Лабораторная работа зенкеры. ЛАБА2 ЗЕНКЕРЫ. Изучение конструкции и кинематической схемы сверлильного станков
 Скачать 2.82 Mb. Скачать 2.82 Mb.
|

1 2 Коническое (конусное) Своей формой напоминает конус с острым наконечником. Подходит для работы с металлом, толщина которого не превышает 0,5 см. Всего один инструмент способен проделать разные по размеру отверстия.  Все зависит от начального и конечного диаметра конуса, а также от глубины погружения. С противоположных боковых сторон сверла находятся специальные канавки с заточенными кромками. Ступенчатое Разновидность конусного варианта. Конус разделен на ступени с увеличением их диаметра, которые имеют свой размер.  Инструмент удобен тем, что позволяет в процессе работы отслеживать диаметр образуемого отверстия. Копьевидное Формой напоминают наконечник копья, откуда и название.  Используются при работе с твердыми, но одновременно хрупкими материалами, например, стеклом и кафелем. Балерина (балеринка) Круговое сверло, которое используется при работе с деревом и кафелем. Все зависит от установленной режущей части. Спроектировано таким образом, чтобы на выходе получалось идеально ровное отверстие большого диаметра. Инструмент имеет крестообразную форму с резцами, расстояние до которых от центра может регулироваться.  Так выставляется диаметр необходимого отверстия. Центральная часть – спиральное сверло, вокруг которого и вращаются резцы. Сверла одностороннего резанья Режущие кромки находятся с одной стороны относительно оси самого инструмента. В свою очередь делятся на пушечные (передний конец стержневидной формы наполовину срезан, что формирует отводной канал для стружки) и ружейные (обжатая трубка с полостью, через которую подводится охлаждающая жидкость, и углом канавки до 120 градусов).   Трубчатые Аналогия коронок, но с более длинной рабочей частью.  Конструкции Форстнера Усовершенствованный вариант спирального инструмента, но с дополнительными фрезами.  Конструкции Жирова Подвид винтового инструмента, имеющий три конуса на режущей части, из-за чего ее длина увеличена.  Также конструкция дополнена перемычкой с пазом, которая подточена на треть режущей кромки. Конструкции Юдовина и Масарновского Инструмент с большим углом канавки и особенной ее формой, что и отличает его от других видов. Зенковочное Монолитный цилиндр, имеющий несколько режущих кромок, образующих конус. Используется для зенковки отверстий под головки винтов. ПО НАЗНАЧЕНИЮ Инструмент делится по назначению, что и является причиной его особой формы в каждом конкретном случае. В строительстве, в быту и на производстве используются следующие сверла: Универсальные Как понятно из названия, справляются с большинством материалов. Имеют особую заточку, которая получила соответствующее название – универсальная. 5. Расскажите о назначении сверлильных станков и дайте их классификацию. Сверлильные станки используются для обработки отверстий как в сложных производственных, так и бытовых условиях. В ремонтных мастерских, гаражах, слесарных помещениях ремонтных бригад на заводах и в компаниях обслуживающих городские коммуникации встречаются небольшие универсальные станки. В цехах, производящих сложные работы, они имеют несколько усложнённую конструкцию, большую массу, и отличаются повышенной точностью сверления, нарезки резьбы, зенкерования и рассверливания. Классификация станков по ЭНИМС для работ по металлу имеет 9 групп. Сверлильные и расточные металлообрабатывающие станки по классификации попали во 2 группу. В этой группе, как и в большинстве других, оборудование делится на 9 типов: Вертикально-сверлильные; Одношпиндельные полуавтоматические; Многошпиндельные полуавтоматические; Одностоечные координатно-расточные; Радиально-сверлильные; Расточные; Алмазно-расточные; Горизонтально-сверлильные; Разные сверлильные. Каждый из сверлильных станков имеет своё основное назначение. Разновидности их в таблице распределены по принципу уменьшения популярности. Классификация проводилась на основе изучения спроса, на все типы сверлильного оборудования. Классификация по универсальности Станки сверлильной группы по назначению делятся на 3 большие группы: Универсальные – их назначение в выполнении широкого диапазона номенклатуры работ по металлу. Их универсальность в проведении работ мешает задействовать их в массовом производстве деталей. Зато штучные детали на таких станках можно обработать от А до Я – высверлить открытое или закрытое отверстие, нарезать резьбу, произвести зенкерование детали и т.д. Для сверления глубоких отверстий при производстве однотипных деталей используются станки из группы «специализированные». Основные представители этого класса оборудования работают на поток в массовом производстве. Они специализируются на выполнении одной или нескольких операций. «Специальные» — такие станки могут выполнять несколько операций одновременно или поэтапно для обработки одной заготовки. Как и все станки по металлу, сверлильные станки различаются по массе, классу точности, уровню автоматизации, устройство стола. Виды сверлильных станков из группы «универсальные»: Вертикально-сверлильные станки. Настольные — предназначаются для обработки небольших деталей. Оборудование этого типа способно обрабатывать отверстия диаметром от 3 до 18 мм. Станки средней группы с диаметром максимального сверления от 25 до 50 мм. Движение шпинделя относительно рабочей поверхности стола может быть только вертикальной плоскости, что предполагает перед работой перемещение самой детали для установки её в необходимое для обработки положение. Вращение шпинделю передаётся посредством зубчатой передачи от вертикально расположенного двигателя. Он может находиться в кожухе, закреплённым к корпусу. Радиально-сверлильные станки. Принцип работы отличается от вертикальных тем, что заготовка крепится в определённом положении на столе или плите, а относительно неё перемещается инструмент, закреплённый в шпинделе. Для крепления детали у плиты имеются пазы в виде буквы «Т». Некоторые станки относится к разряду переносных, имеют поворотную шпиндельную головку, чего не имеют станки вертикально-сверлильной группы. Диаметр сверления до 100 мм. Используется, как правило, для сверления заготовок большой массы и габаритов. Как в любом правиле, существуют исключения, поэтому станки этого вида можно встретить в цехах массового производства. Частота вращения и подача регулируются за счет переключения рукояток. Кроме этого, на станке может регулироваться высота расположения шпинделя путем перемещения траверсы по колонне. Траверса перемещается вручную в зависимости от необходимой высоты расположения инструмента для обработки. Горизонтально-сверлильные. Как правило, они применяются для сверления глубоких отверстий. Вес и габариты заготовок диктуют особенности обработки на данном станке. Для лёгких деталей главное движение — вращения относительно обрабатывающего инструмента. Тяжёлые заготовки остаются при обработке неподвижными. Настольные станки относятся к разряду одношпиндельных. Частота вращения регулируется ременной передачей. Предназначаются для сверления отверстий малого диаметра. Недавно настольные станки, предназначенные для переноса их по месту необходимого проведения сверлильных работ, стали оснащаться магнитной подошвой. Магнит внутри основания служит для крепления станка к металлической поверхности. Мощного магнита вполне хватает, чтобы станок был устойчивым без дополнительных креплений. Его можно взять с собой и на полевой стан и на строительство дома и даже использовать его в мостостроении. Главное, чтобы на месте проведения необходимых работ, был достойный источник для питания электродвигателя. Если нет достаточного питания, то все остальные преимущества работы подобных станков оценить в полевых условиях не удастся. Многошпиндельные сверлильные станки могут выполнять поэтапно несколько операций в обработке одной заготовки. После проведения одной части работы, без потери времени на смену инструмента, в ход вступает следующее сверло. Станки, имеющие такую компоновку, применяются в массовом производстве, так же как и оборудование, которое позволяет параллельно выполнять сверление в заготовке нескольких отверстий. Шпиндель, в котором свёрла разного диаметра расположены в ряд используется при изготовлении детали с расширяющимся внутренним диаметром. Принцип проведения обработки заготовки состоит в том, что сначала проводится обработка самым тонким, из необходимых, сверлом, а далее по возрастанию диаметров. ОбозначениеПо буквам и цифрам в маркировке об оборудовании можно рассказать если не всё, то очень многое. Аббревиатура специалисту, работающему со станками по металлу, скажет об его основных характеристиках. Буквенно-цифровое обозначение на корпусе указывает: первая цифра — на группы по таблице классификации металлообрабатывающего оборудования; вторая цифра – на тип оборудования; если на втором месте указывается буква, то это говорит о модернизации базовой модели; максимальный диаметр сверления в мм определяется по значению последних 2 цифр. если в конце стоят буквы «Н», «П», «В, «А», «С», то они указывают на точность, «М» — магазина со сменным инструментом. 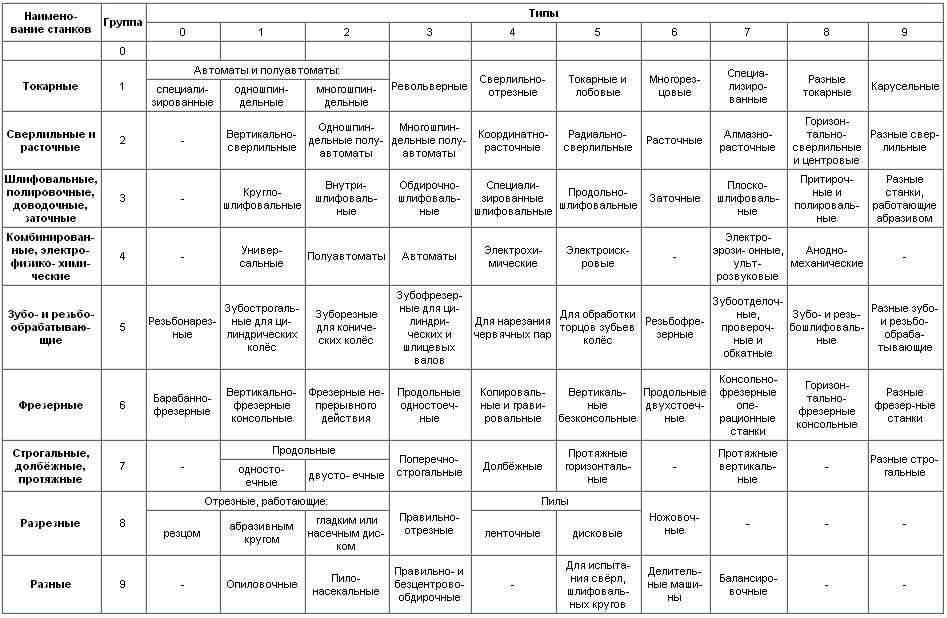 6 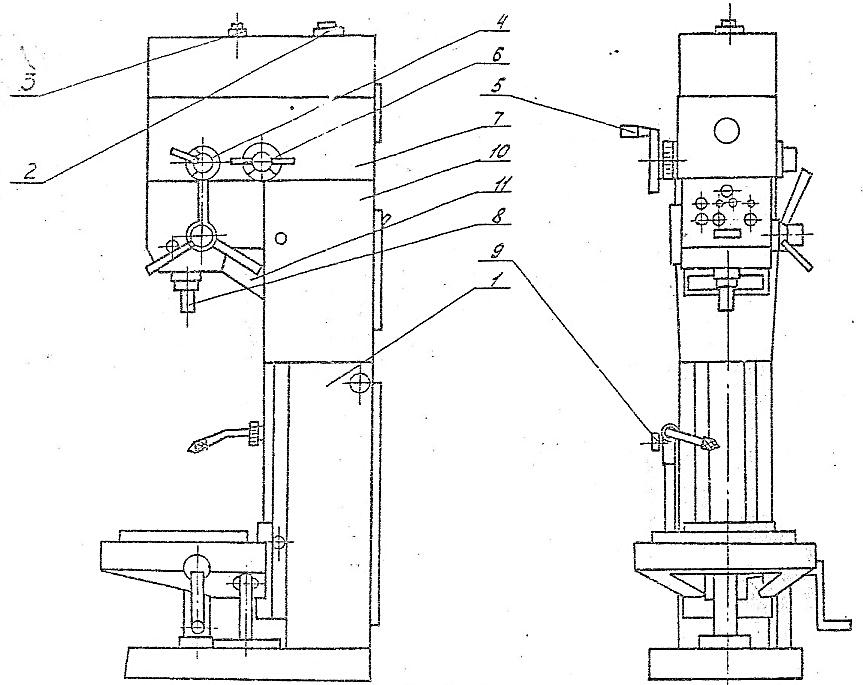 . Назовите основные узлы вертикально-сверлильного танка. . Назовите основные узлы вертикально-сверлильного танка.Основные части станка: 1. Колонна, плита, стол 2. Привод 3. Коробка скоростей и подач 4. Механизм управления коробкой скоростей 5. Механизм управления вариатором 6. Механизм управления коробкой подач 7. Головка 8. Шпиндель 9. Охлаждение 10. Электрооборудование  Рис. 7.1. Вертикально-сверлильный станок 11. Светильник 7. Что является главным движением и движением подачи при сверлении? Главным движением в вертикально-сверлильных станках является вращение шпинделя с закрепленным в нем инструментом. Движение подачи в станках этого типа осуществляется вертикальным перемещением шпинделя. Заготовку обычно устанавливают на столе станка. Станина имеет вертикальные направляющие, по которым перемещается стол и сверлильная головка, несущая шпиндель и двигатель. Управление коробками скоростей и подач осуществляют рукоятками, ручную подачу — штурвалом. Контроль глубины обработки осуществляют по лимбу. В нише станины размещен противовес. Электрооборудование станка вынесено в отдельный шкаф. Фундаментная плита служит опорой станка. В средних и тяжелых станках на ее верхнюю плоскость можно устанавливать заготовку. Стол станка бывает подвижным, неподвижным (съемным) или поворотным (откидным). Его монтируют на направляющих станины или выполняют в виде тумбы, установленной на фундаментной плите. Охлаждающую жидкость подают электронасосом по шлангу. Узлы сверлильной головки смазывают с помощью насоса, остальные узлы станка — вручную. Сверлильная головка состоит из чугунной отливки, на которой смонтированы коробки скоростей и подач, а внутри — шпиндель и механизмы управления. Коробка скоростей содержит двух- и трехвенцовый блоки зубчатых колес, при переключении которых рукояткой шпиндель получает различные угловые скорости. Исполнительным звеном служит кулачково-зубчатый механизм, передающий движение штангам, на которых укреплены вилки, связанные с переключаемыми блоками. Так шпиндель станка имеет ступени частот вращения, обеспечиваемых коробкой скоростей и двухскоростным электродвигателем. Шпиндель смонтирован на двух шарикоподшипниках в гильзе. Осевое усилие подачи воспринимает нижний упорный подшипник, а вес шпинделя — верхний. Подшипники регулируют гайкой. 8. Каковы параметры режима резания при сверлении? Основными элементами режима резания при сверлении являются скорость резания, подача и глубина резания. Скоростью резания называется окружная скорость наиболее удаленной от центра сверла точки режущей кромки, измеряемая в метрах в минуту (м/мин). Скорости резания при сверлении (работа с охлаждением) конструкционных сталей
1 2 | ||||||||||||||||||||||||||||||||||||||||||||||