курсовая работа по технологии изготовления швейных изделий. Разработка технологии изготовления женского платья из льняных тк. Курсовая работа разработка технологии изготовления женского платья из льняных тканей Исполнитель
 Скачать 1.34 Mb. Скачать 1.34 Mb.
|

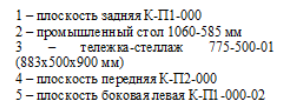
1 2 Выбор методов обработки модели женского платья Методы обработки изделия представлены в сборочном чертеже (Рис.2). 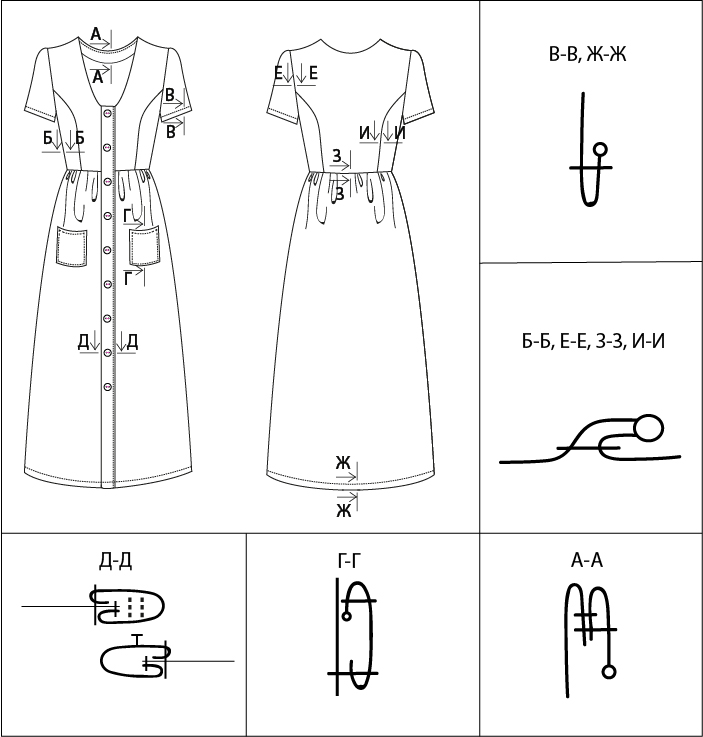 Рис.2. Сборочный чертеж Совершенствование технологии заключается в том, что по действующим технологиям боковые и нижние срезы карманов заутюживаются по отдельности (Рис.3), а по проектируемой технологии боковые и нижние срезы карманов заутюживаются одновременно по шаблону (Рис.4) [8]. 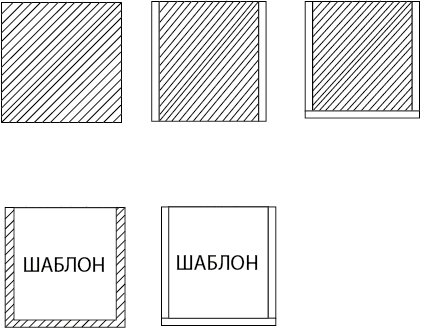 Рис.3 По действующей технологии Рис.4 По проектируемой технологии Большое значение для повышения эффективности производства швейных изделий имеет разработка и внедрение рациональных, так называемых технологичных конструкций одежды, обеспечивающих повышение производительности труда в результате снижения трудоемкости обработки при высоком ее качестве, снижения удельного веса ручных работ, унификации деталей, узлов. Снижение затрат времени (Сзв) на обработку узла и рост производительности (Пп.т) рассчитываются по формулам:   где tд– затрата времени на обработку узла по действующему методу, с; tп– затрата времени на обработку узла по проектируемому методу, с.   Выбор оборудования На основе принятых методов обработки в данной курсовой работе выбрано оборудование и средства малой механизации, применение которых позволит обеспечить высокую степень механизации работ, высокое качество изготовления изделия, а также минимальную трудоемкость процесса. Характеристики выбранных оборудований представлены в таблицах 4,5 [9]. Таблица 4 Технологическое оборудование, рекомендуемое для изготовления изделия
Таблица 5 Оборудование, рекомендуемое для влажно-тепловой обработки
Разработка технологической документации В технологической документации представлены документы, составляемые в процессе инженерной подготовки производства. К ним относятся: технологическая последовательность обработки изделия, граф взаимосвязи технологических операций в процессе изготовления изделия, технологические карты выполнения и инженерного обеспечения операций [10]. Технологический процесс изготовления одежды любого вида представляет собой набор групп операций, характеризующих обработку и сборку различных деталей и узлов в процессе получения готового изделия. Для нахождения взаимосвязей этих групп составляют графическую модель сборки конструкции изделия. Для этого выписывают по горизонтали все детали изделия, присваивая им, порядковый номер (таблица 6) и составляют матрицу. Таблица 6 Наименование сборочных единиц модели проектируемого изделия
В работе был выполнен граф конструктивных переходов, представленный на рисунке 5. 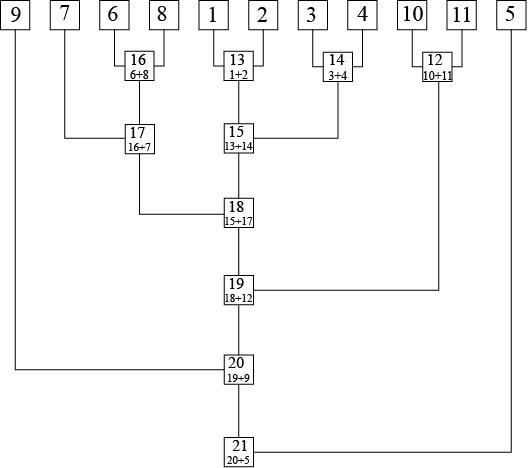 Рис.5 Граф конструктивных переходов На основании сборочного чертежа, где представлены методы обработки данного изделия, разработана технологическая последовательность изготовления женского платья (таблица 7). В технологической последовательности процесса изготовления изделия приводятся все операции с указанием их характеристики. Таблица 7 Технологическая последовательность изготовления женского платья
Продолжение таблицы 7
Продолжение таблицы 7
Продолжение таблицы 7
Продолжение таблицы 7
На основе последовательности обработки был разработан граф технологического процесса (рис.6). Технологический процесс представляет собой набор групп операций, характеризующих обработку деталей и узлов и далее их сборку в готовое изделие. 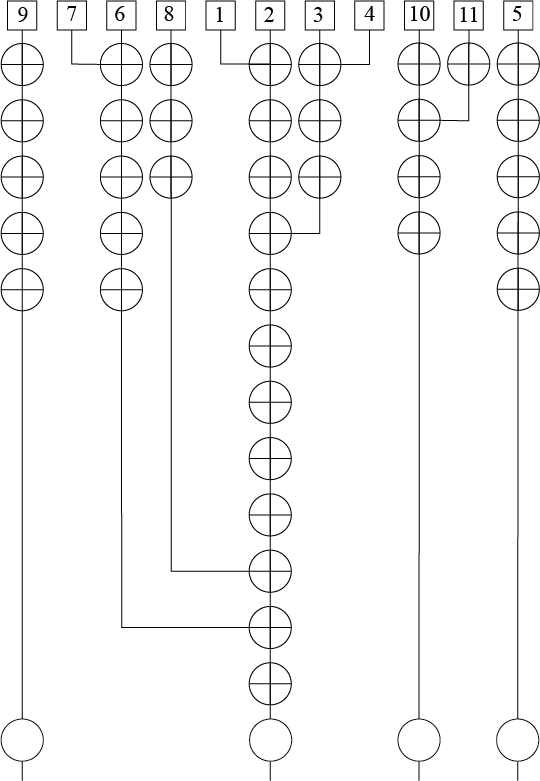 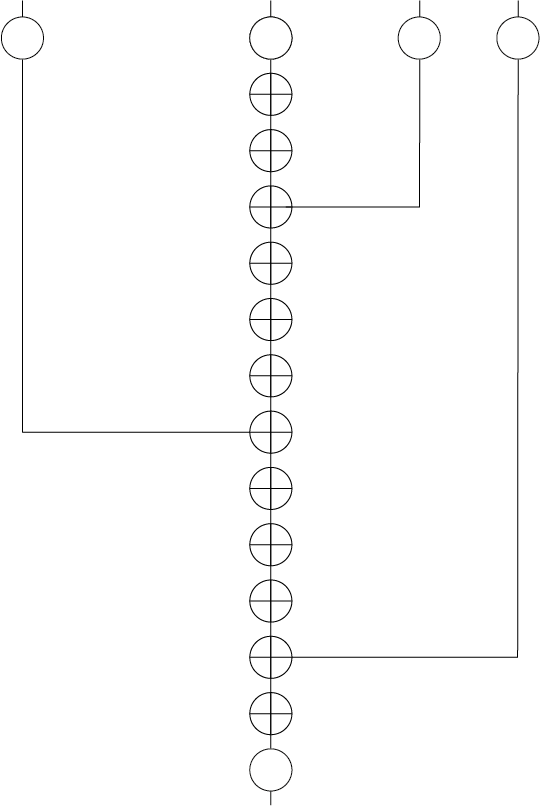  Рис.6 Граф технологического процесса На основе технологической последовательности обработки были разработаны технологическая операционная карта в таблице 8 и карта инженерного обеспечения рабочего места в таблице 9 [11]. Таблица 8 Технологическая операционная карта
Таблица 9 Карта инженерного обеспечения рабочего места
Заключение В курсовой работе были решены следующие задачи: 1.Проведен анализ направления моды на текущий сезон и выбрана модель женского платья из льняных тканей полуприлегающего силуэта. 2. Разработан эскиз женского платья с учетом тенденций моды. 3. Проведен анализ различных методов обработки изделия и выбраны наиболее подходящие методы обработки, тем самым снижая затраты времени на производительность. 3. Разработана технологическая документация, в которую входят технологическая последовательность изготовления изделия, граф конструктивных переходов, граф технологических процессов, карта инженерного обеспечения и технологическая операционная карта. Таким образом цель курсовой работы достигнута. Список используемой литературы: 1)https://studwood.ru/1691318/tovarovedenie/polozhenie_shveynoy_promyshlennosti_segodnyashniy_den 3)http://bigor.bmstu.ru/?cnt/?doc=140_CADedu/CAD.cou 3)https://studwood.ru/1670165/tovarovedenie/trebovaniya_izdeliyu_dannogo_vida 4)https://joy-pup.com/fashion/lnjanoe-plate/ 5)https://studwood.ru/1670166/tovarovedenie/razrabotka_trebovaniy_materialam 6)Манерова, Е.Ю. Материаловедение: технология изготовления тканей / Е.Ю. Манерова; Уральская государственная архитектурно-художественная академия, Институт изобразительных искусств. – Екатеринбург: Архитектон, 2014. – 111 с. 7)Томина, Т.А. Выбор материалов для изготовления швейного изделия: учебное пособие / Т.А. Томина; Оренбургский государственный университет. – Оренбург: Оренбургский государственный университет, 2013. – 122 с. 8)Алхименкова, Л.В. Технология изготовления швейных узлов: учебное пособие / Л.В. Алхименкова; Уральская государственная архитектурно художественная академия. – Екатеринбург: Архитектон, 2014. – 119 с. 9)Файзуллина, Р.Б. Технология швейных изделий: подготовительно раскройное производство / Р.Б. Файзуллина, Ф.Р. Ковалева; Министерство образования и науки России, Казанский национальный исследовательский технологический университет, Институт технологий легкой промышленности, моды и дизайна. – Казань: Казанский научно исследовательский технологический университет (КНИТУ), 2014. – 164 с. 10)Попелюх, А.И. Технологическая документация и сопровождение производства художественных изделий: учебное пособие: / А.И. Попелюх; Новосибирский государственный технический университет. – Новосибирск: Новосибирский государственный технический университет, 2018. – 127 с. 11)Рашева, О.А. Конструкторская подготовка производства на предприятиях легкой промышленности: учебное пособие / О.А. Рашева, О.В. Ревякина, И.В. Виниченко; Минобрнауки России, Омский государственный технический университет. – Омск: Омский государственный технический университет (ОмГТУ), 2017. – 150 с. 1 2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||