Вырезка (Восстановлен). Исследования влияния длительности импульса лазерного излучения на характер порепозиторий ггу имени ф. Скорины 106 В. Н. Мышковец, А. В. Максименко, Г. А. Баевич, В. В
 Скачать 1.44 Mb. Скачать 1.44 Mb.
|

|
Исследования влияния длительности импульса лазерного излучения на характер поРЕПОЗИТОРИЙ ГГУ ИМЕНИ Ф. СКОРИНЫ 106 В. Н. Мышковец, А. В. Максименко, Г. А. Баевич, В. В. Грищенко лиморфных превращений на участке рекристаллизации основы из высокопрочной стали проводились нами экспериментально [6; 7], посредством измерения значений микротвердости в наплавляемом и основном металлах при различных значениях длительности импульсов (6, 15, 20)·10-3с. Для реализации процесса наплавки была использована лазерная технологическая установка, разработанная и созданная на базе импульсного твердотельного лазера на АИГ:Nd+3. Длина волны излучения 1,064 мкм. Наплавка выполнялась локально при однократном воздействии импульса излучения треугольной формы с крутым передним и линейно убывающим задним фронтом плотностью мощности (q = 7,6·109 Вт/м 2 ). График зависимости распределения микротвердости по глубине представлен на рисунке 1. Анализ приведенных зависимостей показал, что на границе ЗТВ и при углублении от нее в основной металл снижения микротвердости основы относительно исходной микротвердости – 5100 МПа для импульсов длительностью 6 и 15·10-3с не происходит. При длительности импульса излучения τ = 20·10-3с в области ЗТВ основы наблюдается снижение микротвердости до 4200 МПа (рисунок 1). Это можно трактовать как факт, подтверждающий то, что в основном металле на участке рекристаллизации при такой длительности импульса лазерного излучения создаются условия для формирования зоны разупрочнения за счет снижения микротвердости. Для экспериментов по отработке технологии покрытий с толщиной слоя 3-5 мм было использовано оборудование ООО НТО "ИРЭПолюс", содержащее волоконный лазер ЛС–5, робот КУКА, оптическую головку фирмы PRECITEC и технологический стол. В качестве наплавочных материалов были выбраны порошки на никелевой основе, изготовленные фирмой Хёгенас, Швеция и ОАО "ПОЛЕМА", Россия (Тула). Размер частиц порошка составлял 40–150 мкм. Мощность лазерного излучения варьировалась в пределах 1800–3800 Вт. Скорость перемещения оптической головки составляла: в поперечном направлении 0,1–2 м/с и в продольном направлении 1–15 мм/с. Лазерную наплавку предварительно насыпанного порошка с толщиной слоя 3–5 мм производили на стальные плиты с размерами 140×140×20 мм. Образцы вырезали электроискровым методом размерами 25×70×20мм. Для наплавки композиционных покрытий была использована установка HUFFMAN HC-205, укомплектованная волоконным лазером мощностью 3,5 кВт, произведенным в ООО НТО "ИРЭПолюс". Мощность лазерного излучения варьировалась в интервале 300–600 Вт, скорость наплавки 4–11 мм/с. Расстояние от торца сопла до подложки изменялось в пределах 4–7 мм. В качестве защитного и транспортирующего газа использовали газ аргон, протекающий под давлением 0,2 МПа со скоростью 6 л/мин. Расход порошка, подаваемого с помощью питателя, составлял 0,33– 1,93 г/мин. Для наплавки использовали порошок ПР-10Р6М5, просеянный до фракции 40–60 мкм, с добавлением в состав шихты порошка 44712 фирмы Хегенс (Швеция) в количестве 3–70%, содержащего карбид вольфрама с кобальтовой связующей фазой в количестве 12%. Металлографические исследования проводили на растровом электронном микроскопе марки EVO 50 производства фирмы Carl Zeiss (Германия), цифровом микроскопе АМ413МL, металлографическом микроскопе Альтами МЕТ 1С. Микротвердость образцов измерялась по методу Виккерса на приборах ПМТ-3, HVS-1000 с автоматическим нагружением индентора при величине нагрузки Р=1 Н. Время выдержки под нагрузкой было выбрано t=20 с. Испытания образцов на абразивное изнашивание проводилось на машине трения БХ-4 по модернизированной в ИМАШ РАН схеме Бринелля-Хаворта [15 - Хрущов М.М., Бабичев М.А. Абразивное изнашивание. – М.: Наука. 1970]. Взвешивание образцов выполняли на электронных весах VIBRA HT/HTR 220TE с точностью измерения 0,0001 г. Для отработки технологических режимов толстослойных покрытий применяли порошок фирмы Хёгенас (заявленная твердость HRC 58) с различной толщиной насыпанного слоя 3–5 мм. Получены наплавленные слои толщиной 3–4,3 мм и шириной 20–30 мм за один проход [16 - Бирюков В.П., Татаркин Д.Ю., Хриптович Е.В. и др. Повышение износостойкости покрытий при лазерной наплавке порошковых материалов. – МНГК "Технологии упрочнения, нанесения покрытий и ремонта – 2016". – СПб.: Изд-во Политехн. ун.-та Петра Великого, 2016.]. На рис.1 представлен микрошлиф единичной наплавленной дорожки. При выборе оптимальных режимов варьировали мощность излучения, скорость перемещения и диаметр лазерного луча на поверхности порошка. Были выявлены закономерности изменения микротвердости в наплавленном слое. Зона перекрытия наплавленных дорожек показана на рис.2. В ней отсутствуют дефекты типа пор, трещин и раковин, также как и в дорожках наплавки при оптимальных режимах обработки. При изменении режимов наплавки микротвердость в наплавленном слое изменялась в широких пределах 6120–12000 МПа. При высокой плотности энергии лазерного луча часть легирующих элементов и углерода выгорает, и микротвердость в наплавленном слое понижается, появляются дефекты в виде пор. При низких значениях плотности энергии лазерного излучения происходит не полное сплавление порошкового материала и снижается микротвердость наплавленных слоев. В таблице 1 представлены результаты испытаний на абразивное изнашивание. выполненных по схеме Бринелля-Хаворта. К вращающемуся резиновому диску прижимался плоский образец с наплавленным покрытием. В зону трения подавался кварцевый песок с размером частиц 200–600 мкм. Продолжительность испытаний составляла 10 минут. По результатам испытаний трех образцов определяли среднюю величину потери массы наплавленного покрытия на каждом режиме обработки.
В результате проведенных исследований на абразивное изнашивание первой партии образцов были найдены оптимальные режимы лазерной наплавки порошковых покрытий. Вторая партия образцов наплавлялась порошками различной твердости и обеих фирм производителей порошковых материалов. На рис.3 представлена зависимость абразивного износа от твердости наплавленного слоя и образца стали 40Х (испы тания проводили по схеме Бринелля-Хаворта). Из приведенных данных следует, что наплавленные слои с твердостью HRC 58–61 (порошки фирмы Хёгенас – 1 и ОАО "ПОЛЕМА" – 2) по износостойкости в 10 раз выше, чем нормализованная сталь 40Х (НВ180) и в 4,6 раза выше, чем улучшенная сталь 40Х (НВ 250–270). Отработку режимов лазерной наплавки порошка ПР-10Р6М5 проводили на единичных наплавленных валиках. Для проведения металлографических исследований были изготовлены шлифы. Наплавленные образцы разрезали перпендикулярно наплавленным дорожкам. Общий вид наплавленного валика и его микроструктура представлен на рис.4 (а и б). Геометрические параметры наплавленных валиков [17 - Бирюков В.П., Татаркин Д.Ю., Хриптович Е.В. и др. Повышение износостойкости покрытий при лазерной наплавке порошковых материалов. – МНГК "Технологии упрочнения, нанесения покрытий и ремонта – 2016". – СПб.: Изд-во Политехн. ун.-та Петра Великого, 2016.] (А: 0,5–0,85 мм – толщина наплавленного слоя; В: 0,05–0,2 мм – глубина проплавления основы; С: 1,2–1.4 мм – ширина зоны наплавки) зависят от скорости перемещения оптической головки, расхода порошкового материала, мощности лазерного излучения. Таким образом, разработана технология лазерной наплавки порошковых материалов на основе никеля с шириной наплавленного слоя 20–30 мм и высотой 3–4,2 мм за один проход. Проведенные испытания на абразивное изнашивание по схеме Бринелля-Хаворта показали повышение износостойкости наплавленных покрытий на основе никеля в 10 раз по сравнению с нормализованной сталью 40Х. ГОСТ 4835— 2013 КОЛЕСНЫЕ ПАРЫ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ Технические условия Lin F., Dong X., Wang. Y. Multiobjective optimization of CRH3 EMU wheel profile // Adv Mech Eng. 2015. Vol. 7. Р. 1–8. ГОСТ Р 53442-2015 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Установление геометрических допусков. Допуски формы, ориентации, месторасположения и биения. М.: СТАНДАРТИНФОРМ, 2016. 91 с. (ISO 1101:2017 Geometrical product specifications (GPS) – Geometrical tolerancing – Tolerances of form, orientation, location and run-out). ЦВ/3429 Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар. 1977. М., 135 с. РД 32 ЦВ 058-2016 Методика выполнения измерений при освидетельствовании колесных пар вагонов колеи 1520 мм. М., 2016. ГОСТ Р 55513–2013. Локомотивы. Требования к прочности и динамическим качествам. – М. : Стандартинформ, 2013. – 75 с ГОСТ 33788–2016. Вагоны грузовые и пассажирские. Методы испытаний на прочность и динамические качества. – М. : Стандартинформ, 2016. – 41 с. ГОСТ 9036-88. Колеса цельнокатаные. Конструкция и размеры (69585)Лысюк В.С. Взаимодействие рельсов и колес в кривых // Путь и путевое хозяйство. 2005. № 10. С. 11–17. 96 Гозбенко В.Е., Бонго Т. Снижение износа гребней колесных паргрузовых вагонов/ Современные технологии. Системный анализ. Моделирование, № 3 (55), 2017. С. – 159-168. 97  Для показателей надежности приводим две формы представления: вероятностная и статистическая. Вероятностную форму используем при априорных аналитических расчетах надежности на стадии проектирования и конструирования, статистическую – по статистическим данным об отказах при экспериментальном исследовании надежности вагонных колес. Вероятность безотказной работы P(t) (ГОСТ 27.002–89), как ранее указывалось, находится в пределах от 0 до 1  где P{ } – вероятность события, заключенного в скобках; τ – наработка (время работы) объекта от начального момента до возникновения отказа – случайная величина; t – заданная наработка объекта (рассматриваемое время работы, заданный интервал времени); F(t) – интегральная функция – функция распределения наработки до отказа, или вероятность отказа объекта за наработку t; f(t) – дифференциальная функция (плотность распределения наработки до отказа). Статистическая оценка вероятности безотказной работы объекта за наработку t (по результатам испытаний)  где N – число объектов, работоспособных в начале испытаний (в начальный момент времени); n(t) – число объектов, отказавших за наработку t. Функцию P(t) считаем функцией надежности. Вероятность безотказной работы P(t) и вероятность отказа Q(t) образуют полную группу событий, поэтому P(t) + Q(t) = 1. Вероятность отказа объекта за наработку t  Статистическая оценка вероятности отказа объекта за наработку t (по результатам испытаний)  Функцию Q(t) = F(t) считаем еще функцией отказа. Вероятность безотказной работы P(t) и вероятность отказа Q(t) являются функцией наработки t. Причем показатель P(t) с ростом t уменьшается, а Q(t) – увеличивается. Это следует из выше указанных формул (2.1) и (2.3) и рисунка 2.1. Поэтому применение P(t) и Q(t) без указания заданной наработки объекта t (периода времени, в течение которого рассматривается работа объекта) не имеет смысла. На рисунке 2.2 приведен характерный график функции P(t).  Рисунок 2.1 – К определению вероятности безотказной работы и вероятности отказа 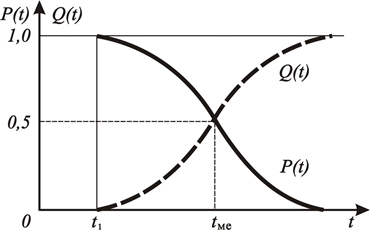 Рисунок 2.2 – Зависимость вероятности безотказной работы Р(t) и вероятности отказов Q(t) объекта от наработки t Как видно из рисунка 2.2, кривая функции безотказной работы объекта P(t) (функция надежности) является убывающей в зависимости от наработки. При t = 0 P(t) = 1, при t = ∞ P(t) = 0. Пунктиром показана кривая функции отказов Q(t), которая симметрична по отношению к P(t). Обе кривые пересекаются в точке, соответствующей средней (медианной) наработке объекта t = tме, при которой P(t) = Q(t) = 0,5. Рассмотрим построение зависимостей функций безотказной работы P(t) и отказа объекта Q(t) от наработки на основе результатов испытания 10 одинаковых объектов. Продолжительность испытания – до отказа всех 10 объектов. Будем фиксировать число отказавших объектов в течение каждой тысячи километров пробега. Результаты испытания показаны на рисунке 2.3. 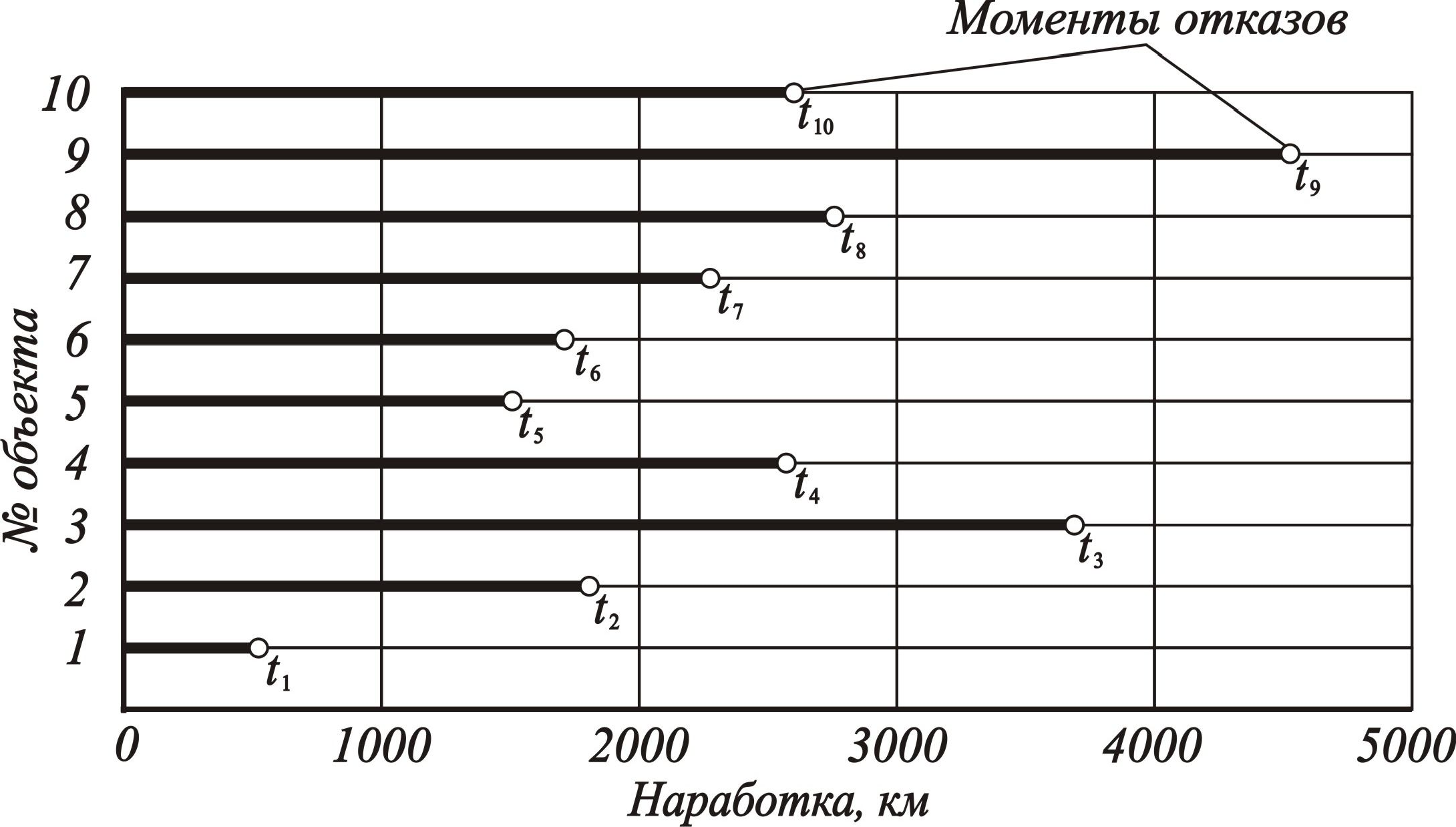 Рисунок 2.3 – Схема процесса испытаний 10 объектов Статистические оценки P(t) и Q(t): за наработку t = 1000 км – n(1000) = 1,  за наработку t = 2000 км – n(2000) = 4,  за наработку t = 3000 км – n(3000) = 8,  за наработку t = 4000 км – n(4000) = 9,  за наработку t = 5000 км – n(5000) = 10,  В результате испытания получены эмпирические кривые P(t) и Q(t) (рисунок 2.4). Как уже отмечалось, для получения достоверных оценок P(t) и Q(t) необходимо увеличивать число наблюдаемых объектов N. 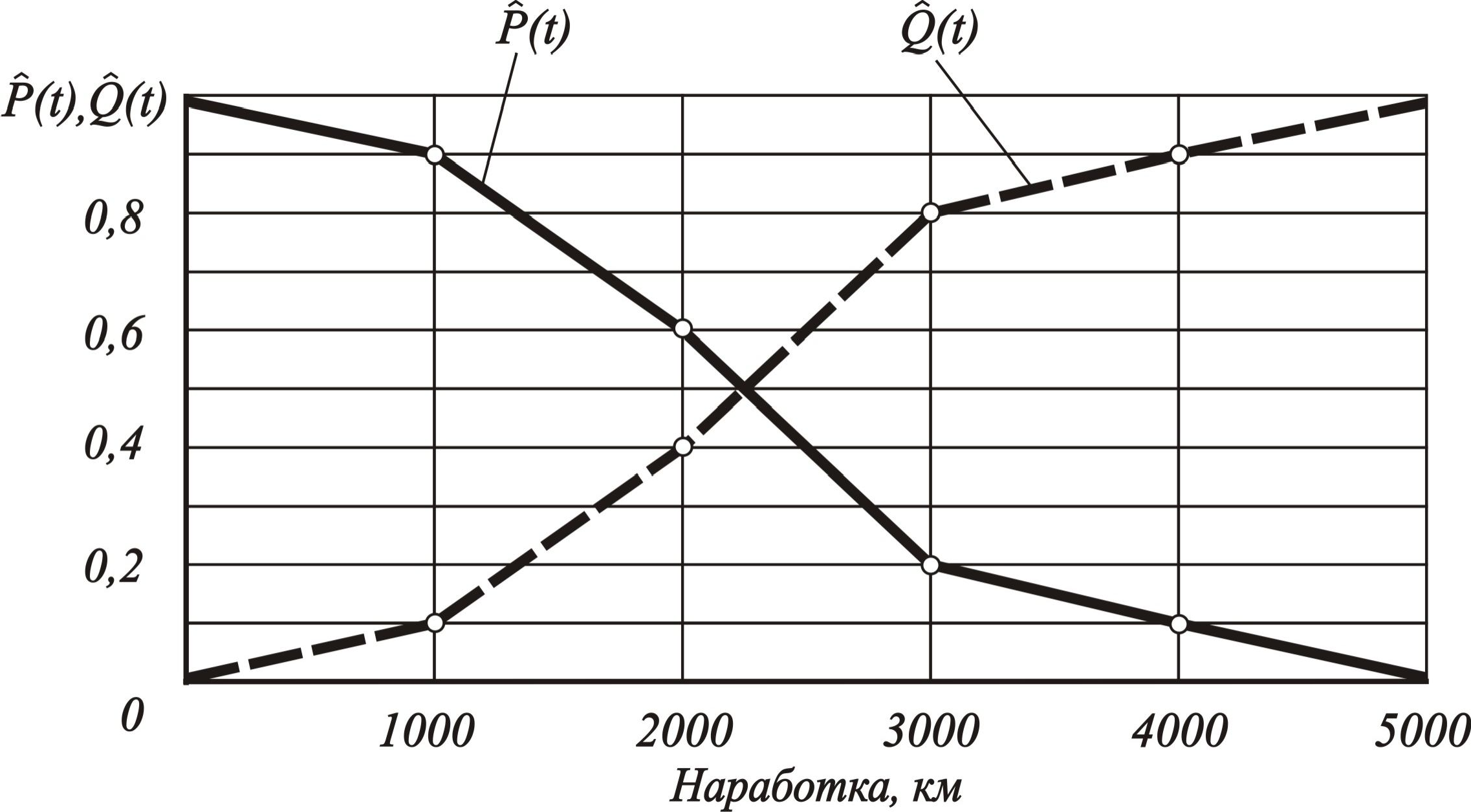 Рисунок 2.4 – Функции P(t) и Q(t), полученные по результатам испытаний Как следует из графика, за интервал наработки рассматриваемых объектов t = 1000 км имеем весьма высокую безотказность работы, равную P (1000) = 0,9. При t = 2000 км значение P (2000) = 0,6, при t = 3000 км – P (3000) = 0,2 и т.д. Каждому вагонному колесу в зависимости от его работоспособности соответствует своя кривая P(t) с большей или меньшей областью безотказной работы. Допустимое значение P(t) выбирается в зависимости от степени опасности отказа. Например, для ответственных изделий вагона (колесная пара, буксовый узел, тормозное оборудование и др.), отказ которых может привести к катастрофическим последствиям (авария, катастрофа, невыполнение ответственного задания), допустимые значения функции надежности доходят до P(t) = 0,99. Если последствия отказа связаны со значительным экономическим ущербом (повышенные простои в ремонте, работа на пониженных режимах, работы с ухудшенными параметрами), допустимое значение P(t) может быть ≥ 0,9. Неисправность колесной пары, например, часто влечет за собой отказ вагона в эксплуатации. В зависимости от причины отказа будут и разные последствия. Если это внезапный излом оси, то будет иметь место авария. Если превышение нормативного значения выходного показателя, например, прокат колеса, более 9 мм или другая серьезная неисправность, то будут иметь место различные по величине экономические потери. Отсюда рекомендуемое допустимое значение P(t) для оси колесной пары за наработку 10 лет должно быть не менее: 0,990 – для пассажирских вагонов, 0,983 – для грузовых вагонов [Нормы для расчета и проектирования новых и модернизированных вагонов железных дорог МПС колеи 1520 мм. – М.: ВНИИВ-ВНИИЖТ, 1983. – 260 с.]. Вероятность безотказной работы и вероятность отказа на интервале ∆ t, при условии, что объект проработал безотказно до начала этого интервала. В этом случае используется теорема умножения вероятностей, согласно которой вероятность произведения (совместного осуществления) событий А и В равна произведению вероятности Р(А) события А на условную вероятность РА (В) события В. При этом вероятность РА (В) вычисляют в предположении, что событие А наступило. Тогда, по теореме умножения вероятностей, вероятность безотказной работы объекта за наработку (t + ∆ t) (рисунок 2.5) –  где P(t) – вероятность безотказной работы объекта за наработку t;  – условная вероятность безотказной работы объекта за интервал наработки ∆t. – условная вероятность безотказной работы объекта за интервал наработки ∆t.Отсюда  т. е. условная вероятность безотказной работы объекта в интервале наработки ∆t равна отношению вероятностей безотказной работы в конце и в начале рассматриваемого интервала наработки ∆t. 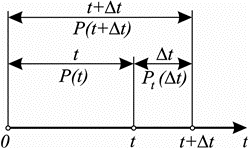 Рисунок 2.5 – К определению условной вероятности события на интервале ∆t Условная вероятность отказа объекта в интервале наработки ∆t –  Гамма-процентную наработку до отказа tγ определяют из уравнения  где P (tγ) – заданная вероятность безотказной работы;  – событие, означающее, что случайная величина τ примет значение, большее tγ, с заданной вероятностью γ; – событие, означающее, что случайная величина τ примет значение, большее tγ, с заданной вероятностью γ;tγ– искомое значение гамма-процентной наработки до отказа; f (t) – функция плотности распределения наработки до отказа. Гамма-процентную наработку до отказа tγ определяем и по интегральной функции как корень уравнения  Как следует из формулы (2.9), гамма-процентное значение показателя представляет собой квантиль соответствующего распределения. Если известен теоретический закон распределения наработки до отказа и его параметры, то величину гамма-процентной наработки  рассчитываем по формулам: рассчитываем по формулам:- для нормального распределения –  - для экспоненциального распределения –  - для распределения Вейбулла –  где μ, s – параметры нормального распределения;  – квантиль нормированного нормального распределения, соответствующий вероятности – квантиль нормированного нормального распределения, соответствующий вероятности  ; ; – параметр экспоненциального распределения; – параметр экспоненциального распределения;a, b – параметры распределения Вейбулла. Графическая схема определения гамма-процентного значения наработки до отказа с помощью кривых интегральной функции, функции надежности и дифференциальной функции показана на рисунке 2.6. 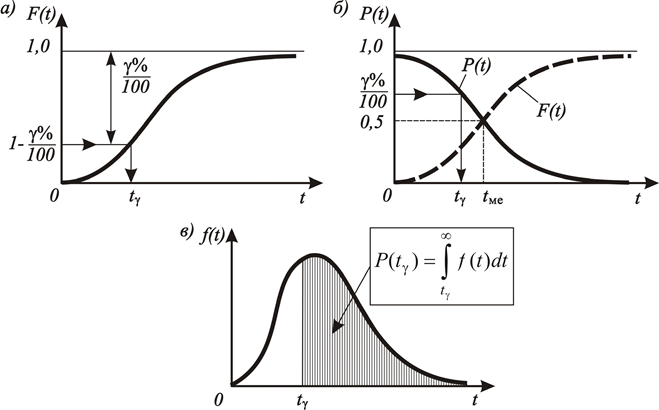 Рисунок 2.6 – Определение гамма-процентного значения случайной величины с использованием функций: а – интегральной F(t); б – надежности P(t), в – дифференциальной f(t) Как следует из приведенной схемы, для получения требуемого уровня безотказной работы объекта необходимо: • задаться допустимым значением P(t) = % /100 = , т. е. гамма-процентом объектов (в долях единицы), которые проработают без отказа за гамма-процентную наработку;• определить наработку объекта t = , соответствующую данной регламентируемой вероятности безотказной работы.По значению гамма-процентной наработки до отказа судят о большей или меньшей безотказности вагонных колес. Для показателей безотказности обычно задают значения 90; 95; 99; 99,5 % и т.д. Для критических отказов задаваемые значения должны быть весьма близки к 100 %, чтобы сделать критические отказы практически невозможными событиями.Вероятностная оценка средней наработки до отказа  где f(t) – функция плотности распределения наработки до первого отказа, f (t) = F'(t) = Q'(t); F(t) – функция распределения наработки до отказа. Формула (2.13) позволяет вычислить математическое ожидание наработки объекта до отказа при известной функции плотности распределения f(t), интегрированием произведения [tf (t)] по всей области определения f(t) (рисунок 2.7, а). Среднюю наработку до отказа T1 в общем случае получаем также, используя функцию надежности P(t):  Таким образом, величина T1 численно равна площади под кривой функции надежности P(t) в пределах от t = 0 до t = ∞ (рисунок 2.7, б). 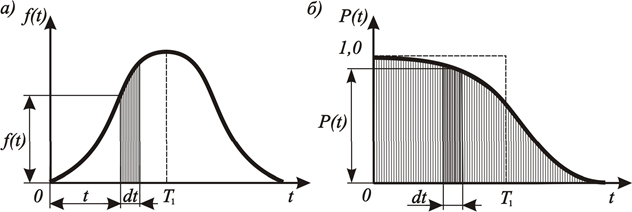 Рисунок 2.7 – К вероятностному определению средней наработки до отказа (математического ожидания наработки до отказа) с использованием функций: а – дифференциальной f(t); б – надежности P(t)) Статистическая оценка средней наработки до отказа: - для небольшого числа испытуемых объектов при наличии информации о моментах выхода из строя всех испытуемых объектов –  - для большого числа испытуемых объектов при наличии информации о количестве вышедших из строя объектов в каждом j-м интервале наработки –  где ti – наработка i-го объекта до первого отказа; k – число интервалов статистического ряда; nj – число объектов, отказавших в j-м интервале; tj – среднее значение j-го интервала; N – число работоспособных объектов в начале испытания (при t = 0). По результатам испытаний 10 вагонных колес установлена наработка каждого из них до первого отказа: t1 = 760 км, t2 = 1500 км, t3 = 1300 км, t4 = 2400 км, t5 = 1400 км, t6 = 3100 км, t7 = 2400 км, t8= 2900 км, t9 = 4400 км, t10 = 2400 км. Наблюдение велось за 1000 однотипных колес вагонов (N =1000). Воспользовавшись формулой (2.12), получим  Таблица 2.1 – Количество отказов объектов в j-м интервале наработки
Для определения T1 воспользуемся формулой (2.16):   |