МС-8 и др.Водные щелочные растворы подогревают до температуры 80-95°С. При снижении температуры нагрева до 70°С и ниже вязкость масляных отложений остается повышенной, что затрудняет их отделение и ухудшает качество мойки. Из-за сильного корродирующего действия щелочные растворы (с присутствием едкого натра), предназначенные для мойки деталей из черных металлов, нельзя применять для деталей из сплавов алюминия. После мойки щелочными растворами детали следует промывать чистой водой. Синтетические препараты «Тракторин», МЛ-51, МЛ-52, МС-6 и МС-8 - наиболее эффективные моющие препараты, которые выпускает химическая промышленность. Применение этих препаратов экономически выгодно в сравнении с дорогостоящей каустической содой. Основные их преимущества перед водными щелочными растворами-низкая токсичность, хорошая растворимость в воде, возможность применения для деталей из черных и цветных металлов. Кроме того, после применения этих препаратов нет надобности промывать детали водой. Препараты «Тракторин», МЛ-51 и МС-6 применяют в машинах и установках для струйной мойки деталей. Препарат МЛ-52 и МС-8 используют для выварки в ваннах деталей от прочных углеродистых отложений. Температура растворов из этих препаратов 70 - 80°С. Продолжительность обезжиривания 8-20 мин. Концентрация водного раствора 20-30 г./л.  Препарат AM-15, представляющий раствор поверхностно-активных веществ в органических растворителях (ксилола, олизариново-го масла и оксиэтилированного спирта), применяют для очистки деталей от прочных смолистых отложений в ваннах, а также для восстановления пропускной способности фильтров грубой очистки. Препарат AM-15, представляющий раствор поверхностно-активных веществ в органических растворителях (ксилола, олизариново-го масла и оксиэтилированного спирта), применяют для очистки деталей от прочных смолистых отложений в ваннах, а также для восстановления пропускной способности фильтров грубой очистки.Препараты «Лабамид-101» и «Лабамид-203» предназначены для удаления масляных и углеродистых отложений различных деталей. «Лабамид-101» применяют в виде водных растворов концентрации «Лабамид-203» применяют в виде водных растворов концентрации 25-35 г./л при температуре 80-100°С в моечных машинах ванного типа. |