КП. Курсовой проект по дисциплине Машины и агрегаты для производства сварных труб и профилей
 Скачать 2.6 Mb. Скачать 2.6 Mb.
|

|
где Р - усилие прокатки, равное 60 МН (исходные данные); Для расчета прогибов воспользуемся формулами А.И.Целикова:  , (19) , (19) (20) (20)где Роп = 55,6 МН - усилие, приходящееся на опорный валок (расчет по формуле (2)); Е = 2,15·105 МПа - модуль упругости для стальных валков (/3/); G = 0,82·105 МПа - модуль сдвига для стальных валков (справочные данные /3/); с - расстояние от края бочки до середины шейки опорного валка, мм; а - расстояние между осями нажимных винтов, мм; Iб, Iш – осевые моменты инерции поперечных сечений соответственно бочки и шейки опорного валка, рассчитаем по формуле /1/: Отсюда:  м= м==2,06 м,  м=0,326 мм. м=0,326 мм.Упругая деформация валковой системы Деформацию края бочки относительно середины опоры рассчитаем по формуле: где Прогиб опорного валка по длине бочки найдем из расчета по формулам /1/: где Отсюда: Стрела прогиба середины бочки относительно края бочки: Отсюда, проседания опорного валка равно: Модуль жесткости четырехвалковой системы (Мв) определим по формуле: Эпюра к расчёту упругих деформаций опорного валка представлена на рисунке 9. 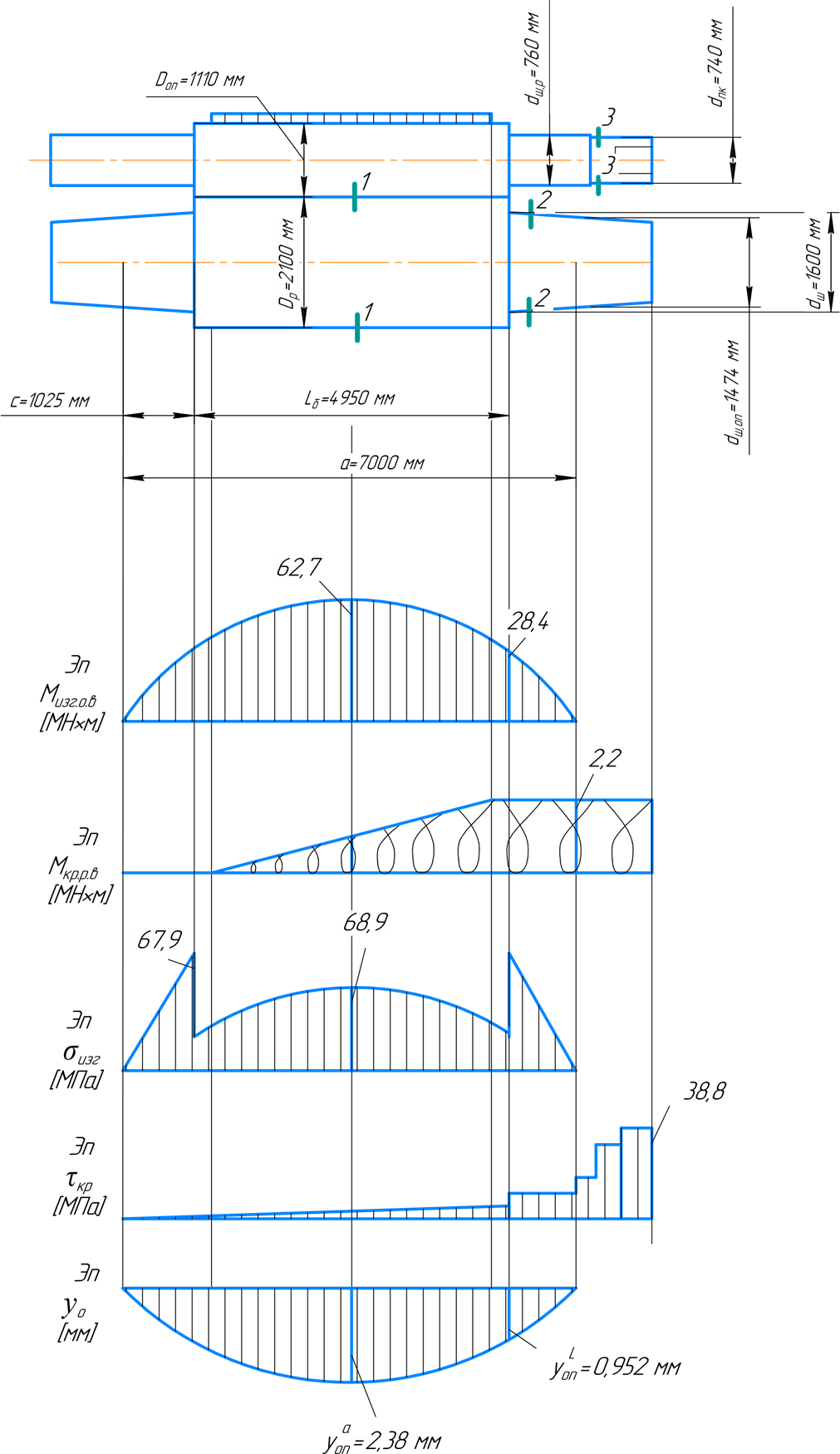 Рисунок 9 - Эпюры к расчётам валковой системы на статическую прочность и упругие деформации 3 Вопросы организационного, экономического и социального характера 3.1 Анализ потенциально опасных и вредных производственных факторов в цехе и инженерная разработка мер защиты от их опасного и вредного воздействия Основными опасными и вредными производственными факторами прокатного производства, источниками и местами выделения вредностей и возникновения опасностей являются по данным источника: – движущиеся машины и механизмы; – подвижные части производственного оборудования и механизмов; – дымо-, газо-, пылевыделения, образующиеся по ходу технологических процессов, – тепловыделения от работающего технологического оборудования; – шум от работающего оборудования и технологических процессов; – вибрация от оборудования; – низкие температуры воздуха в неотапливаемых производственных зданиях в зимнее время года; – наличие оборудования и установок, постоянно находящихся под высоким электрическим напряжением; Технические меры защиты от выявленных потенциально опасных и вредных факторов представлены в таблице 9. Таблица 9 Технические меры защиты от выявленных потенциально опасных и вредных производственных факторов
Продолжение таблицы 9
Рабочему необходимо иметь средства индивидуальной защиты. Личные средства защиты должны быть предписаны эксплуатационником в зависимости от уровня опасности. Сюда относятся в том числе следующие средства: - спец обувь , спецодежда Специальная одежда. Чтобы предотвратить вредное влияние неблагоприятных производственных факторов на организм, рабочие литейных цехов снабжаются специальной одеждой. При выборе материала одежды учитывают специфические условия труда. Так, для плавильщиков и заливщиков литейных форм куртки и брюки шьют из невоспламеняющихся льняных (обычно брезентовых) или грубых шерстяных тканей. Применение в этом случае хлопчатобумажных тканей допустимо только после пропитки их огнестойкими веществами. Молексин, диагональ и другие хлопчатобумажные ткани применяют для шитья специальной одежды рабочих смесеприготовительных, выбивных, очистных и обрубных участков, так как эти ткани хорошо задерживают пыль. Рабочие, обслуживающие механизмы, должны пользоваться специальной одеждой из легкой ткани, которая в случае захвата ее вращающейся частью механизма легко разрывается, что предотвращает получение травмы рабочим. В литейных цехах рабочим различных профессий выдается также специальная обувь. Плавильщики и заливщики снабжаются валенками, защищающими ноги от брызг расплавленного металла, стропальщики, шихтовщики и рабочие других профессий, выполняющие с помощью транспортирующих устройств перемещение тяжелых грузов, — специальными ботинками с ударозащитными элементами. Средства защиты глаз. Для предупреждения травм рабочие литейных цехов применяют закрытые предохранательные очки с регулируемым переносьем и безосколочными стеклами типа «триплекс». Рабочим смесеприготовительных отделений, выбивщикам форм и обрубщикам выдаются очки с бесцветными стеклами, защищающие глаза от пыли и осколков металла, плавильщикам и заливщикам — очки с синими или зелеными стеклами (светофильтрами). Последние защищают глаза рабочих не только от искр и брызг расплава, но и от раздражающего действия яркого света. Рукавицы. Для предупреждения травм (ожогов, ранений рук и др.) шихтовщики, выбивщики форм и рабочие других профессий снабжаются рукавицами из хлопчатобумажной ткани с брезентовыми наладонниками. Стропальщикам и рабочим других профессий, выполняющим с помощью транспортирующих устройств перемещение тяжелых грузов, выдаются специальные рукавицы c металлической ударозащитной арматурой 3.2 Технико-экономические показатели Таблица 10- Технико-экономические показатели ЛПК Стан-5000.
3.3 Часовая производительность агрегата Таблица 11 –Производительность цеха
Продолжение таблицы 11
4 Графическая часть 1 Общий вид прокатной клети. 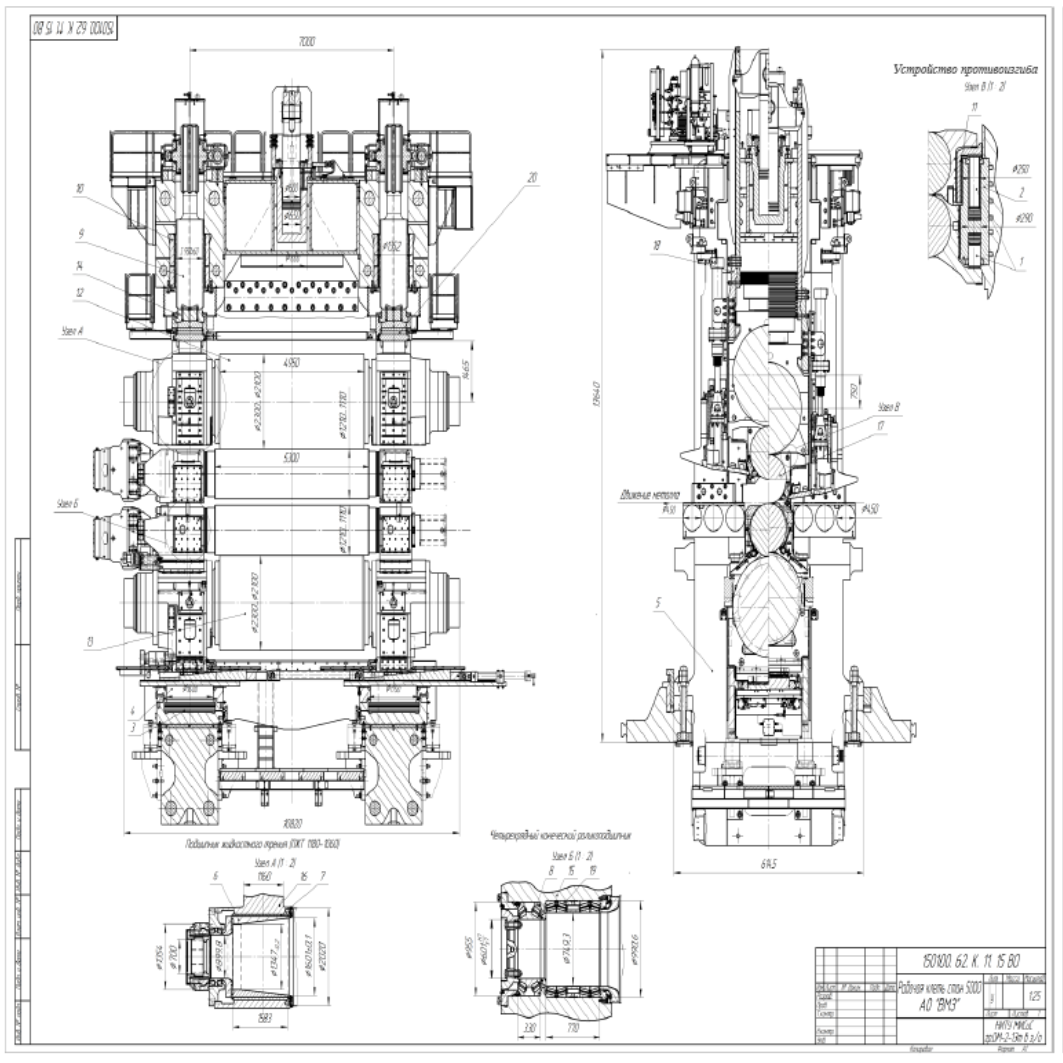 2 Валковый узел  ЗАКЛЮЧЕНИЕ В курсовом проекте была рассмотрена и изучена технология производства толстолистового проката , конструкция 4-х валковая прокатная клеть реверсивного типа, также изучены основные дефекты толстолистового проката\, вопросы социального и экономической безопасности, требования техники безопасности, основные опасные и вредные факторы. Результаты расчетов на статическую прочность и деформацию показали: наиболее нагруженным сечением является сечение шейки опорного валка, а наименее нагруженным - сечение приводного конца рабочего валка. Условия статической прочности выполняются только во всех сечениях 1-1, 2-2 и 3-3, т.к. kн.σ. = 0,492 < 1 (сечение 1-1); kн.σ. = 0,485 < 1 (сечение 2-2), т.к kн.τ. = 0,554 < 1 (сечение 3-3). Коэффициенты нагрузки в рассматриваемых сечениях меньше единицы, что удовлетворяет условию прочности 2. Условия циклической прочности выполняются только во всех сечениях 1-1, 2-2 и 3-3, т.к. Кн = 0,750 < 1 (сечение 1-1); Кн = 0,520 < 1(сечение 2-2), т.к Кн.τ= 0,185 < 1 (сечение 3-3). Коэффициенты нагрузки в рассматриваемых сечениях меньше единицы, что удовлетворяет условию прочности. 2 Значение модуля жесткости валковой системы полностью удовлетворяет технологическим требованиям, прогиб валковой системы компенсируется устройством противоизгиба. СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 1 Технология прокатного производства. Учебник для вузов / Грудев А.П., Машкин Л.Ф., Ханин М.И. - М.:Металлургия, 1994. 2 Материаловедение и технология конструкционных материалов: учебник для студ. высш. учеб. заведений / Арзамасов В.Б., Волчков А.Н., Головин В.А. и др. - М.: Издательский центр "Академия", 2007. 3 Королев А.А. Механическое оборудование прокатных и трубных цехов. Учебник для вузов. - 4-е изд. м.: Металлургия, 1987. 4 Машины и агрегаты металлургических заводов. В 3-х томах. Т.3. Машины и агрегаты для производства и отделки проката. Учебник для вузов / Целиков А.И., Полухин П.И., Гребеник В.М. и др. 2-е изд., перераб. и доп. - М.: Металлургия, 1988. 5 Суворов И.К. Обработка металлов давлением: Учебник для вузов. - 3-е изд., перераб. и доп. - М: Высш. школа, 1980. 6 Эфрон Л.И. Металловедение в «большой» металлургии. Трубные стали – М.: Металлургиздат, 2012. 7 Коновалов Ю.В., Остапенко А.Л., Пономарев В.И. Расчет параметров листовой прокатки. - М.: Металлургия, 1986. 8 ТК 15-00-30-2015 Производство листового проката из стали класса прочности К60 толщиной 19,6-22,0 мм по ТУ 0976-057-05757848-2011. Редакция 1 - КМЦ ОАО «ВМЗ» г.Выкса, 2015. 9 Приложение № 2 к контракту 21/131. Описание оборудования, исходные материалы, основные технологические характеристики, производительность. - Выкса: ОАО «ВМЗ», 2008. 10 ТУ 14-1-5493-2004 Прокат толстолистовой из низколегированной стали классов прочности К52-К60 и Х56-Х70 для электросварных труб на рабочее давление от 5,4 до 7,4 МПа. Технические условия. С изменениями №1, №2. - КМЦ ЦССМ ФГУП "ЦНИИЧермет им. И.П.Бардина" г.Москва, 2004. 11 ТИ 15 - П - 01 - 2012 Технология производства горячекатаного проката в ЛПК Стан 5000. Редакция 0 - КМЦ ОАО "ВМЗ" г.Выкса, 2012. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||