Использование нагревательных печей в кузнечно-штамповочном производстве. Использование нагревательных печей в кузнечно-штамповочном произ. Использование нагревательных печей в кузнечноштамповочном производстве
 Скачать 4.99 Mb. Скачать 4.99 Mb.
|

3.2 Методические и полуметодические печиРазмеры пода методических и полуметодических печей (длина и ширина) обусловливаются производительностью печи, формой и размерами нагреваемых заготовок, а также способом их укладки на поду (поперечные или продольные ряды) и степенью использования тепла уходящих дымовых газов. Обычно у методических кузнечных печей отношение полезной ширины пода к длине принимается до 1:6, а у полуметодических до 1:4. В методических и полуметодических печах проталкивание заготовок по поду рабочего пространства от окна загрузки к окну выдачи производится специальным толкателем; по этому признаку печи называются также толкательными. На рисунке 16 показана полуметодическая печь с камерами 1 и 2 для нагрева под штамповку заготовок длиной около метра, работающая на мазуте (или газе). Заготовки продвигаются по поду посредством пневматического толкателя 3. Выдача нагретых заготовок производится через окно 4. Форсунки (пли горелки) 5 установлены на торцовой стенке лечи. Дымовые газы отводятся из печи через канал 6. 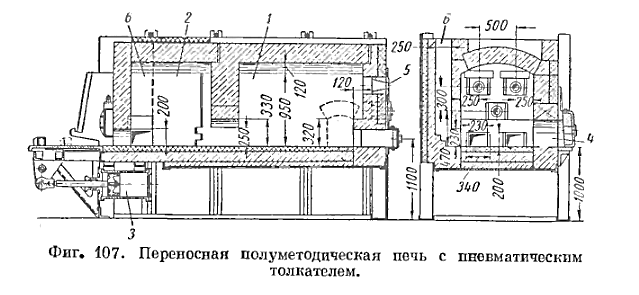 Рисунок 16 – Переносная полуметодическая печь с пневматическим толкателем Для нагрева заготовок, форма которых позволяет свободно проталкивать их по поду печи несколькими продольными рядами, целесообразно применять саморазгружающиеся полуметодические печи. Одна из таких конструкций печей приводится па рисунке 17. Печь работает па газообразном или жидком топливе, горелки (форсунки) 1 установлены на торцовой стенке печи; дымовые газы отводятся по каналу 2 в рекуператор 3. Проталкивание заготовок по поду производится толкателем 4, при этом нагретые заготовки при каждом ходе толкателя одна за другой через отверстия 5 и рукав 6 выбрасываются из печи на транспортер 7. Такие печи небольшого размера для нагрева некрупных заготовок имеют укороченное рабочее пространство с отношением ширины пода к длине B/L=1:2,5 и удлиненное с отношением B/L=1:(4-6). Причем в коротких печах заготовки укладываются на полу в один-два ряда, а в удлиненных печах – до четырех рядов. 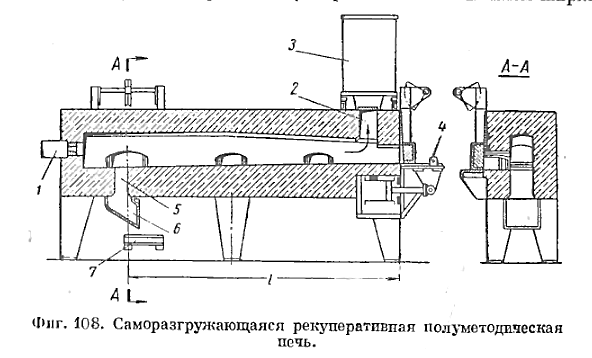 Рисунок 17 – Саморазгружающаяся рекуперативная полуметодическая печь При массовом производстве, когда нагревается много одинаковых по форме и весу заготовок, такие печи целесообразно делать большей длины – с соотношением полезной ширины к полезной длине от 1:7 до 1:10. Ширина пода выбирается такой, чтобы можно было уложить заготовки в один-два продольных ряда. Преимущества методической печи с удлиненным рабочим пространством – более высокая производительность, равномерный нагрев и высокий термический к. п. д. Такие печи делаются с площадью пода 0,6-2,5 м2; их производительность 250-1250 кг/ч. Температура отходящих дымовых газов в печах большой длины 600-800 °С, благодаря этому расход топлива здесь почти в 2 раза меньше, чем в коротких печах. Саморазгружающиеся печи делают и с лобовой выдачей нагретых заготовок (рисунок 18). В этом случае заготовки 1 при проталкивании скатываются из рабочего пространства печи по наклонной части пода 2 на рольганг 3, который подает их непосредственно к прессу или молоту. 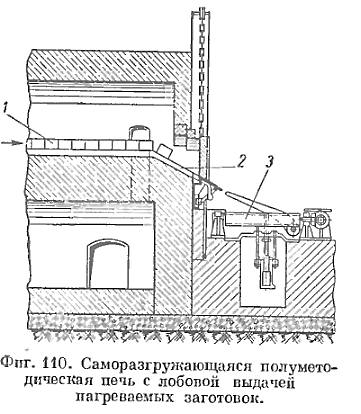 Рисунок 18 – Саморазгружающаяся полуметодическая печь с лобовой выдачей нагреваемых заготовок На рисунке 19 приведена саморазгружающаяся полуметодическая печь для нагрева некрупных заготовок, в которой предусмотрено непрерывное поступление заготовок из бункера 1. Бункер периодически заполняется заготовками; емкость его рассчитана на 1-1,5 ч работы печи. Заготовки выталкиваются из бункера толкателем снизу по одной. По море проталкивания нагретые заготовки проваливаются в отверстие пода печи 2 на специальную заслонку 3, которая, открываясь или под тяжестью заготовки, или при помощи пневматического механизма 4, сбрасывает заготовки на транспортер 5, подающий их непосредственно к молоту (прессу). Дымовые газы уходят из рабочего пространства печи по каналу 6 в рекуператор 7. 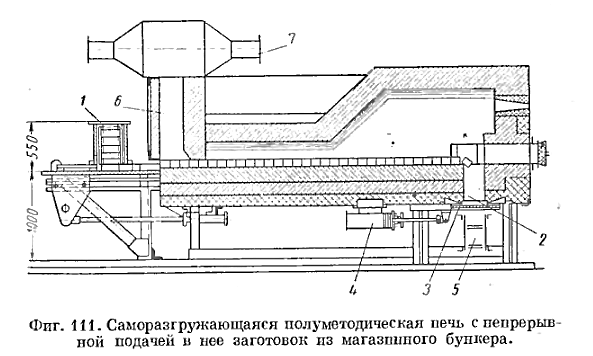 Рисунок 19 – Саморазгружающаяся полуметодическая печь с непрерывной подачей в нее заготовок из магазинного бункера На рисунке 20 представлена полуметодическая печь, работающая на генераторном газе, с механизированной подачей заготовок и транспортированием их к молоту. Печь разделена занавесками на три камеры 1, 2, 3. Горелки установлены в камерах 1 и 2, а нагрев заготовок в камере 3 происходит за счет тепла отходящих дымовых газов, которые далее из камеры 3 по каналу 4 уходят в рекуператор 5 для подогрева воздуха, а отсюда по каналу б опускаются в дымоход 7. Заготовки проталкиваются по поду рабочего пространства печи толкателем 8. Выдача нагретых заготовок из камеры 3 производится выталкивателем 9 через рабочее окно 10. Печь работает с напряжением пода 200-250 кг/м2 в час, удобна для нагрева крупных заготовок из легированной стали. 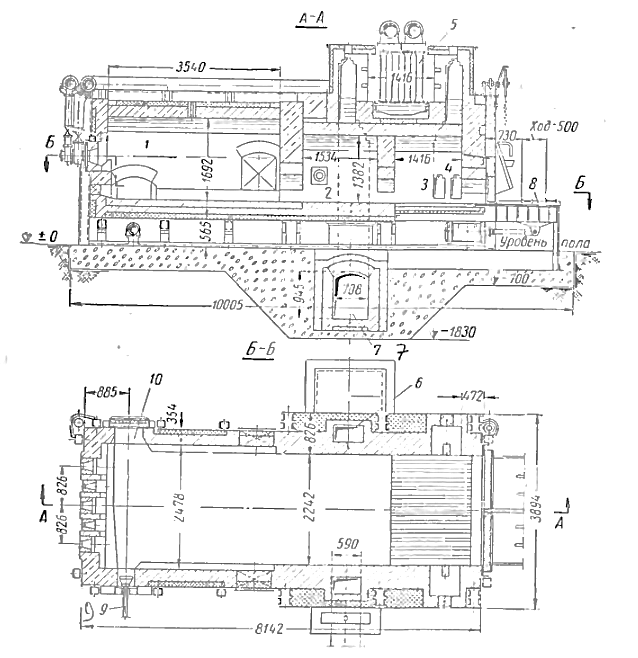 Рисунок 20 – Трехкамерная полуметодическая печь с выталкивателем Методические печи с толкателем делаются и с нижним обогревом заготовок. В этом случае вдоль рабочего пространства печи укладываются трубы, охлаждаемые водой, по которым проталкиваются заготовки; внизу под заготовками для равномерного их нагрева располагают дополнительные горелки. |