Лекции ТиОСП. Курс лекций Технология и оборудование сварки плавлением
 Скачать 28.33 Mb. Скачать 28.33 Mb.
|

8.1 Шумопоглощающие перегородки и кабиныШумопоглощающие перегородки и кабины предназначены для организации постов сварки, зачистки и т.п. и предохраняют окружающих от производственного шума, от сварочных брызг, шлифовальных искр и т.п. Шумопоглощающие перегородки и кабины (рисунок 40) могут применяться для организации одиночного рабочего места, а также для разграничения на отдельные участки целого цеха. Ассортимент шумопоглощающих перегородок достаточно широк.
8.2 Электрододержатели Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель. Он предназначен для крепления электрода и подвода к нему сварочного тока. Электрододержатели применяются для проведения ручной электродуговой сварки и строжки всеми типами покрытых электродов. Они должны выдерживать 8–10 тыс. зажимов, быть легкими (масса не более 0,5 кг), также должны обеспечивать надежное закрепление электрода в необходимом для сварки положении, обладать надежной электроизоляцией, не нагреваться при работе, время замены электрода должно составлять не более 4с. Существуют два основных типа электрододержателей: - электрододержатели винтового типа (рисунок 42) состоят из удобного держателя, исключающего проскальзывание в руке, и верхней поворотной части при помощи которой надежно удерживается электрод. Электрод вставляется в специальное отверстие в верхней поворотной части держателя; - электрододержатели с зажимом (рисунок 43) имеет зажимную часть, также надежно удерживающей электрод. Электрод вставляется в этот зажим. Другие внешние отличные электрододержатели являются модификациями вышеописанных конструкций. Условное обозначение электрододержателя по ГОСТ 14651 состоит из типа электрододержателя, номера модификации электрододержателя, вида климатического исполнения, категории размещения по ГОСТ 15150-69 и обозначения настоящего стандарта. Номер модификации электрододержателю присваивает Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования (ВНИИЭСО) Министерства электротехнической промышленности. Пример условного обозначения электрододержателя на номинальный сварочный ток 250 А, модификации 17, вида климатического исполнения У1 по ГОСТ 15150-69: Электрододержатель ЭД-2517 У1 ГОСТ 14651-78  Рисунок 42 – Электрододержатель винтового типа Конструкция электрододержателей сочетает в себе удобство использования, долговечность и надежную фиксацию электродов любых диаметров. Варианты исполнения электрододержателя предназначены для использования при сварке с силой тока до 200 А и 300 А соответственно. Согласно ГОСТ 14651-78 электрододержатели выпускаются трёх типов в зависимости от силы сварочного тока: 1 типа–для тока 125 А; 2 типа – 125–315 А; 3 типа –315–500 А. По электробезопасности электрододержатели должны соответствовать требованиям ГОСТ 12.2.007.8-75. 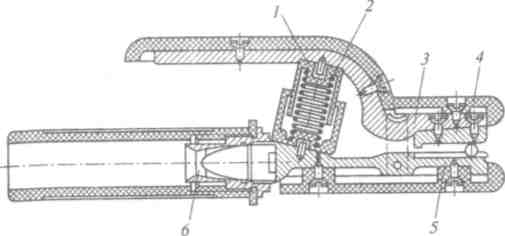 а) 1-защитный колпачок пружины; 2-пружина; 3-рычаг с верхней губкой; 4-теплоизолчция; 5-нижняя губка; 6-конус резьбовой втулки  б)Рисунок 43 – Электрододержатель пассатижного типа:а-схема, б-общий видСуществуют специальные электрододержатели – например, для безогарковой сварки, для подводной сварки (на них ГОСТ 14651 не распространяется). Технические характеристики некоторых электрододержателей приведены в таблице 5. Таблица 5 – Технические характеристики электрододержателей
8.3 Сварочные кабели, кабельные разъемы и наконечники Сварочные кабели. Для подвода тока к электрододержателю и изделию от источника питания применяют гибкие сварочные кабели марок РГД, РГДО, РГДВ, КГ, КОГ, КПГ, КСсш. Длина гибкого кабеля, к которому подсоединен держатель электродов, обычно равна 2–3 м, остальная его часть может заменяться кабелями марок КРПГН, КРПНТ и КРПСН. Применять кабель длиной более 30–40 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи, что отрицательно сказывается на качестве сварки. Кабель, соединяющий свариваемое изделие с источником питания, может быть более жестким и менее дорогостоящим, например ПРН. Сечение сварочных кабелей выбирают в зависимости от тока дуги и допустимых нагрузок для конкретной марки кабеля. Кабель сварочный КСсш (рисунок 44) предназначен для соединения при дуговой сварке электродержателей, автоматических и полуавтоматических сварочных установок с источником питания на номинальное переменное напряжение до 220 В номинальной частоты 50 Гц или постоянное номинальное напряжение 700 В. 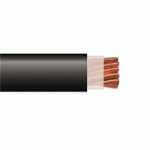 Рисунок 44 – Общий вид сварочного кабеля КСсш Конструкция: Токопроводящая жила: медная, многопроволочная, класса 5 для жил сечением от 10,0 до 95,0 мм² и класса 4 для жил сечением 120,0 мм² по ГОСТ 22483-77. Изоляция: Первый слой из сшитого полиэтилена накладывается обжатием, придавая кабелю круглую форму. Второй слой изоляции из поливинилхлоридного пластиката. Количество жил: 1. Сечение: 10,0; 16,0; 25,0; 35,0; 50,0; 70,0; 95,0; 120,0 мм2 Сварочный кабель КГ – одножильный гибкий изолированный провод, сплетенный из большого числа медных, отожженных и пролуженных проволочек диаметром 0,18–0,2 мм. Поставляемый сварочный кабель соответствует ТУ 16 К73.05-93. Обозначение: КГ (КОГ) 1х25 –кабель гибкий (особо гибкий), 1 –одна жила в кабеле, цифры после знака умножения – сечение жилы кабеля. Кабель КГН – с нулевой жилой. Конструкция: Токопроводящая жила – медная, многопроволочная, круглой формы, 5 класса по ГОСТ 22483. Токопроводящие жилы кабелей, предназначенных для работы в районах с тропическим климатом, изготовлены из медной проволоки луженой оловом или покрытой оловянно-свинцовым припоем с содержанием олова не менее 40%. Разделительный слой – синтетическая пленка, допускается наложение изоляции без пленки при отсутствии залипания резины. Изоляция – из резины изоляционной. Изолированные жилы имеют отличительную расцветку сплошную или в виде продольной полосы. Изоляция нулевой жилы выполняется голубого цвета; если нулевая жила отсутствует, голубой цвет применяется для расцветки любой жилы, кроме заземляющей. Жила заземления имеет зелено-желтый цвет или обозначена цифрой 0. Расцветка одножильных и двухжильных кабелей не нормируется. Цвета красный, серый, белый и, если не в сочетании, зеленый и желтый не используются для расцветки жил многожильных кабелей. Скрутка – изолированные жилы скручены с шагом скрутки не более 16 диаметров по скрутке. Разделительный слой – поверх скрученных жил – синтетическая пленка или тальк или другой аналогичный материал. Допускается изготовление без пленки при условии отделения изолированных жил от оболочки. Оболочка - из резины шланговой. Оболочка кабелей, предназначенных для эксплуатации в районах с холодным климатом, изготовлена из резины шланговой в холодостойком исполнении. Оболочка кабелей, предназначенных для эксплуатации в тропических условиях, изготовлена из антисептированной резины. В одножильных кабелях марки КГ допускается замена изоляции и оболочки изоляционно–защитной оболочкой. Номинальная толщина изоляционно-защитной оболочки равна сумме номинальных толщин изоляции и оболочки или удвоенной толщине изоляции. Предназначены для присоединения передвижных механизмов к электрическим сетям при переменном напряжении 660 В частотой до 400 Гц или постоянном напряжении 1000 В, при изгибах с радиусом не менее 8 диаметров кабеля при допустимой температуре нагрева токопроводящих жил до +750 С. Для кабелей в тропическом исполнении к марке кабеля добавляют через дефис букву "Т". Для кабелей в холодостойком исполнении к марке кабеля добавляют через дефис буквы "ХЛ". В условное обозначение кабелей с нулевой жилой к марке добавляется буква "н", кабелей с двумя и тремя основными жилами и одной или двумя вспомогательными жилами добавляется буква "в". Характеристики кабеля КГ представлены в таблице 6. |

