Дипломный проект Барбашёва Л.В.. Железнодорожный транспорт России должен обеспечить важнейшие транспортно экономические связи на огромных территориях
 Скачать 1.47 Mb. Скачать 1.47 Mb.
|

 Введение ВведениеЖелезнодорожный транспорт России должен обеспечить важнейшие транспортно - экономические связи на огромных территориях. На долю железнодорожных перевозок приходится почти ¾ внутреннего грузооборота и около половины общего объема пассажирских перевозок. Поэтому непрерывно и целенаправленно осуществляются работы по развитию материально - технической базы железнодорожного транспорта. Парк подвижного состава железнодорожного транспорта характеризуется многообразием типов и конструкций вагонов, используемых в перевозочном процессе грузов и пассажиров. Условия эксплуатации вагонов связаны со значительными статическими и динамическими нагрузками, а в отдельных случаях - с воздействием высоких температур, повышенной влажности, агрессивных сред на конструкции вагонов. Учитывая особенности эксплуатации вагонов, приведены прогрессивные методы объективной оценки фактического технического состояния пассажирской тележки модели ТВЗ - ЦНИИ ( М ) - 68-875, диагностика с прогнозированием оставшегося моторесурса, что является ключевым моментом в увеличении межремонтного срока службы тележки. На железнодорожном транспорте осуществляется ряд крупных мероприятий по улучшению оснащенности вагонного парка, повышению прочности, надежности и долговечности узлов и деталей вагонов. В вагоностроении широко используют метисные стали марки 09Г2Д, что позволило значительно повысить коррозийную стойкость конструкции. Освоено серийное производство малых деталей из низколегированных сталей для тележек грузовых вагонов и автосцепных устройств, благодаря чему их надежность возросла в 1,3 - 1,4 раза. Усиленны элементы рам и каркасов кузовов. Будет полностью осуществлен перевод парка грузовых вагонов на композиционные колодки с сетчатым проволочным каркасом и композицион- -ным материалом повышенной теплопроводности.  Вагоноремонтные заводы предназначены для капитального ремонта вагонов прошедших срок эксплуатации узлов и частей вагона. На заводе производится замена старых узлов на новые. В условиях концентрации производства и повышении уровня механизации стационарная система ремонта уступила место новому прогрессивному поточному методу. Вагоноремонтные заводы предназначены для капитального ремонта вагонов прошедших срок эксплуатации узлов и частей вагона. На заводе производится замена старых узлов на новые. В условиях концентрации производства и повышении уровня механизации стационарная система ремонта уступила место новому прогрессивному поточному методу.Для обеспечения качественных показателей вагонов программа предусматривает выпуск вагонов нового поколения с повышенными требованиями надежности, долговечности, ремонтопригодности и сохраности подвижного состава, требующих меньших эксплуатационных затрат на их содержание, обслуживание и обеспечивающих полное удовлетворение потребностей РФ в перевозках с учетом обострения конкуренции с другими видами транспорта. В области пассажирского вагоностроения акцент делается на создание вагонов максимально удовлетворяющих потребности пассажиров в перевозках. Оно включает решение проблемы ускорения доставки пассажиров, их безопасности следования и комфорта в пути. Целью моей работы является организация работы участка ремонта тележек пассажирских вагонов, которые считаются, одним из важнейших узлов пассажирских вагонов. От их технически исправного состояния зависит безопасность движения составов по железным дорогам России, а значит здоровье и жизнь пассажиров.  Глава 1 Теоретические основы технологического процесса ремонта пассажирских тележек Глава 1 Теоретические основы технологического процесса ремонта пассажирских тележек1.Назначение, устройство и работа тележек Тележки служат для направления движения вагона по рельсовому пути, распределения и передачи всех нагрузок от кузова на путь, а так же восприятия тяговых и тормозных сил и обеспечения движения вагона с минимальным сопротивлением и необходимой плавностью хода. Отличительной особенностью современных пассажирских вагонов является наличие двойного рессорного подвешивания — буксового и центрального. Обе ступени подвешивания работают последовательно, обеспечивая тем самым высокую суммарную гибкость рессорного подвешивания. Рама пассажирской тележки опирается на бесчелюстные буксы через упругие элементы буксового подвешивания, которые выполняют функции первичного подрессоривания. В центральном подвешивании в отличие от грузовых тележек для гашения колебаний используются исключительно гидравлические демпферы. Типовыми пассажирскими тележками являются двухосные тележки моделей 68-875 (68-876) и 68-4065 (68-4066), обеспечивающие нормальную эксплуатацию вагонов со скоростью 160 км/ч. Все эти четыре модели называют ТВЗ-ЦНИИ-М. Здесь ТВЗ - Тверской вагоностроительный завод, ЦНИИ-Центральный,Научно-Исследовательский Институт железнодорожно-го транспорта; теперь он называется ВНИИЖТ; М- модернизированная. Особенности каждой из этих моделей описаны ниже. В эксплуатации имеются также тележки типа КВЗ-ЦНИИ, которые являются предшественницей тележек ТВЗ-ЦНИИ-М. Даже и название заимствовано от старых тележек (город Тверь назывался раньше Калинин, отсюда КВЗ). Тележка модели 68-875 (ТВЗ-ЦНИИ-М) Тележка представляет собой вариант дальнейшего развития конструкции тележки типа КВЗ-ЦНИИ.  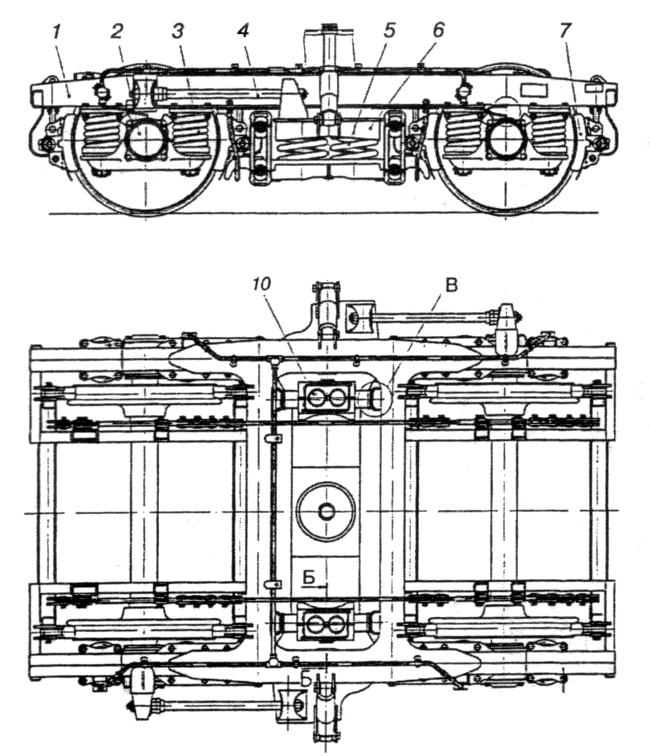 Рисунок 1- тележка ТВЗ - ЦНИИ-М Она состоит из двух колесных пар с буксовыми узлами 2, двойного рессорного подвешивания — буксового 3 и центрального 5, рамы 1, надрессорной балки 6 и тормозной рычажной передачи 7. Кузов опирается на тележку через скользуны 10 надрессорной балки; связь рамы с буксами — упругая шпинтонно-бесчелюстная; тормоз — колодочный с двусторонним нажатием колодок.   Рисунок 2 - Рама тележки ТВЗ - ЦНИИ-М Рама тележки (рис. 2) - сварная Н-образной формы. Она состоит из двух боковых 2, двух средних поперечных 10, четырех укороченных концевых 8 и четырех вспомогательных продольных 9 балок. Элементы рамы изготавливают из стали СтЗсп или 09Г2Д. Боковые балки 2 рамы сварены из двух швеллеров № 20В и имеют замкнутое коробчатое сечение. В средней части сверху и снизу они перекрыты стальными усиливающими листами. К боковым балкам приварены снизу опорные плиты 3 с центрирующими кольцами, сбоку - кронштейны 5 и 7 для крепления соответственно гасителей колебаний и продольных поводков, а также упоры (вертикальные скользуны) 6 для ограничения перемещения надрессорной балки поперек вагона. К опорным плитам прикреплены болтами шпинтоны 1 буксового подвешивания. В нижней части каждой боковой балки имеются два овальных  отверстия для пропуска тяг-подвесок люльки и четыре отверстия для предохранительных скоб центрального подвешивания. отверстия для пропуска тяг-подвесок люльки и четыре отверстия для предохранительных скоб центрального подвешивания.Средние поперечные балки 10 сварные коробчатого сечения и изогнуты на участках между боковыми и вспомогательными продольными балками. Каждая балка сварена из двух вертикальных и двух горизонтальных листов толщиной 10 мм. К балкам приварены упоры (вертикальные скользуны) 4, ограничивающие перемещения надрессорной балки вдоль вагона при выходе из строя продольных поводков, а также кронштейны 13 для подвесок тормозных башмаков. В отверстия этих кронштейнов вварены втулки. Вспомогательные продольные 9 и укороченные концевые 8 балки предназначены для крепления деталей тормозной рычажной передачи. Эти балки отштампованы из листов толщиной 14 мм корытообразного профиля. У продольных балок этот профиль открытый, а у концевых закрыт приваренной планкой толщиной 8 мм. К вспомогательным продольным балкам приварены кронштейны 12 подвески рычагов и 77 мертвой точки, а к концевым - кронштейны 14 для подвесок тормозных башмаков. Рессорное подвешивание — двойное: буксовое и центральное. 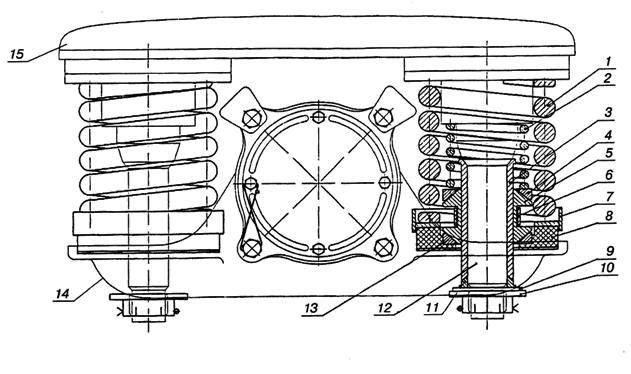 Рисунок 3 - Буксовое подвешивание Буксовое подвешивание (рис.3) состоит из четырех комплектов. Каждый комплект подвешивания — расположенный на одной буксе — включает две наружные пружины 1, поддерживающие раму 15 тележки и опирающиеся на кронштейны корпуса буксы 14, два фрикционных гасителя колебаний, расположенных внутри наружных пружин, и два резиновых кольца 8. В этой ступени подвешивания для дополнительной связи букс с рамой тележки применяются шпиптоны 12, закрепляемые на боковой балке рамы. Шпинтоны не позволяют буксам, а следовательно, и колесным парам  разъединяться с рамой тележки при сходе вагона с рельсов и совместно с пружинами ограничивают перемещения букс в горизонтальной плоскости. разъединяться с рамой тележки при сходе вагона с рельсов и совместно с пружинами ограничивают перемещения букс в горизонтальной плоскости.Наружные пружины опираются на металлические поддоны 7, каждый из которых представляет собой опорное кольцо, свареьшое заодно с кожухом. Между поддонами и кронштейнами корпуса буксы вводятся резиновые кольца 8, предназначенные доя уменьшения высокочастотных колебаний рамы и снижения шума внутри вагона. Резиновые кольца устанавливаются в углублениях кронштейнов корпуса буксы.К элементам фрикционного гасителя колебаний относятся шпинтонная втулка 3, шесть фрикционных клиньев 5, верхнее 4 и нижнее 13 опорные конусные кольца, а также внутренняя пружина 2. Фрикционные клинья, обхватывающие шпинтонную втулку, связаны кольцом 6. Стальная втулка 3 закрепляется неподвижно на шпинтоне 12 разрезным конусом 77, тарельчатой пружиной 9 и гайкой 10, навернутой на конец шпинтона. Фрикционные гасители демпфируют вертикальные бания и создают еще одну дополнительную связь букс с рамой тележки в горизонтальной плоскости. Работа фрикционного гасителя колебаний тележки описана выше. Коэффициент относительного трения фрикционного гасителя колебаний=0,05. Центральное подвешивание — люлечное. Оно состоит из двух люлек, четырех двух- или трехрядных пружин 5, двух гидравлических гасителей колебаний 4 и двух продольных поводков 7.  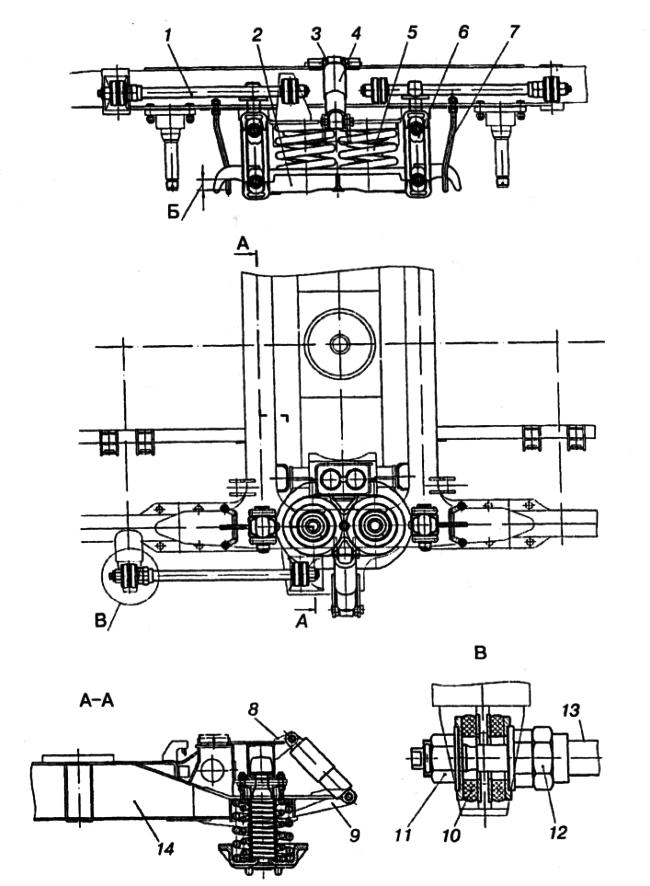 Рисунок 4 - Центральное подвешивание тележки К элементам люльки относятся: стальной корытообразный поддон 2, шарнирно подвешенный к боковым балкам рамы при помощи вертикально расположенных люлечных сочлененных подвесок 6. Основное преимущество тележки модели 68-875 по сравнению с КВЗ-ЦНИИ — увеличение поперечной гибкости центрального подвешивания. Обеспечивается это за счет перехода от двухзвенной шарнирно сочлененной люлечной подвески к однозвенной в поперечном направлении. Люлечная подвеска такой конструкции имеет неподвижное звено — короткую тягу-подвеску 1 и подвижное звено — две серьги 7 увеличенной длины. Тяга-подвеска 1 соединена с серьгами 7 валиком 4. Серьги в верхней и нижней частях связаны валиками (4 и 6) с опорными шайбами 5. Поперечные колебания люльки осуществляются в этом случае только за счет серег. 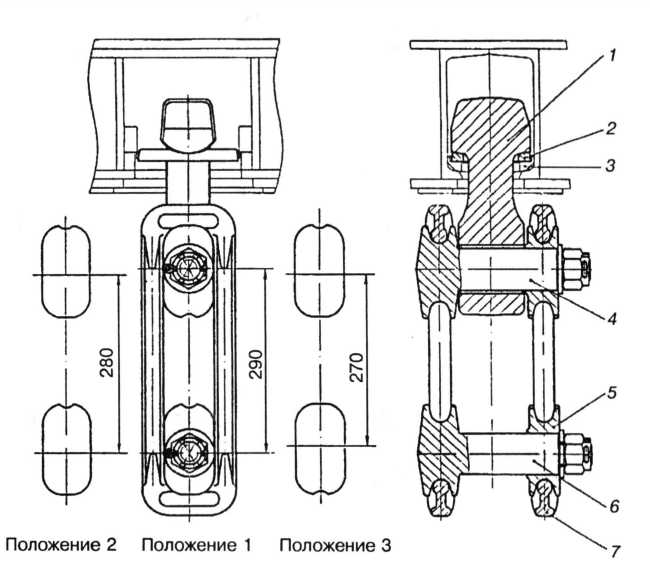 Рисунок 5 - Люлечная подвеска тележки модели 68-875 Неподвижное без поворотов в поперечном направлении закрепление тяги-подвески достигается соответствующим конструктивным исполнением узла соединения ее с рамой тележки. В таком узле тяга-подвеска, имеющая Т-образную головку, опирается на рамку 2, установленную внутри боковой балки рамы на специальные вкладыши 3, приваренные к нижним полкам швеллеров боковой балки рамы. Наклонные сферические поверхности заплечиков Т-образной головки и сферические выемки на рамке исключают поворот тяги-подвески в поперечном направлении и в то же время обеспечивают свободный поворот ее в продольном.  На случай обрыва подвесок люльки и падения поддона с пружинами предусмотрено предохранительное устройство, состоящее из четырех скоб 7. Скобы закрепляются на боковых балках рамы и обхватывают снизу крюки поддона. На случай обрыва подвесок люльки и падения поддона с пружинами предусмотрено предохранительное устройство, состоящее из четырех скоб 7. Скобы закрепляются на боковых балках рамы и обхватывают снизу крюки поддона. Люльки связаны надрессорной балкой 14, которая опирается своими концевыми частями на пружины, размещенные в поддонах. На каждом поддоне установлено по две двух-или трехрядные пружины 5. Рядность пружин зависит от массы тары вагона. Более гибкие двухрядные пружины устанавливают в тележки, подкатываемые под вагоны с массой тары до 54 т, а более жесткие трехрядные — под вагоны с массой тары более 54 т. Люльки связаны надрессорной балкой 14, которая опирается своими концевыми частями на пружины, размещенные в поддонах. На каждом поддоне установлено по две двух-или трехрядные пружины 5. Рядность пружин зависит от массы тары вагона. Более гибкие двухрядные пружины устанавливают в тележки, подкатываемые под вагоны с массой тары до 54 т, а более жесткие трехрядные — под вагоны с массой тары более 54 т.Колебания кузова в вертикальной и горизонтальной плоскостях гасят гидравлические гасители 4, устанавливаемые наклонно под углом 45°. Нижними концами гасители крепятся к кронштейнам 9 надрессорной балки, а верхними — к кронштейнам 8 рамы тележки через резиновую втулка 3. Коэффициент сопротивления гасителя 115 кН-с/м, а ход — 190 мм. Поводковые устройства, расположенные диагонально и связывающие надрессорную балку с рамой тележки, упруго препятствуют перекосу этой балки от действия момента сил трения, возникающих между скользунами тележек и кузова. Продольный поводок тележки состоит из тяги 13, резинометаллических пакетов 10 и гаек 11 и 12. Длину поводка регулируют при помощи гаек 11 и 12 за счет запаса резьбы на левой цапфе тяги. Для поворота или удержания тяги от вращения ее левый конец имеет форму квадрата. Надрессорная балка тележки — сварная коробчатого сечения из стали марок СтЗсп или 09Г2Д. Верхний лист 5 балки состоит из трех частей: среднего толщиной 10 мм и концевых — 16 мм. Концевые части верхнего листа уширены и имеют в нижней части специальные посадочные места (гнезда) 7 для комплектов пружин.  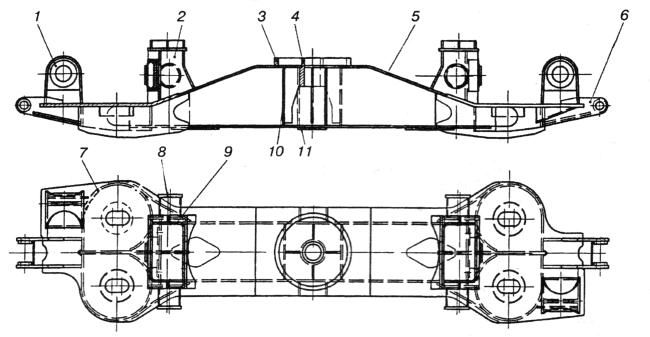 Рисунок 6 - Надрессорная балка В средней части балки приварены кольцо 3, выполняющее роль подпятника, и втулка 4 для установки шкворня. Место размещения подпятника усилено ребрами 10 и планкой 11. К балке приварены также две опоры 2 с коробками 9 для опорных (горизонтальных) скользунов и с вертикальными скользунами 8. Вертикальные боковые скользуны соприкасаются со скользунами на средних поперечных балках и ограничивают продольные перемещения надрессорной балки. На опорах 2 крепятся кроме того вертикальные торцовые скользуны 15, ограничивающие поперечные перемещения надрессорной балки. К надрессорной балке приварены также кронштейны 1 для направляющих поводков и 6 для гасителей,колебаний. Опора кузова на тележку имеет скользун 14 тележки, металлическую 13 и резиновую 12 прокладки. Резиновая прокладка укладывается в коробку 11 под скользун для амортизации и поглощения шума, металлическая — для регулирования высоты установки скользуна. При такой схеме опирания кузова на тележку повышается плавность хода вагона вследствие уменьшения боковой качки и гашения извилистого движения тележки. Для обеспечения свободного поворота тележки относительно кузова при  прохождении кривых участков пути момент трения между скользунами подбирается в пределах 20-28 Н.м. Для реализации нормируемого момента трения в скользунах надрессорную балку связывают с рамой тележки продольными поводками и применяют разнородные материалы: скользун кузова изготовляют из стали марки 40Х, а скользун тележки — из полимерной композиции. Для исключения задиров рабочие поверхности скользунов шлифуют и смазывают. прохождении кривых участков пути момент трения между скользунами подбирается в пределах 20-28 Н.м. Для реализации нормируемого момента трения в скользунах надрессорную балку связывают с рамой тележки продольными поводками и применяют разнородные материалы: скользун кузова изготовляют из стали марки 40Х, а скользун тележки — из полимерной композиции. Для исключения задиров рабочие поверхности скользунов шлифуют и смазывают. 2. Технология ремонта тележки 2. Технология ремонта тележки2.1 Основные неисправности и диагностика При повышенных скоростях движения наблюдаются трещины в балках, в сварных швах рамы, в деталях рессорного и люлечного подвешивания, ограничение доступа для визуального контроля при осмотре вагонов или в видимой зоне, трещины предохранительных скоб и неисправности их крепления, трещины поддонов центрального подвешивания трещины в пятниках, подпятниках, скользунах, неисправность их крепления, трещины в продольных поводках тележек. Активно подвергаются истиранию шарнирные соединения деталей люлечного подвешивания (цапфы опорных балок, стенки отверстий подвесок) и тормозной рычажной передачи. Интенсивно изнашиваются поверхности шпинтонов, втулок и сухарей фрикционных гасителей колебаний. Установлено, что с увеличением зазоров в шарнирных соединениях значительно возрастают действующие на них динамические нагрузки и соответственно увеличивается темп нарастания износов трущихся деталей. Очень важно за время стоянки состава в парке и на станции успеть осмотреть все узлы и детали вагона, где чаще всего наблюдаются изломы, износы и другие неисправности. Своевременному обнаружению повреждений и износов способствует знание слабых мест деталей, узлов и вагона в целом. Не допускается эксплуатация вагонов, в деталях тележек которых имеются трещины и неисправности крепления деталей или их предохранительных устройств. На вагоне с тележками КВЗ-ЦНИИ всех модификаций кузов опирается на горизонтальные скользуны. Для тележек этого типа возвышение кромки чугунного вкладыша скользуна В над коробкой скользуна должно быть не меньше 11 миллиметров а зазор между опорной кромкой пятника и подпятником - не менее 9 миллиметров.  Несоответствия зазоров установленным нормам ухудшают плавность хода тележек, приводят к ударам деталей друг о друга, вызывают преждевременные износы и создают угрозу безопасности движения поездов. Несоответствия зазоров установленным нормам ухудшают плавность хода тележек, приводят к ударам деталей друг о друга, вызывают преждевременные износы и создают угрозу безопасности движения поездов.В фрикционном гасителе колебаний не допускается зазор между шпинтоном и втулкой. Зазор может образоваться при отсутствии или неправильной установке тарельчатой пружины или ослаблении гайки крепления. При правильной установке тарельчатая пружина меньшим диаметром должна упираться во втулку, а гайка должна быть зашплинтована. Частой неисправностью пассажирских тележек является ослабление затяжки резинометаллических пакетов продольных поводков, необходима их просадка. Как следствие этого, нарушаются зазоры между вертикальными скользунами. Для устранения неисправности гайки поводков подтянуть до исчезновения вогнутости или до появления выпуклости не более 3 мм. У поводков с резьбовым соединением конструкции ИВФД Дергачева необходимо проверить детали и сварные швы на отсутствие трещин и изломов, которые не допускаются. Следует также проверить исправность стопорных шайб и плотность затяжки резьбовых соединений (размер 110±1 мм). Расстояние между рамой тележек КВЗ-ЦНИИ всех типов и корпусом буксы должно быть не менее 56 мм. В зависимости от вида повреждения, неисправности тележки устраняют в составе поезда или при текущем ремонте с отцепкой вагона и подачей его на специализированный путь, где есть необходимые средства механизации. При осмотре рам обнаруживают ослабление сварных швов, а также трещины. Обнаруженные неисправности должны быть устранены. У тележек типа КВЗ-ЦНИИ-М следует внимательно осматривать поперечные балки, в которых имеют место случаи появления трещин.  Проверяют состояние пружин, подвесок центрального подвешивания, предохранительных скоб, поводков, деталей фрикционного гасителя. Неисправные детали заменяют. Проверяют состояние пружин, подвесок центрального подвешивания, предохранительных скоб, поводков, деталей фрикционного гасителя. Неисправные детали заменяют.Проверяют и регулируют зазоры вертикальных скользунов, которые должны составлять в сумме с одной стороны тележек КВЗ-ЦНИИ всех типов не более 25 мм. При зазорах более нормы накладки вертикальных скользунов срезают и приваривают новые, изготовленные из стали 45. Все проверочно-регулировочные работы выполняют на тележках под тарой вагона на прямом (выверенном) участке железнодорожного пути. Зазор между предохранительной скобой и крюком поддона должен быть для тележки КВЗ-ЦНИИ М 50-60 мм. Зазор между подпятником и пятником должен быть не меньше 13 миллиметров для тележек типа КВЗ-ЦНИИ, а между поддоном и опорной шайбой предохранительного болта - 1-4 мм Проверяют плотность крепления фрикционного гасителя, при ослаблении которого производят подтягивание гаек шпинтонов до полного выпрямления тарельчатых пружин, установленных конусом вверх. Износ вкладышей горизонтальных скользунов допускается до толщины 35 мм. Задиры на поверхности должны устраняться механической обработкой. Пружины, в случае замены, подбирают и устанавливают по определенным схемам для каждого типа вагона.  2.2 Технологический процесс ремонта Ремонт тележек пассажирских вагонов в соответствии с настоящим технологическим процессом обеспечивает высокое качество ремонтных работ с наименьшей затратой времени на их выполнение. Ремонт тележек пассажирских вагонов должен осуществляться при полном и строгом соблюдении следующих условий замены неисправных узлов и деталей заранее отремонтированными или новыми, механизации и автоматизации всех, трудоемких работ за счет применения специальной технологической оснастки и последовательности выполнения ремонтных операций, выполнения требований Инструкции по ремонту и обслуживанию тележек пассажирских вагонов, проведения диагностики технического состояния узлов и деталей. Выкаченные из-под вагонов тележки мостовым краном устанавливаются на путь тележечного участка. При помощи разворотного круга тележки устанавливаются на путь, по которому они поступают к моечной машине. На позиции дефектации и очистки колесных пар тележки мостовым краном снимаются с колесных пар и подаются в моечную машину. Обмывка производится при температуре 60-70 С 3-5% раствором каустической соды. После обмывки тележка устанавливается на позицию дефектоскопирования. Продефектоскопированная тележка мостовым краном устанавливается на стойло для ремонта. Ремонт тележек заключается в разборке, дефектации и дефектоскопировании деталей, производстве слесарных, сварочно-наплавочных работ, сборке тележки. Рама тележки, пружинно-фрикционный комплект, рычажная передача тележки ремонтируются в соответствующих отделениях и участках. Колесные пары ремонтируют согласно требованиям "Инструкции по осмотру, освидетельствовании, ремонту и формированию вагонных колесных пар" ЦВ/3429. Тормозная рычажная передача разбирается полностью для ремонта в соответствии с требованиями "Инст- рукции по ремонту тормозного оборудования вагонов" ЦВ-ЦЛ-292. рукции по ремонту тормозного оборудования вагонов" ЦВ-ЦЛ-292.Детали и узлы тележки подвергаются испытанию на растяжение, дефектоскопированию, согласно руководящих документов по неразрушающему контролю РД 32.174-2001, РД 32.149-2000, РД 32.159-2000, Методики испытания на растяжение деталей грузовых и пассажирских вагонов № 656-2000 ПКБ ЦВ. Контроль технического состояния тележек производится после постановки вагонов на ремонтные позиции. При этом проверяется - наличие дефектов и износов колесных пар, не допускаемых ЦВ/3429 - положение деталей пружинно-фрикционного рессорного комплекта, завышение опорной поверхности фрикционного клина относительно нижней опорной поверхности надрессорной балки, наличие свободного перемещения фрикционного клина и пружин рессорного комплекта до подъемки вагона - проверяется состояние деталей тормозной рычажной передачи - зазоры между скользунами тележки и рамы вагона После выкатки тележки проверяют состояние узла пятник-подпятник. Результаты обследования тележек заносят в дефектную ведомость и используют при ремонте деталей и узлов, сборке и подкатке отремонтированной тележки под вагон. Проверяют срок службы литых деталей тележки. Результаты входного контроля заносят в журнал учета работы тележечного участка, которые подписываются бригадиром или мастером участка. Разборка тележки производится после обмывки и дефектоскопирования и установки ее на ремонтное стойло. Обмывка тележек производится в моечной машине с применением 3-5% раствора каустической соды при температуре моющего раствора 60-70 градуса С, время обмывки 5 минут. Снимают пружинные комплекты. Осматривают и проверяют фрикционные устройства гасителей колебаний. Проверяют плотность прилегания фрикционных планок к поверхностям боковин, расстояние между  планками, а также при помощи шаблона их параллельность в вертикальной и горизонтальной плоскостях. планками, а также при помощи шаблона их параллельность в вертикальной и горизонтальной плоскостях. Снятые детали центрального подвешивания тележек укладывают в кассеты и транспортируют на специализированную поточную линию ремонта и комплектов узлов. Раздвижка боковин тележек. Литые боковины отсоединяют от надрессорной балки с помощью специального приспособления, поворачивают на кантователях, осматривают места возможного образования трещин, обмеряют рессорный проем, фрикционные планки, отверстия в кронштейнах боковин для валиков подвески тормозных башмаков. Снятые детали центрального подвешивания тележек укладывают в кассеты и транспортируют на специализированную поточную линию ремонта и комплектов узлов. Раздвижка боковин тележек. Литые боковины отсоединяют от надрессорной балки с помощью специального приспособления, поворачивают на кантователях, осматривают места возможного образования трещин, обмеряют рессорный проем, фрикционные планки, отверстия в кронштейнах боковин для валиков подвески тормозных башмаков.Надрессорная балка проворачивается на кантователе для осмотра и обмера шаблоном поверхностей трения в местах соприкосновения с фрикционными клиньями. Провести магнитный и феррозондовый контроль боковин и надрессорной балки. При необходимости наплавляют изношенные поверхности, заваривают трещины, наплавляют подпятник в соответствии с техническими указаниями на производство сварочных и наплавочных работ при ремонте тележек. Рассверливают отверстия в кронштейнах боковых рам, перепрессовывают изношенные волокнитовые втулки в отверстиях для валиков подвесок тормозных башмаков, заменяют: фрикционные планки, неисправные заклепки фрикционных планок, скользуны. Дефектоскопирование тележек производится, согласно руководящих документов по неразрушающему контролю РД 32.174-2001, РД 32.149-2000 Феррозондовый метод контроля, РД 32.159-2000 Магнитопорошковый метод контроля, РД 32.150-2000 вихре токовый метод контроля. Дефектоскопирование боковых рам и надрессорных балок осуществляется дефектоскопами Ф-205.30, ДФ-103 с применением намагничивающих систем МСН-10, МСН-14. После наплавки подпятника надрессорной балки дефектоскопирование осуществляется на установке МСН-31. Для настройки приборов применяются отраслевые стандартные образцы ОСО-НО-021. Контроль шкворня, подвески тормозного башмака, валика подвески тормозного башмака осуществляется дефектоскопом МД-12ПШ мокрым способом. В качестве индикатора применяется концентрат КМС "Диагма-1200" ТУ 2662-003-41086427-97. Приготовление магнитной суспензии 30±5 гр. диагмы на 1 литр воды. Проверка намагничивающих свойств магнитной суспензии осуществляется с помощью прибора МФ-10 СП. Дефектация составных частей и деталей тележек пассажирских вагонов производится после их дефектоскопии. Дефектацию проводит бригадир сборочного цеха визуальным и инструментальным способами. Наличие трещин во всех деталях тележек не допускается, помимо трещин, которые устраняются при ремонте в соответствии с действующей ремонтной документацией. Литые детали тележек, имеющие износы, превышающие допустимые, подлежат ремонту сваркой и наплавкой с последующей механической обработкой до чертежных размеров (кроме опорных поверхностей буксовых проемов боковой рамы). Нетиповые чеки крепления тормозных колодок, шайбы крепления рычажной передачи тележек заменяют типовыми, а шплинты - новыми. Шарнирные соединения рычажной передачи смазывают в соответствии с требованиями, изложенными в ЦВ-ЦЛ-292. Зазор в шарнирном соединении в рычагах рычажной передачи допускается не более 3 мм. Шкворни, имеющие трещины, подлежат замене. Износ шкворней по диаметру допускается не более 3 мм, а изгиб не допускается. Разница баз боковых рам допускается не более 2 мм. Ремонту подлежат фрикционные клинья (с удлиненной вертикальной поверхностью). Для контроля размеров и профиля рабочих поверхностей клина применяется шаблон по черт. Т 914.09.000 ПКБ ЦВ ТУ 32 ЦВ 2430-96. Стальные фрикционные клинья, имеющие износы вертикальной и наклонной плоскостей при заводском ремонте более 3 мм, ремонтируют наплавкой с последующей механической обработкой или заменяют новыми. Восстановлению подлежат наклонные и  вертикальные поверхности до чертежных размеров. Ремонт стальных клиньев допускается производить не более одного раза. вертикальные поверхности до чертежных размеров. Ремонт стальных клиньев допускается производить не более одного раза. Вертикальные плоскости фрикционных клиньев допускается ремонтировать приваркой планок с последующей механической обработкой в соответствии с "Техническими указаниями на ремонт клиньев тележки КВЗ-ЦНИИ" № 529 ПКБ ЦВ. Острые кромки и заусенцы на рабочих плоскостях фрикционного клина не допускаются. Длина основания (полнота) фрикционного клипа, должна быть не менее 227 мм при выпуске из ремонта для клина, (с удлиненной вертикальной поверхностью) полнота клина должна быть не менее 228 мм при выпуске из деповского ремонта. Расстояние от вертикальной плоскости клина до задней плоскости упорного ребра во всех случаях не должно быть более 72 мм и не менее 66 мм. Вертикальные плоскости фрикционных клиньев допускается ремонтировать приваркой планок с последующей механической обработкой в соответствии с "Техническими указаниями на ремонт клиньев тележки КВЗ-ЦНИИ" № 529 ПКБ ЦВ. Острые кромки и заусенцы на рабочих плоскостях фрикционного клина не допускаются. Длина основания (полнота) фрикционного клипа, должна быть не менее 227 мм при выпуске из ремонта для клина, (с удлиненной вертикальной поверхностью) полнота клина должна быть не менее 228 мм при выпуске из деповского ремонта. Расстояние от вертикальной плоскости клина до задней плоскости упорного ребра во всех случаях не должно быть более 72 мм и не менее 66 мм.Трещины в ребрах жесткости клина при выпуске из ремонта не допускаются. Разрешается ремонтировать при ремонте трещины в ребрах жесткости стального клина суммарной длиной не более 15 мм или одну трещину длиной не более 15 мм. Пружины очищают и осматривают. Ремонт пружин заключается в проверке диаметров прутков, числа витков, высоты пружин в свободном состоянии. Пружины, имеющие дефекты, к установке в рессорной комплект при всех видах ремонта не допускаются. Запрещается постановка пружин в одном комплекте с разницей по высоте более 5 мм. Из числа пружин, подобранных для рессорного комплекта, под фрикционные клинья устанавливают пружины, имеющие наибольшую высоту. Запрещается устанавливать пружины, не имеющие клейм завода изготовителя, при выполнении ремонта всех рядов вагонов. Ремонт деталей тормозного оборудования тележки при ремонте производится по требованиям "Инструкции по ремонту тормозного оборудования вагонов" ЦВ-ЦЛ-292 1994 г. На сборку поступают отремонтированные и скомплектованные узлы и детали тележек, проверен- ные бригадирами соответствующих участков, где производится ремонт. Надрессорная балка устанавливается на ремонтное стойло, боковины надвигают на надрессорную балку при помощи кантователя и навешивают на концы надрессорной балки. Устанавливают в рессорные проемы боковой рамы скомплектованные пружины, фрикционные клинья на наиболее высокие пружины, опускают надрессорную балку на пружинно-фрикционный рессорный комплект. Затем в пазы тормозных башмаков необходимо установить отремонтированные или новые подвески, подвесить триангели на раму тележки. Установить скобы, поставить валики, на них шайбы, валики зашплинтовать шплинтами, концы шплинтов развести под углом 900. Установить вертикальные рычаги и соединить их триангелями, валиками и шайбами и шплинтами. Соединить вертикальные рычаги с серьгой мертвой точки, вставив валик и установить шайбу и шплинт. Шплинт развести. Установить тормозные колодки. Вставить чеки тормозных колодок в перемычки тормозных башмаков и колодок. Установить распорную тягу, соединить вертикальные рычаги с распорной тягой, поставить валики, шайбы, шплинты. Установить колпаки скользунов, вставить болт, шайбу, болт закрепить гайкой, установить и развести шплинт. Установить балку опорную на резинометаллические комплекты, планки регулировочные и контактную, установить болт, шайбу, гайку. Подкатываемые под раму тележки колесные пары с буксами должны соответствовать требованиям "Инструкции по осмотру, ремонту, освидетельствованию и формированию колесных пар" ЦВ/2329 и "Инструктивным указаниям по эксплуатации и ремонту вагонных букс с роликовыми подшипниками" 3-ЦВРК 2001 г. Ремонт корпусов букс производится согласно технологического процесса ремонта корпусов букс. При ремонте наружные изношенные поверхности корпуса буксы - опорная и боковые восстанавливаются до чертежных размеров. Запрещается подкатывать колесные пары тележки с разницей диаметров по грузу катания у одной двухосной тележки более 20 мм, двух двухосных тележек более 40 мм.   3.Охрана труда 3.Охрана труда3.1 Техника безопасности при ремонте Ответственным за состояние техники безопасности при ремонте тележек является мастер тележечного цеха. Мастер обязан в совершенстве знать безопасную эксплуатацию всех механизмов и приспособлений, применяемых при ремонте тележек, следить за их исправностью и правильной эксплуатацией. Слесаря по ремонту тележек осуществляют постановку тележек на ремонтные позиции, их снятие после ремонта, зацепление деталей тележек при их разборке и сборке и устанавливают на кантователь боковые рамы и надрессорные балки, все эти работы выполняются работниками, имеющими право на выполнение стропальных работ. Не допускать к работе работников с механизмами, необученных и не сдавших соответствующие экзамены. Привести в порядок спецодежду застегнуть обшлага рукавов, заправить одежду и застегнуть ее на все пуговицы, надеть каску. Осмотреть рабочее место, убрать все, что может помешать при работе. Рабочее место не должно быть загромождено деталями тележек, тормозными колодками и другими материалами. В начале рабочей смены перед постановкой на кантователи боковин или надрессорных балок следует их осмотреть, убедиться в исправности фиксаторов, ограничителей механизма поворота кантователя, а также крепежных устройств на них. Разборку и сборку тележек производить только на оборудованных позициях. При разборке тележек запрещается бросать на пол снимаемые детали для ремонта. При разборке рессорного комплекта не допускать выпадения внутренней пружины из комплекта, разборку делать с помощью специального приспособления, с захватом одновременно обеих пружин. При зачистке мест на постановке клейм на боковинах и надрессорной балке и обработке наплавленных поверхностей использовать защитные очки. Категорически запрещается хранение запасных частей возле электрощита.  При развороте тележек с колесными парами в сборе и при развороте колесных пар отдельно запрещается становиться на разворотный круг. Управлять ремонтными машинами, осуществлять раздвижку боковин, приклепывание фрикционных планок, производить мойку тележек в моечной машине имеют право только работники, обученные и проверенные в знании правил техники безопасности, при эксплуатации данных механизмов. При развороте тележек с колесными парами в сборе и при развороте колесных пар отдельно запрещается становиться на разворотный круг. Управлять ремонтными машинами, осуществлять раздвижку боковин, приклепывание фрикционных планок, производить мойку тележек в моечной машине имеют право только работники, обученные и проверенные в знании правил техники безопасности, при эксплуатации данных механизмов.Запрещается выполнять слесарные работы на тележке во время производства электросварочных работ. Сборку тележек на колесные пары производят группой из 4-х человек, причем команду на выполнение работ крановщику подает один из них. При сборке тележек на колесные пары не вводить руки в область буксового проема боковины тележки. Перекатку колесных пар при сборке тележек производить только от себя, а не на себя. Приямки для размещения тары для мусора и металлолома содержать закрытыми, открывать только при их загрузке. При транспортировке тележек и их деталей мостовым краном запрещается, работникам находиться под грузом, в зоне возможного его падения. При выполнении электросварочных работ на ремонте тележек для предупреждения воздействия лучей дуги на слесарей. Рабочее место должно быть ограничено переносной ширмой или щитком. При любой неисправности механизмов, угрожающих безопасности труда работников обрыва заземления, при повреждении подводящих кабелей и других неисправностях произвести выключение механизма доложить мастеру и не приступать к работе до устранения неисправности.  3.2 Меры противопожарной безопасности 3.2 Меры противопожарной безопасностиВ производственных помещениях должны быть первичные средства пожаротушения, внутренние пожарные краны и пожарные посты. Кроме того, производственные помещения оборудуют спринклерным оборудованием и пожарной сигнализацией. Наряду с первичными средствами пожаротушения на каждые 5000м2 производственной или складской площади устраивают пожарные пункты в виде шкафов или щитов, окрашенных в белый цвет с красной окантовкой с надпись: «Пожарный пункт». Пункт должен иметь следующий набор пожарного инвентаря и оборудования: огнетушители, топоры, пожарные ломы, багры металлические, лопаты металлические ( штыковые ), ведра с надписью: «Пожарное ведро». При наличии в производственном помещении водопровода или других источников воды с насосными агрегатами на пожарном пункте должны быть дополнительно предусмотрены рукава пожарные длиной по 20м, столы пожарные, прокладки для рукавных соединительных головок, колонки пожарные. Кроме того должны быть ящики для песка. Применяются следующие типы огнетушителей: ОУ-5 (углекислотный), ОП-5 (порошковый), ОХП-10 (химический пенный), ОВП- 5, ОВП-10 (воздушно-пенный), ОХВП-10 (химический воздушно-пенный). Огнетушители устанавливают по одному в каждом отдельном помещении. ОУ-5,ОП-5 предназначены для тушения загораний нефтепродуктов, легковоспламеня-ющихся жидкостей, твердых веществ, а также для тушения электроустановок. ОХП-10, ОВП-5, ОВП-10, ОХВП-10 используют для тушения различных материалов и веществ, за исключением щелочных материалов и электрооборудования. В каждом цеху должно быть предусмотрено место для курения, соответствующее технике безопасности и пожарнойбезопасности.  3.3 Производственная санитария 3.3 Производственная санитария-Слесарь должен обеспечиваться следующими СИЗ; -костюм хлопчатобумажный; -ботинки кожаные; -рукавицы комбинированные; -При выполнении работы по разборке, ремонту и монтажу роликовых букс дополнительно; -фартук прорезиненный; -рукавицы кислотозащитные; -Зимой дополнительно; -куртка хлопчатобумажная на утепленной подкладке. При необходимости по условиям выполняемой работы спецодежда, спецобувь и другие средства индивидуальной защиты (защитная каска "Труд", очки защитные, респиратор). Личную одежду и спецодежду необходимо хранить отдельно в шкафчиках в гардеробной. Уносить спецодежду за пределы предприятия запрещается. Слесарь обязан следить за исправностью спецодежды, своевременно сдавая ее в стирку и ремонт, а также содержать шкафчики в чистоте и порядке. Принимать пищу следует только в столовых, буфетах или специально отведенных для этого комнатах, имеющих соответствующее оборудование. Перед едой необходимо тщательно вымыть руки теплой водой с мылом.  3.4 Экологическая безопасность 3.4 Экологическая безопасностьКрупные промышленные и транспортные предприятия, имеющие различные производства, моечные и очистные объекты, открытые склады навалочных грузов и др. должны иметь собственные специфичные очистные сооружения. Объекты железнодорожного транспорта используют в производствах большое количество кислот, щелочей, химикатов, которые отработав, попадают в стоки а затем осуществляется осветление, обесцвечивание, обеззараживание воды. В ряде случаев прибегают к специальным методам обработки для удаления конкретных химических веществ. Но и такая обработка не всегда достаточна. Поэтому предприятия обязывают производить очистку собственных сточных вод. К организационным мерам предупреждения заражения при погрузке, выгрузке, таможенном досмотре и перевозке биологических опасных грузов принимаются следующие меры: разработку правил перевозки инфекционных веществ; нормирование условий грузовых перевозок; регламентирование работы санитарно-контрольных пунктов; организацию дезинфекционно-промывочных станций. Химические вредные вещества могут выделяться в воздух рабочей зоны в виде аэрозолей, паров, газов. Для улавливания аэрозолей использу-ются пылеуловители и осадительные камеры. В том случае если содержание вредных химических веществ в воздухе превышает предельно допустимую концентрацию необходимо применять специальные меры: ограничение использования токсичных веществ, гемертизация оборудования и коммуникаций, автоматический контроль воздушной среды. Также на территории промышленного предприятия осуществляется посадка и содержание растительного фонда т.е. посадка и уход за растительностью(деревьев,кустарника,газонов.)  4 Безопасность движения 4 Безопасность движения Соблюдение безопасности движения поездов - важнейшее требование к организации перевозочного процесса. Нарушение этого требования может привести к крушениям поездов или авариям, в результате которых железные дороги несут не только материальный ущерб, но и жертвы среди людей. Строгое соблюдение безопасности движения достигается в первую очередь точным выполнением Правил технической эксплуатации железных дорог, а также инструкций по сигнализации и по движению поездов и маневровой работе. Следует учитывать, что любые, даже самые незначительные на первый взгляд недоработки и ошибки могут привести к нежелательным последствиям. Как показывают анализ и разборы происходящих случаев нарушения безопасности, они чаще всего являются следствием не одиночной ошибки или разового отступления от действующих правил. Обычно безопасность нарушается при сочетании нескольких ошибочных действий и упущений, в том числе и рассредоточенных иногда по времени и месту их допущения. Это требует создания защиты от отдельных ошибок и несовершенств конструкции и технологии работ, а также их различного сочетания, в том числе и наиболее неблагоприятного. Безопасность движения-основное условие эксплуатации и бесперебойной работы железнодорожного транспорта. При крушении и браках в поездной и маневровой работе нередко происходят несчастные случаи с людьми, в том числе с железнодорожниками. Работники, связанные с движением поездов, несут по кругу своих обязанностей личную ответственность за безопасность движения. Каждый работник, связанный с движением поездов, несет по кругу своих обязанностей ответственность за выполнение Правил технической эксплуатации и безопасность движения. Ответственность за соблюдение Правил технической эксплуатации работниками железнодорожного транс- порта возлагается на руководителей соответствующих подразделений.  Каждый работник железнодорожного транспорта обязан подавать сигнал остановки поезду или маневрирующему составу и принимать другие меры к их остановке в случаях, угрожающих жизни и здоровью людей или безопасности движения. Каждый работник железнодорожного транспорта обязан подавать сигнал остановки поезду или маневрирующему составу и принимать другие меры к их остановке в случаях, угрожающих жизни и здоровью людей или безопасности движения.Надежность и качество перевозочного процесса - практически главное в производственной деятельности компании «РЖД». Важнейшими компонентами здесь являются, во-первых, качество составления графика движения поездов всех категорий, во-вторых, своевременность его адаптации к изменениям спроса на перевозки и, в-третьих, надежность его выполнения. Последняя задача вовсе не ограничивается достижением высоких средних процентов соблюдения графика движения поездов разных категорий, как это принято считать обычно. Можно привести немало примеров, когда при высоких процентных показателях выполнения графика грузовых поездов имели место низкие показатели использования подвижного состава и несвоевременная доставка грузов. При обнаружении неисправности сооружений или устройств, создающей угрозу безопасности движения или загрязнения окружающей природной среды, работник должен немедленно принимать меры к ограждению опасного места и устранению неисправности. Работники железнодорожного транспорта должны обеспечивать безопасность пассажиров, создавать им необходимые удобства, культурно обслуживать на вокзалах, в поездах, быть вежливыми и предупредительными в обращении со всеми лицами, пользующимися услугами железнодорожного транспорта, и одновременно требовать от них выполнения действующих на железнодорожном транспорте правил. Работники железнодорожного транспорта должны содержать в порядке рабочее место и вверенные технические средства. Работники, для которых установлены форма одежды и знаки различия, должны быть в соответствии с положением о дисциплине работников железнодорожного транспорта Российской Федерации одеты по форме. Каждый работник  железнодорожного транспорта должен соблюдать правила и инструкции по технике безопасности, пожарной безопасности и производственной санитарии, установленные для выполняемой им работы. железнодорожного транспорта должен соблюдать правила и инструкции по технике безопасности, пожарной безопасности и производственной санитарии, установленные для выполняемой им работы.Российские Железные Дороги занимают первое место по минимизации ущерба. Безопасность при плохой организации работ держится за счёт контроля. Безопасность движения является функцией состояния техники, объёма перевозок, состояния финансов, квалификации персонала, материально-технического обеспечения, системы управления и технологий. Классификация нарушений безопасности движения: - Крушения - Аварии - Особые случаи (браки в работе) - Случаи брака К крушениям относятся столкновения пассажирских или грузовых поездов с другими поездами или подвижным составом, сходы подвижного состава в пассажирских или грузовых поездах на перегонах в результате которых погибли или получили тяжкие телесные повреждения люди, или были повреждены локомотивы или вагоны до степени извлечения их из инвентаря. К авариям относят столкновения пассажирских поездов с другими поездами или подвижным составом, сходы подвижного состава в пассажирских поездах на перегонах и станциях, не имеющие последствий характерных для крушения, но в результате которых повреждены локомотивы или вагоны в объёмах текущего ремонта или более сложного ремонта. вагоноремонтный железнодорожный транспорт. Столкновения грузовых поездов с другими грузовыми поездами, или подвижным составом, сходы подвижного состава в грузовых поездах на перегонах и станциях, не имеющие последствий характерных для крушения, но в результате которых допущено повреждение локомотивов или вагонов до степени их капитального ремонта, изъятия их из инвентаря.  Столкновения и сходы подвижного состава при манёврах, экипировке и других передвижениях, в результате которых погибли или получили тяжкие телесные повреждения люди или получили повреждения локомотивы или вагоны до степени извлечения их из инвентаря. Столкновения и сходы подвижного состава при манёврах, экипировке и других передвижениях, в результате которых погибли или получили тяжкие телесные повреждения люди или получили повреждения локомотивы или вагоны до степени извлечения их из инвентаря.К особым случаям брака в работе относят столкновение пассажирских или грузовых поездов с другими поездами или подвижным составом. Сходы подвижного состава (например, одной колёсной пары) в пассажирских или грузовых поездах на перегонах или станциях, не имеющие последствия крушения или аварии: - Приём поезда на занятый путь. - Отправление поезда на занятый перегон. - Приём поезда по неготовому маршруту - Отправление поезда по неготовому маршруту. - Проезд запрещающего сигнала или предельного столбика. - Перевод стрелки под поездом. - Изломы деталей подвижного состава. - Отцеп вагона от пассажирского поезда в пути следования из-за технических неисправностей. - Отсутствие ограждений сигналами опасного места при производстве работ. Ложное появление на напольном светофоре разрешающего сигнала. - Перекрытие разрешающего сигнала на запрещающий, вызвавшее проезд запрещающего сигнала. К случаям брака относят Отцеп вагона грузового поезда из-за нагрева букс взрез стрелки неисправность устройств АЛСН (автоматической локомотивной сигнализации). Падение на путь деталей подвижного состава. Неисправности пути, локомотива и подвижного состава, устранение которых превышало 1 час.  |