Лекции ТиОСП. Курс лекций Технология и оборудование сварки плавлением
 Скачать 28.33 Mb. Скачать 28.33 Mb.
|

|
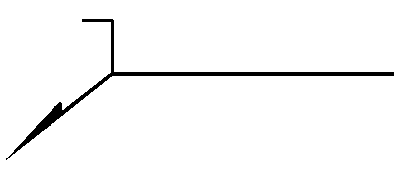
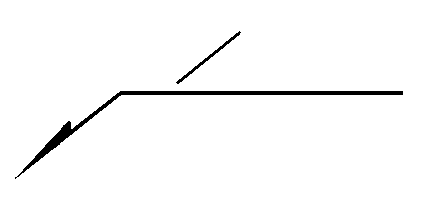
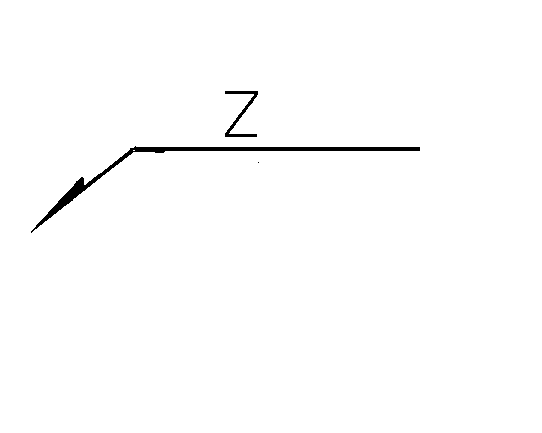
3.1 Геометрические параметры сварного шва Стыковой шов. Элементами геометрической формы стыкового шва (рисунок 14) являются: ширина шва - е, выпуклость шва - q , глубина провара - h, толщина шва - с, зазор - b, толщина свариваемого металла - S. 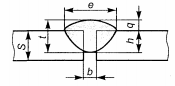 Рисунок 14 - Геометрические параметры стыкового шва Ширина сварного шва - расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением. Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости. Глубина проплавления (провара) представляет собой наибольшую глубину расплавления основного металла в сечении шва. Это глубина проплавления свариваемых элементов соединения. Толщина шва включает выпуклость сварного шва q и глубину проплавления (с = q + h). Зазор - расстояние между торцами свариваемых элементов. Устанавливается в зависимости от толщины свариваемого металла и составляет 0-5 мм (большой размер для толстого металла). Характеристикой формы шва является коэффициент формы сварного шва Ψш - коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине. Для стыкового шва оптимальное значение Ψш - от 1,2 до 2 (может изменяться в пределах 0,8-4). Другой характеристикой формы шва является коэффициент выпуклости сварного шва, который определяют отношением ширины шва к выпуклости шва: Ψш. Коэффициент Ψш не должен превышать 7-10. Ширина сварного шва и глубина провара зависят от способа и режимов сварки, толщины свариваемых элементов и других факторов. Угловой шов. Элементами геометрической формы углового шва (рисунок 15) являются: катет шва - k, выпуклость шва - q , расчетная высота шва - р, толщина шва - а. 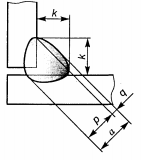 Рисунок 15 - Геометрические параметры углового шва Катет углового шва - кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости. Расчетная высота углового шва - длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения спариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника. Толщина углового шва - наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла. Если шов выполнен вогнутым, то измеряют вогнутость углового шва. Она определяется расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом, и поверхностью шва, измеренным в месте наибольшей вогнутости. В зависимости от параметров сварки и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рисунок 16). Коэффициент доли основного металла в металле шва определяют по формуле K = Fо/(Fо + Fэ), где Fо - площадь сечения шва, сформированная за счет расплавления основного металла; Fэ - площадь сечения шва, сформированная за счет наплавленного электродного металла. При изменении доли участия основного и присадочного металлов в формировании шва его состав может изменяться, следовательно, изменяются и его механические, коррозионные и другие свойства.  Рисунок 16 - Площади сечения расплавленного основного металла (Fo) и наплавленного (Fэ) электродного металла Основные типы и конструктивные элементы швов сварных соединений для ручной дуговой сварки регламентирует ГОСТ 5264-80. 3.2 Обозначения сварных швов Условные изображения швов сварных соединений. Основные типы, конструктивные элементы, размеры и условные обозначения сварных соединений и швов на чертежах, а также форма и размеры подготовки свариваемых кромок из различных конструкционных материалов, применяемых при дуговой сварке, регламентируются стандартами. На чертежах сварных изделий применяют условные изображения и обозначения швов, приведенные в ГОСТ 2.312-72. Шов сварного соединения, независимо от способа сварки, условно изображают: видимый – сплошной основной линией (рисунок 17 а, в), невидимый - штриховой (рисунок 17 г). Видимую одиночную сварную точку, независимо от способа сварки, условно обозначают знаком «+» (рисунок 17 б). От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой, указывающей место расположения шва (см. рисунок 17). Линию-выноску предпочтительно выполнять от изображения видимого шва. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (рисунок 18 а). Нестандартные швы (рисунок 18 б) изображают с указанием конструктивных элементов, необходимых для выполнения шва по данному чертежу. На чертежах поперечных сечений границы шва наносят сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.  Рисунок 17 - Изображение сварных швов  а) б) Рисунок 18 - Изображение сечения многопроходного шва (а) и нестандартных швов (б) 3.3 Условные обозначения швов сварных соединений Вспомогательные знаки для обозначения сварных швов приведены в таблице 1. В условном обозначении шва (рисунок 19) вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на рисунке 19 а. 1. Первыми в обозначении располагают вспомогательные знаки – «шов по замкнутой линии» и «выполнить при монтаже изделия» (таблица 1). 2. Указывают номер стандарта на типы и конструктивные элементы швов сварных соединений. Например: ГОСТ 5264-80 – Ручная дуговая сварка. 3. Приводят буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений. Например, стыковой шов без скоса кромок, односторонний, обозначают С2. 4. На этой позиции указывают условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов. Стандарт допускает не указывать способ сварки. 5. Знак и размер катета для угловых, тавровых соединений и внахлестку, для которых стандартом предусмотрено указание катета шва, например, 5. 6. В данной позиции проставляют: для прерывистого шва – размер длины провариваемого участка, знак / или Z и размер шага, например, 50 Z 100;  Рисунок 19 – Структура условного обозначения сварного шва
7. На последнем месте обозначения располагают вспомогательные знаки – усиление шва снять и др. (таблица 1).Если шов нестандартный, то в его условном обозначении (рисунок 19 б) из рассмотренных выше частей сохраняются только вспомогательные знаки (1 и 7) и часть обозначения, касающаяся конструктивных элементов прерывистого либо точечного шва (6). В технических требованиях чертежа или таблице швов при этом указывают способ сварки, которым выполняется нестандартный шов. Условное обозначение шва наносят:
- под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рисунок 20 б). Таблица 1 – Вспомогательные знаки для обозначения сварных швов
За лицевую сторону одностороннего шва принимают сторону, с которой производят сварку. За лицевую сторону двустороннего шва с несимметрично подготовленными кромками принимают ту, с которой сваривают основной шов. Если двусторонний шов имеет симметричные кромки, то за лицевую может быть принята любая сторона шва. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (рисунок 20 а, б), указывают в таблице швов или приводят в технических требованиях чертежа, например: параметр шероховатости поверхностей сварных швов Rz 80 мкм. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской (рисунок 20). В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.  Рисунок 20 – Нанесение условного обозначения шва на лицевой и оборотной сторонах При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один и тот же номер, который наносят:
Допускается указывать количество одинаковых швов на линии-выноске, имеющей полку с нанесенным обозначением (рисунок 21 а). Если все швы на чертеже одинаковы и изображены с одной стороны, то порядковый номер швам не присваивают и отмечают их только линиями-выносками без полок (рисунок 21 г), кроме шва на котором нанесено условное обозначение. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только одной из симметричных частей изображения изделия. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, допускается отмечать линиями-выносками и обозначать швы только на одной из одинаковых изображенных частей.  Рисунок 21 – Упрощения в обозначении швов сварных соединений Если все швы на данном чертеже выполнены по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (записью по типу: «Сварные швы по...») или в таблице. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположении швов. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз – в технических требованиях или в таблице. Примеры условных обозначений стандартных швов сварных соединений. На рисунке 22 (а, б) приведены форма поперечного сечения шва и условное обозначение стандартного стыкового шва соответственно. Данный шов имеет следующую характеристику: шов стыкового соединения с V-образным скосом одной кромки, двусторонний, выполняемый ручной дуговой сваркой при монтаже изделия; усиление снято с обеих сторон; параметр шероховатости поверхностей шва: с лицевой стороны – Rz 20мкм; Чертежи, изображающие сварные изделия, сварные узлы и т.п., которые содержат необходимые данные для сборки, сварки и контроля, называют сборочными. Сборочные чертежи дают возможность определить, как спроектировано и работает изделие, какие детали в него входят, какими должны быть типы сварных соединений, какой следует применить способ сварки для соединения деталей между собой, каким способом контроля нужно подвергнуть сварные соединения и швы, каким техническим требованиям должны соответствовать сварные швы и т.д.  Рисунок 22 – Условное изображение и обозначение стыкового шва Приступая к работе, сварщик должен, прежде всего изучить чертеж: все надписи, изображаемые виды, условные обозначения, материал деталей, технические требования, предъявляемые к сварным швам. | ||||||||||||||||||||||||||||||||||