Анализ системы сбора и подготовки Карлово-Сытовского месторождения Самарской области. Анализ системы сбора и подготовки Карлово-Сытовского месторожден. Курсовой проект по дисциплине Сбор и подготовка скважинной продукции и экологическая безопасность
 Скачать 6.58 Mb. Скачать 6.58 Mb.
|

|
2.3 Технологический расчет отстойника Отстойник расположен на УПН. Последовательность аппаратов отстойник – сепаратор. Точный расчет отстойника с подачей эмульсии под водяную подушку. Обводненность снижается с 50 до 10%. Исходные данные для расчета представлены в таблице: Табл.22 Исходные данные для расчета
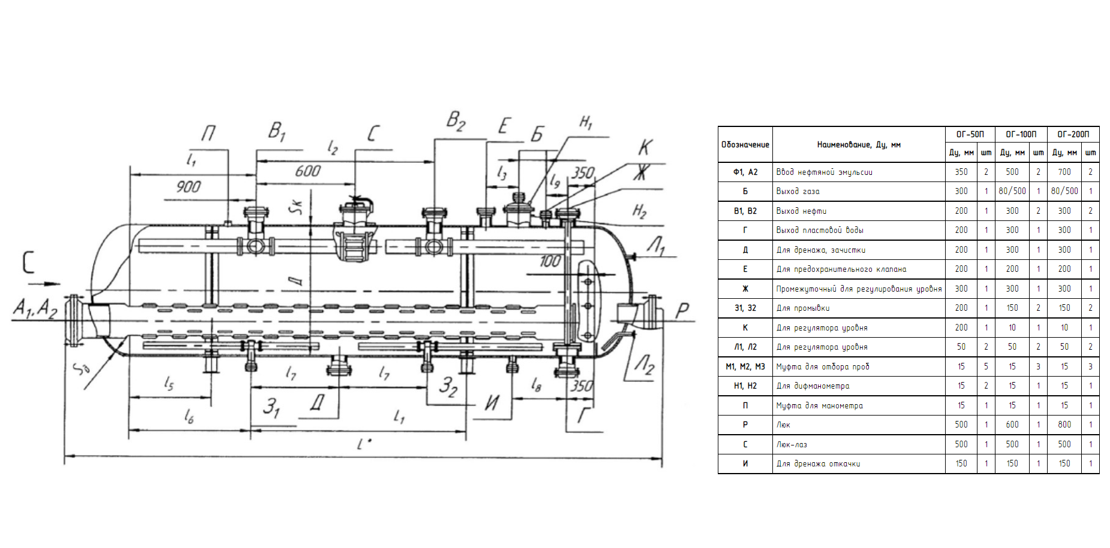 Рис.12 Схема отстойника Расчет: Расчет основывается на ряде следующих условий, описывающих реальную картину гравитационного осаждения полидисперсной эмульсии типа В/Н в стесненных условиях в двигающей жидкости. За время прохождения эмульсии от входа до выхода отстойника концентрация дисперсной фазы меняется как вдоль аппарата, так и по его высоте. За время прохождения эмульсии от входа до выхода отстойника ее вязкость меняется как вдоль аппарата, так и по его высоте. За время прохождения эмульсии от входа до выхода отстойника ее линейная скорость меняется как  вдоль аппарата, так и по его высоте. вдоль аппарата, так и по его высоте.Такой сложный характер поведения реальной эмульсии в аппарате неизбежно требует ряда упрощений: Пренебрежем толщиной входного слоя, который образуется между нефтью и водяной подушкой. Будем производит расчет, используя понятие (  ). ).Будем считать время отстоя равным среднему времени движения эмульсии вдоль зоны отстоя.  Рис.13 Принципиальная схема горизонтального отстойника Зная  и и  , при помощи таблицы определяем минимальный размер капель дисперсной фазы ( , при помощи таблицы определяем минимальный размер капель дисперсной фазы ( ), которые удаляются в данном отстойнике. ), которые удаляются в данном отстойнике.Табл.23 Усредненное распределение дисперсной фазы по диаметрам для водонефтяных эмульсий
Вычисляют  как разницу и , двигаясь справа налево по нижней строке табл., складываются указанные в ячейках величины как разницу и , двигаясь справа налево по нижней строке табл., складываются указанные в ячейках величины  до тех пор пока найденное слагаемое не станет равным (не превышая) . до тех пор пока найденное слагаемое не станет равным (не превышая) .d = dmin = 10 • 10-6; Рассчитываются критерий Архимеда, заменяя dr на dmin:  Ar =  При  , следовательно режим Ламинарный. , следовательно режим Ламинарный.Для Ламинарных условий оседания:    где  - часть аппарата заполненного нефтью. - часть аппарата заполненного нефтью.Для горизонтального отстойника:  ; ;  ; ; где  ; ;  ; ;   ; ;  Вывод по технологическому расчету: Отстойник недогружен и работает не в полную силу. Это значит, что на УПН установка дополнительных отстойников не требуется. 2.4 Технологический расчет сепаратора Сепаратор расположен на УПН. Объемная нагрузка сепаратора по поступающей жидкости  м3/сут. Исходные данные для расчета представлены в таблице м3/сут. Исходные данные для расчета представлены в таблицеТабл.24 Исходные данные для расчета
Сепаратор представлен на рисунке 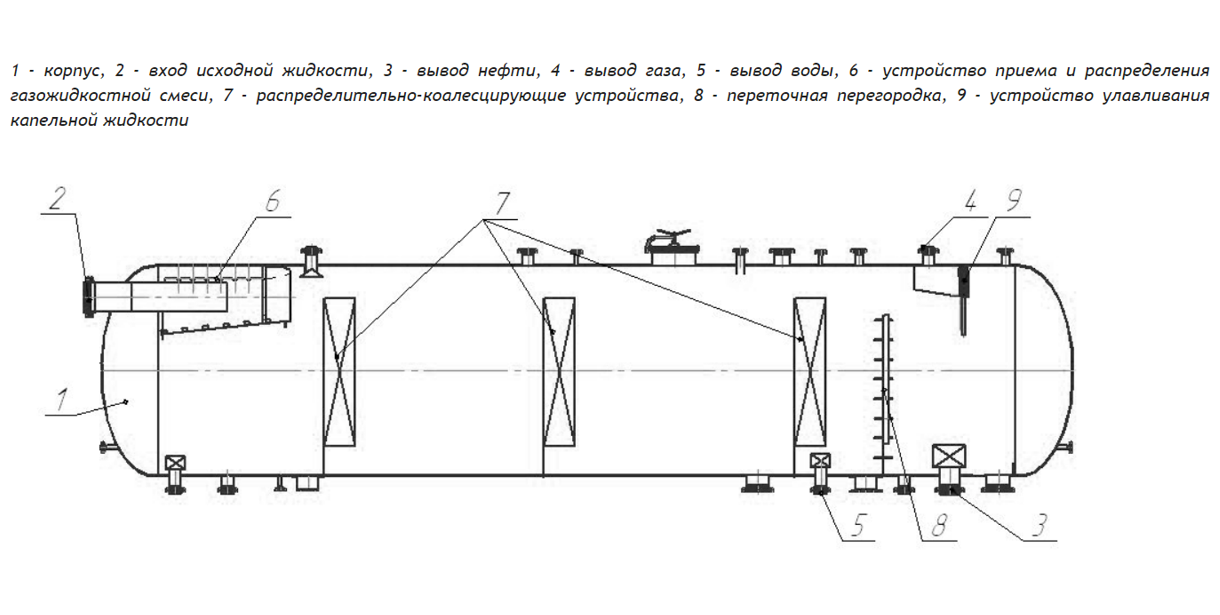 Рис.14 Технологический чертеж нефтегазового сепаратора Порядок выполнения расчета: 1. Задаемся первым давлением схождения. Для нефтегазовых систем оно должно равняться не менее 35 МПа (зададим стандарт 68,95МПа), но обязательно больше, чем давление внутри сепаратора. По справочным данным находим константы равновесия всех компонентов газа. 2. По справочным таблицам в методических указаниях определим константы равновесия для всех компонентов исходной смеси. Найденные значения представлены в таблице: Табл.25 Константы равновесия компонентов исходной смеси
Константа равновесия сероводорода находится расчетным путём:  Константа фазового равновесия остатка принимается равной нулю. 3. Рассчитываем объёмный состав исходной смеси на входе в сепаратор (ст. усл.):  где:  - газонасыщенность жидкости, поступающей в сепаратор (м3/т при ст.усл.), равная 6 м3/т; - газонасыщенность жидкости, поступающей в сепаратор (м3/т при ст.усл.), равная 6 м3/т; – объёмная доля i – го компонента (ст.усл.) в газе, уходящем из сепаратора, табл. 2.6.; – объёмная доля i – го компонента (ст.усл.) в газе, уходящем из сепаратора, табл. 2.6.; - объёмный состав исходной смеси на входе в сепаратор (ст. усл.); - объёмный состав исходной смеси на входе в сепаратор (ст. усл.); - динамическая вязкость разгазированной нефти в стандартных условиях, равная 14,49 мПа - динамическая вязкость разгазированной нефти в стандартных условиях, равная 14,49 мПа с. с.          4. Определяем, в каком состоянии находится исходная смесь на входе в сепаратор - в однофазном или двухфазном. Для этого вначале определим  Значит, исходная смесь на входе в сепаратор не однофазная жидкость. Далее определим  Значит, исходная смесь на входе в сепаратор не является газообразной фазой. Исходя из вышележащих неравенств, получается, что исходная смесь находится в двухфазном состоянии. В этом случае, величины L или  , лежащие в интервале 0 – 1, находим путём решения уравнения: , лежащие в интервале 0 – 1, находим путём решения уравнения: причём:  Полученные значения:   5. По следующим уравнениям определяем мольные составы фаз внутри сепаратора (xi и yi):   В жидкой фазе:          В газовой фазе:          Найденные значения мольных составов остальных компонентов смеси в жидкой и газообразной фазах представлены в таблице: Табл.26 Мольный состав фаз внутри сепаратора, 
6. Из таблицы видно, что полученные значения мольных составов фаз внутри сепаратора удовлетворяют условиям:   Приняв во внимание возможность в погрешности расчета, суммы мольных составов фаз не отличаются от 1, значит, значением давления схождения задались верно и пересчёт погрешностей делать не нужно. 7. Рассчитываем молекулярную массу отсепарированной нефти в стандартных условиях:  где:  - плотность разгазированной нефти в стандартных условиях. - плотность разгазированной нефти в стандартных условиях.При этом молекулярную массу остатка в стандартных условиях определяем по формуле института «Гипровостокнефть»:  8. Находим молекулярные массы жидкой и газовой фаз в сепараторе по формулам:   Молярная масса компонентов Miи произведение молярной массы на значение мольных составов фаз представлены в таблице ниже:Таблица 27
Исходя из данных, представленных в таблице выше, получается, что молекулярные массы жидкой и газовой фаз в сепараторе равны:   9. Определяем отношение массы газовой фазы к массе жидкой фазы в сепараторе в любой момент времени:  10. Зная максимальную объемную нагрузку на сепаратор по жидкости (Qж) и обводненность продукции  , находим максимальную нагрузку на сепаратор по нефти: , находим максимальную нагрузку на сепаратор по нефти:  QH = 0,0027 (1-0,7) = 0,00081 м3/сут 11. Принимаем плотность нефти в сепараторе равной плотности отсепарированной нефти, находим массовую нагрузку сепаратора по нефти:  GH =0,00081  = 0,69 кг/с = 0,69 кг/сНайдём массовую нагрузку на сепаратор по газу:  кг/с кг/с12. Зная фактическую (реальную) массовую нагрузку по нефти  , сравним её с расчетным значением , сравним её с расчетным значением  : : Из расчёта можем сделать вывод, что сепаратор не перегружен, работает в нормальном режиме, и нет необходимости в установке дополнительного аппарата. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 кг/м3
кг/м3 кг/м3
кг/м3
 200
200 кг/м3
кг/м3

