Использование нагревательных печей в кузнечно-штамповочном производстве. Использование нагревательных печей в кузнечно-штамповочном произ. Использование нагревательных печей в кузнечноштамповочном производстве
 Скачать 4.99 Mb. Скачать 4.99 Mb.
|

3.3 Механизированные печиК механизированным кузнечным печам относятся карусельные, конвейерные, печи с шагающим подом и др. В этих печах основные трудоемкие операции, связанные с нагревом металла, как-то: загрузка, перемещение и выдача нагреваемых заготовок, механизированы. Кроме того, в них легче поддерживать нужный режим нагрева металла, вести нагрев с меньшим окалинообразованием, обеспечить высокую производительность печи и применить автоматический контроль работы. Карусельные печи. В кузнечных цехах массового производства для нагрева заготовок под штамповку в ряде случаев целесообразно применять карусельные печи. Они удобны для нагрева заготовок любой формы и особенно формы, трудной для проталкивания. Здесь нагрев протекает быстрее, равномернее (заготовки укладываются на поду печи не в плотную) и с меньшим окалинообразованием, так как заготовки лежат на поду печи неподвижно, тогда как в толкательных печах при проталкивании заготовок окалина осыпается, что приводит к большему окислению их. Менышее окисление металла в карусельных печах происходит также потому, что исключается возможность передерживания заготовок – скорость вращения пода устанавливается такой, чтобы продолжительность нагрева заготовки соответствовала времени одного полного оборота пода. Скорость вращения пода может регулироваться в широких пределах, что дает возможность нагревать заготовки разной толщины. Однако карусельные печи имеют и существенные недостатки: высокую стоимость, сложность обслуживания и недостаточную герметичность подового затвора. Карусельные печи делаются с тарельчатым и кольцевым подом. Режим работы печей с тарельчатым подом такой же, как и в камерных печах. В них температура во всех точках рабочего пространства над подом одинакова. В почах с кольцевым подом, как и в методических печах, температура в рабочем пространстве повышается от окна посадки заготовок к окну выдачи. Это способствует более равномерному нагреву заготовок и лучшему теплоиспользованию. На рисунке 21 показана карусельная печь с тарельчатым вращающимся подом. Вращение пода 1 производится специальным механизмом, работающим от электродвигателя. Возможность выбивания газов из рабочего пространства печи или, наоборот, засасывания холодного воздуха в него через зазор между подом и стенками устраняется песочным или водяным затвором 2. Печь может иметь одно или два рабочих окна 3, расположенных рядом; в последнем случае одно из окон служит для посадки заготовок, другое – для выдачи. Горелки (форсунки) 4 устанавливаются равномерно по окружности в верхней части печи, дымовые газы отводятся из рабочего пространства у по каналу 5. Печь оборудована трубчатым рекуператором б, установленным над печью. Регулируя скорость вращения пода и расход топлива, можно создать желаемый режим нагрева металла. Напряжение пода у таких печей достигает 500 кГ/м2 в час выше. 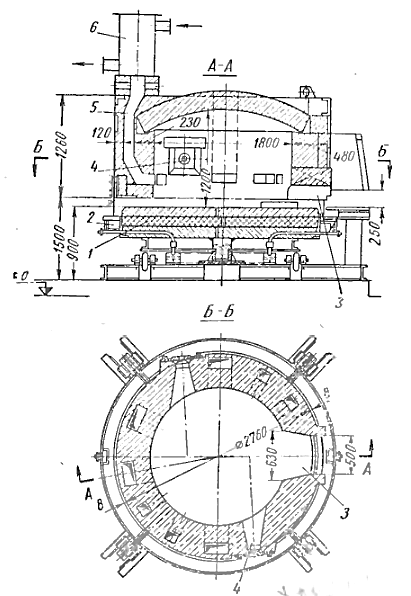 Рисунок 21 – Карусельная печь с кольцевым подом Большие карусельные печи удобны в крупносерийном и массовом производстве для нагрева слитков и крупных заготовок. Карусельные печи, благодаря своим преимуществам, получают все возрастающее применение в кузнечных цехах. Конвейерные печи. Для нагрева концов заготовок (для высадки) при массовом производстве, например, для горизонтально-ковочных машин, фрикционных прессов и др. применяют конвейерные печи. Такими печами целесообразно заменять камерные щелевые и очковые печи, требующие ручного обслуживания при весьма неблагоприятных условиях труда. На рисунке 22 представлена конвейерная печь с вертикальным расположением нагреваемых заготовок. В этой печи производится нагрев концов коротких не толстых заготовок. Конвейер 1 представляет собой цепь, проходящую через сквозную продольную щель в центре пода, а затем вне печи около ее боковой стороны. Конвейерная цепь собрана из пластин толщиной 6 мм и шириной 30 мм, к которым приварены гнезда для заготовок. Заготовки закладываются в гнезда конвейера вертикально, и поэтому при прохождении через рабочую камеру нагреваются только концы заготовок. Движение конвейера производится механизмом 2 от электромотора 3. Печь оборудована рекуператором 4 для подогрева воздуха. Уходящие дымовые газы поступают в рекуператор по каналу 5. При нагреве концов длинных заготовок применяются печи с выносным конвейером, на который заготовки укладываются горизонтально. 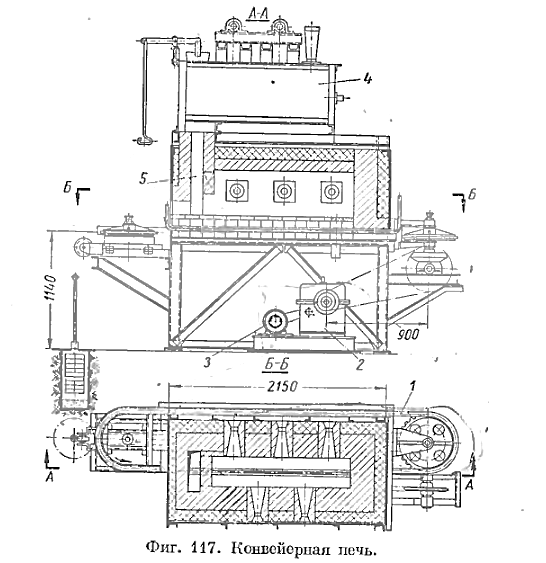 Рисунок 22 – Конвейерная печь Печи с шагающим подом. Печи с шагающим подом (рисунок 23) применяются для нагрева под штамповку листов, полос, профильной заготовки, а также крупных заготовок. Перемещение заготовок в печи осуществляется при помощи передвижной балки 1, представляющей металлическую конструкцию, на которой уложен изоляционный кирпич, а сверху него огнеупорный кирпич. Балка 1 перемещается (шагает) посредством специального механизма 2. При этом она сначала поднимает заготовки, уложенные на подине печи, вверх, а затем при помощи гидравлического привода перемещается поступательно, перенося заготовки в новое положение. После этого балка 1 возвращается в исходное положение для повторного цикла, а заготовки остаются на неподвижной части пода. Между передвижной балкой 1 и неподвижной частью пода расположен водяной затвор. Путь, описываемый балкой, представляет прямоугольник, что гарантирует от сбивания заготовок, так как горизонтальное перемещение начинается только после подъема балки. Печь может работать на газе или мазуте, горелки (форсунки) устанавливают на продольной стоке рабочей камеры печи. Печь оборудуется игольчатым рекуператором для подогрева воздуха: уходящие дымовые газы поступают в рекуператор по каналу 3.  Рисунок 23 – Печь с шагающим подом |