АНАЛИЗ ИСХОДНЫХ ДАННЫХ О ДЕТАЛИ
Анализ исходной информации
Базоваяинформация
Базовая информация включает данные, содержащиеся в конструкторской документации, в чертеже детали (изделия).
Материал детали – Сплав АЛ9 ГОСТ 1583-93.
Технические требования по изготовлению детали находятся в рабочем чертеже детали.
Руководящаяинформация
Руководящая информация включает данные, содержащиеся в стандартах, устанавливающих требования к технологическим процессам, а также в стандартах на оборудование и оснастку, в документации на действующие еди- ничные технологические процессы.
Данные, относящиеся к руководящей информации, можно найти по ГОСТ ЕСКД и ОСТ, указанных в процессе выполнения пояснительной записки.
Справочнаяинформация
Справочная информация содержит данные, имеющиеся в технологи- ческой документации опытного производства, в описаниях прогрессивных методов изготовления изделий, каталогах, паспортах, справочниках, плани- ровках производственных участков, методических материалах. Справочная информация содержится также в учебниках, учебных пособиях, методических указаниях, в периодических изданиях.
Данные для выполнения выпускной квалификационной работы брались из справочников и методических указаний, перечисленных в списке использо- ванных источников.
| |
|
|
|
|
|
ДП 44.03.04.121. ПЗ
|
Лист
|
|
|
|
|
|
7
| |
Змн.
|
Арк.А
|
№ докум.№
|
Подпись
|
Дата
|
Служебное назначение детали
Деталь «Корпус цилиндрического редуктора» является базовой деталью сборочной конструкции цилиндрического редуктора, на которой монтируются отдельные сборочные элементы единицы и детали, соединяемые между собой с требуемой точностью относительного расположения. Он обеспечивает посто- янство точности взаимного расположения деталей, как в статическом состоя- нии, так и в процессе эксплуатации редуктора, а также плавность работы и отсутствие вибраций. Кроме того, корпус служит для защиты шестеренного механизма редуктора от внешних воздействий и выполнения условий работы закрепленного в нем механизма.
Техническая характеристика
Основными поверхностями корпуса являются посадочные диаметры под подшипники (Ø68h6, Ø150H7). Эти поверхности должны быть обработаны с высокой точностью и высокими требованиями шероховатости, так как от них зависят правильность сборки и последующая работа всей сборочной единицы.
Второстепенными поверхностями являются поверхности отверстий М8-7Н, М6-7Н и двух отверстий М24х2-7Н.
Материал детали – Сплав АЛ9 ГОСТ 1583-93 алюминиевый литейный применяется в производстве литых деталей, имеющих сложную конфигурацию и впоследствии испытывающих на себе статическую нагрузку. Химические и механические свойства сплава представлены в таблицах 1 и 2. Применение АЛ9 обусловлено требованиями к повышенной герметичности изделия, его отличной свариваемости и повышенной коррозийной стойкости. Практика показывает, что сплав АЛ9 пригоден для литья под давлением и в землю. Един- ственным ограничением можно считать температурные условия эксплуатации деталей из данной марки алюминия: они могут работать при температуре до 200°С.
| |
|
|
|
|
|
ДП 44.03.04.121. ПЗ
|
Лист
|
|
|
|
|
|
8
| |
Змн.
|
Арк.А
|
№ докум.№
|
Подпись
|
Дата
|
Таблица 1 – Химический состав сплава АЛ9 (ГОСТ 1583-93), %
Fe Si Mn Al Cu Pb Be Mg Zn Sn
До 1,5 6-8 До 0,5 89,6-93,8 До До До 0,2- До До
0,2 0,05 0,1 0,4 0,3 0,01
Таблица 2 – Механические свойства сплава АЛ9 (ГОСТ 1583-93), %
Прокат Размер Напр. σв(МПа) σт(МПа) δ5 (%) Ψ, % KCU (кДж/м2) Литье в – – 230 140 4 – –
кокиль
Так как Сплав АЛ9 применяется в производстве литых деталей, имеющих сложную конфигурацию и впоследствии испытывающих на себе статическую нагрузку, то можно сделать вывод, что материал для условий работы детали в узле был выбран правильно.
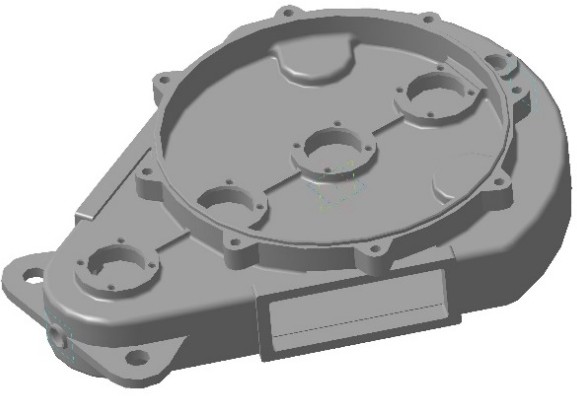 
Рисунок 1 – 3D-модель детали «Корпус цилиндрического редуктора»
1.4. Анализ технологичности конструкции детали
Анализ технологичности конструкции изделия выполняется с целью повышения производительности труда, снижения затрат и сокращения времени на технологическую подготовку производства. Данный анализ производится качественной и количественной оценкой.
| |
|
|
|
|
|
ДП 44.03.04.121. ПЗ
|
Лист
|
|
|
|
|
|
9
| |
Змн.
|
Арк.А
|
№ докум.№
|
Подпись
|
Дата
|
 
1.5. Качественная оценка
При конструировании использовались как простые, так и сложные гео- метрические формы, не все из которых позволяют применять высокопроизво- дительные методы производства (плохо).
Допуски предусмотрены не только по размерам посадочных поверх- ностей, из-за этого не наблюдается снижение объёма механической обработки (плохо).
Обеспечена достаточная жёсткость детали (хорошо).
Предусмотрена возможность удобного подвода инструмента к зоне обработки детали (хорошо).
Обеспечивается свободный вход и выход инструмента из зоны обра- ботки (хорошо).
Не учтена возможность одновременной установки нескольких деталей (плохо).
Наличие сквозных отверстий (хорошо).
В детали присутствуют смотровые окна (хорошо).
1.6. Количественная оценка
Количественная оценка технологичности конструкции детали произво- дится по следующим показателям:
по коэффициенту использования материала;
Мд
Ким = , (1)
Мз
где Мд – масса детали по чертежу; Мз – масса заготовки.
Подставляем числовые значения в формулу 1:
20
Ким = 23,5 = 0,85
по коэффициенту точности обработки детали;
| |
|
|
|
|
|
ДП 44.03.04.121. ПЗ
|
Лист
|
|
|
|
|
|
10
| |
Змн.
|
Арк.А
|
№ докум.№
|
Подпись
|
Дата
| |
 Скачать 0.67 Mb.
Скачать 0.67 Mb.