Производство ВМС на предпр. НХ. Производство ВМС на предпр. Лекции по курсу производство вмс на предприятиях нефтехимии
 Скачать 2.6 Mb. Скачать 2.6 Mb.
|

Свойства и применение других полиолефиновПоли-α-бутилен, поли-4-метилпентен-1 получают по технологиям, подобным получению ПП в присутствии катализаторов Циглера-Натта. Поли-α-бутилен. Поли-α-бутилен (ПБ), строение которого выражается формулой  представляет собой кристаллический полимер, медленно кристаллизующийся впервые 7-10 суток после расплавления и изготовления изделий. При этом изменяется его плотность от 880 до 910 кг/м3, повышается твердость и прочность при растяжении (см. табл. 5.2). По сравнению с другими полиолефинами этот полимер обладает значительно меньшей склонностью к образованию трещин под действием напряжений и меньшей ползучестью. ПБ пригоден для изготовления труб, пленок и получения антикоррозионных покрытий. Его перерабатывают в изделия методами литья под давлением и экструзии. Поли-4-метилпентен-1. Поли-4-метилпентен-1 (ПМП), получаемый из 4-метилпентена-1 (т. кип. 56,3-56,9 °С), имеет строение:  Плотность его (830 кг/м3) ниже, чем у других термопластов, выпускаемых про мышленностью (см. табл. 5.2), а прозрачность соответствует прозрачности органического стекла из полиметилметакрилата. Жесткость ПМП выше, чем у ПЭНП при 20°С, а модуль упругости при тех же условиях достигает значения модуля упругости ПП при 100 "С. ПМП эксплуатируется при более высоких температурах, чем ПЭ и ПП. Стойкость к ударным нагрузкам ниже, чем у ПЭ и ПП, но выше, чем у полиметилметакрилата и полистирола. По химической стойкости полимер близок к ПЭ, а по диэлектрическим свойствам превосходит полиолефины и пластифицированный поливинилхлорид. Перерабатывается стабилизированный ПМП литьем под давлением, экструзией и прессованием. Благодаря легкости, прозрачности и теплостойкости ПМП используется для изготовления прозрачных деталей и смотровых стекол, медицинского и лабораторного оборудования, пленок для упаковки пищевых и фармацевтических продуктов, электрической изоляций кабелей, плат для печатных схем, осветительной арматуры, стерилизуемых труб в пищевой промышленности и т. п. ЛЕКЦИЯ 10. Технология производства полистирольных пластиков. Производство полистирола и ударопрочного полистирола в массе. Производство полистирола и сополимеров стирола в суспензии. Производство полистирола для вспенивания блочно-суспензионным методом. Производство ударопрочного полистирола блочно-суспензионным методом. Производство полистирола в эмульсии. Производство АБС-сополимеров в эмульсии. Производство пенополистирола. Технология производства полистирольных пластиковПолистирольные пластики включают разнообразные материалы — полимеры, сополимеры и привитые сополимеры, получаемые реакциями радикальной полимеризации и сополимеризации стирола. Широкое применение нашли полистирол (ПС), ударопрочный полистирол (УПС), АБС-сополимеры и различные сополимеры стирола, особенно с акрилонитрилом и метилметакрилатом. По объему производства полистирольные пластики занимают третье место после полиолефинов и поливинилхлорида. Промышленное производство полистирольных пластмасс технологически осуществляется в массе, в эмульсии и в суспензии. Высокие технико-экономические показатели имеет производство ПС в массе по методу неполной конверсии мономера, обеспечивающему достаточно быструю скорость процесса в нескольких последовательно соединенных реакторах до конверсии 80-90% с отгонкой непрореагировавшего стирола и возвратом его после ректификации. Основными преимуществами этого метода являются возможность создания непрерывных, высокомеханизированных и автоматизированных промышленных агре гатов крупной единичной мощности и отсутствие химически загрязненных сточных вод. Недостаток этого способа состоит в сложности перехода с выпуска одной марки ПС на выпуск другой марки. Суспензионный метод применяется для получения раз личных малотоннажных марок ПС и сополимеров стирола. Эмульсионный метод полимеризации используют в основном при производстве АБС-сополимеров. На российском рынке находят применение все основные виды стирольных полимеров: общего назначения, полистирол ударопрочный, вспененный, АБС-сополимеры и прочие сополимеры. Самым крупным сегментом рынка является полистирол ударопрочный и общего назначения; на их долю приходится от 50 до 53 % емкости рынка. Доля вспененного полистирола составляет 25-30 %. Из сополимеров стирола на российском рынке доминируют АБС-пластики, занимающие около 15 % емкости рынка полистирольных материалов. В последние годы существенно увеличилось потребление отечественных полистирольных пластиков, наметилось снижение импор та, что обусловлено эффективной работой новых отечественных производств. На российском рынке в 2005 г. действовали предприятия производства ПС общей мощностью 330 тыс. т, из которых 74 % приходилось на полистирол общего назначения и ударопрочный, 13,5 % — на вспенивающийся полистирол, 7,2 % — на АБС-пластики, 5,3 % — на прочие сополимеры стирола. В 2004 г. производство полистиролов составляло 183,6 тыс. т, при этом коэффициент использования мощности не превышал 60%. Россия является ведущим производителем полистирольных пластиков на европейском рынке. Наибольший экономический эффект от использования полистирольных пластмасс достигается в радиотехнике, автомобилестроении, судостроении, радиотехнике, в производстве мебели и товаров народного потребления. Ассортимент полистирольных пластмасс расширяется за счет выпуска модифицированных материалов: армированных, наполненных, негорючих металлизированных и совмещенных с другими полимерами. Все полистирольные пластмассы легко окрашиваются в любые цвета, некоторые из них отличаются хорошими санитарно- химическими свойствами и используются для изготовления изделий, контактирующих с пищевыми продуктами. Переработка полистирольных пластмасс в изделия осуществляется современными высокопроизводительными методами — литьем под давлением, экструзией, вакуум- и пневмоформованием. Производство полистирола и ударопрочного полистирола в массе Полистирол и ударопрочный полистирол можно получать полимеризацией стирола в массе непрерывными методами в аппаратах колонного типа (с полной конверсией) и в каскадах реакторов (с неполной конверсией). Исторически вначале была разработана промышленная технология производства ПС в колонных аппаратах, затем более совершенная технология — в каскадах реакторов. Хотя в настоящее время технология производства в колонных аппаратах находит весьма ограниченное применение, в данном учебном пособии приводится описание обоих технологических процессов с тем, чтобы читатель мог сравнить их достоинства и недостатки. Мономер-стирол представляет собой жидкость с характерным резким запахом. После тщательной очистки вакуумной ректификацией стирол (чистота не менее 99 %) кипит при 145,2 'С, замерзает при -30,6 °С, имеет при 25 °С плотность 904,5 кг/м3, вязкость 0,73 МПа • с и показатель преломления nD20 = 1,5468. Полимеризацию стирола в массе можно проводить как с использованием термического инициирования, так и в присутствии инициаторов радикального типа. Скорость термической полимеризации при температуре ниже 70°С очень мала и для полного завершения процесса требуется длительное время. При 100 °С она несколько превышает 2 %/ч, но при 150°С реакция проходит быстро (в течение нескольких часов). Образующийся полимер имеет среднюю молекулярную массу 80 000-100 000. Введение инициаторов значительно ускоряет процесс, но одновременно приводит к уменьшению молекулярной массы ПС и понижению его физико-механических свойств, особенно стойкости к ударным нагрузкам. Поэтому в промышленности производство ПС в массе (блочного ПС) часто осуществляется без применения инициаторов. При проведении полимеризации стирола скорость реакции уменьшается с конверсией мономера. Практически реакция завершается при конверсии 90 %, получение 100 %-пого выхода полимера практически недостижимо. В связи с этим по одному из методов получение ПС ие доводят до полней конверсии, а прекращают его раньше. Непрореагировавший стирол удаляют из расплавленного полимера в вакууме. Присутствие остаточного стирола в полимере категорически недопустимо вследствие его токсичности. Растворение в стироле полибутадиенового или, более редко, стирол-бутадиенового каучука в количестве 3-10 % и термическая прививка стирола на каучук приводят к получению ПС, обладающего повышенной стойкостью к удару — ударопрочного полистирола. Технологический процесс производства блочного и ударопрочного ПС непрерывным методом в аппаратах колонного типа состоит из следующих основных стадий: предварительная полимеризация (форполимеризация) стирола (или стирола с растворенным каучуком), окончательная полимеризация, гранулирование ПС и У ПС (рис. 6.1). Стирол (или раствор каучука в стироле) из напорного бака непрерывно подается в реакторы предварительной полимеризации 1, в которых с помощью горячей воды через рубашку и змеевик поддерживается температура 80-100 °С в зависимости от марки выпускаемого полимера. Процесс проводят в атмосфере азота (кислород замедляет реакцию) при перемешивании мешалкой со скоростью вращения 5-6 с-1. При конверсии 28-32 % раствор ПС в стироле (по консистенции это сироп) непрерывно сливают в верхнюю часть аппарата колонного типа (полимеризатор) 3. Про должительность полимеризации 20-35 ч. Раствор полибутадиенового каучука в стироле готовят путем растворения при перемешивании и нагревании до 60-80°С кусков каучука кубической формы размером 10—20 мм. В него вводят антиоксидант 2,6-ди-трет-бутилфенол (около 0,5 %) для улучшения формуемости смазку (парафин, бутилстеарат или их смесь) в количестве 1-5 %. В реакторе 3, состоящем из набора цилиндрических секций (царг), снабженных самостоятельными системами наружного и внутреннего обогрева, происходит дальнейшая полимеризация стирола. 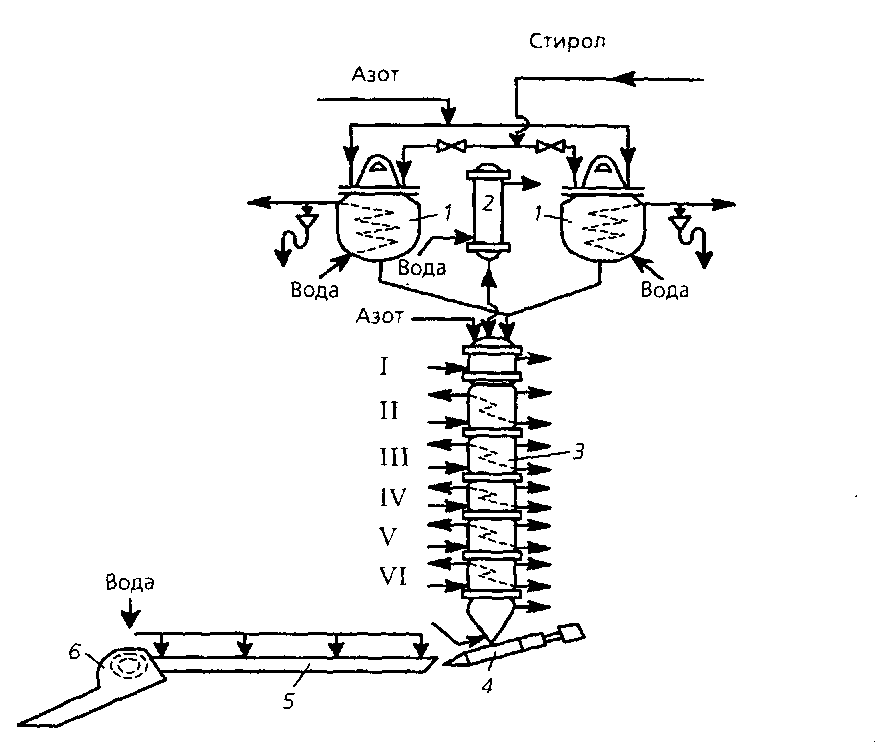 Рис. 6.1. Схема производства блочного и ударопрочного полистирола непрерывным мето дом в аппарате колонного типа:1 — реакторы предварительной полимеризации; 2 — холодильник; 3 — полимеризатор (аппарат колонного типа); 4 — эксгрудер; 5 — ванна; 6 —дробилка Пары стирола, удаляемые из полимеризатора, охлаждаются в обратном холодильнике 2 и возвращаются вновь в реактор-полимеризатор. Температура в секциях, повышающаяся сверху вниз, должна обеспечить полное завершение процесса за 18-30 ч Содержание остаточного мономера на выходе из полимеризатора 0,8-1,2 %). Чем быстрее повышается температура, тем выше скорость процесса (больше производи- льность полимеризатора), но ниже молекулярная масса получаемого ПС и хуже его физико-механические свойства. Один из режимов работы полимеризатора представлен ниже:
Теплоносителем, поступающим в рубашки и змеевики, являются дитолилметан, или динил, представляющий собой эвтектическую смесь дифенила (26,5%) и дифенилоксида (73,5%). Верхние секции нагреваются перегретой водой или насыщенным во дяным паром с давлением до 3 МПа. Возможно применение и индукционного обогрева. Расплавленный ПС из нижней конической части реактора при температуре 235°С поступает в экструдер 4, снабженный вакуум-отсосом, непрерывно выдавливается в виде прутков, которые после охлаждения водой в ванне 5 дробятся с помощью гранулятора 6. Отсос паров стирола из расплавленного ПС в экструдере обеспечивает снижение остаточного содержания стирола в полимере до 0,2-0,3 %. Блочный и ударопрочный ПС выпускают в виде бесцветных и окрашенных гранул. Окрашивание и введение специальных добавок (смазочных веществ, пластификаторов и др.) проводится на специализированных установках. Реактор-полимеризатор, являющийся аппаратом «идеального вытеснения», состоит из 6-9 цилиндрических секций (царг), нижнего конуса и крышки. Все секции и конус нагреваются до разных температур и снабжены отдельными рубашками и змеевиками. Полимеризатор и змеевики выполнены из нержавеющей стали; диаметр царг 1000-1600 мм, а общая высота аппарата достигает 15 м. Управление работой полимеризационного агрегата (см. рис. 6.1) полностью авто матизировано. Системы регулирования поддерживают заданную температуру реакционной массы в реакторах предварительной полимеризации и в каждой секции, дозированную подачу стирола в реакторы 1, заданный уровень реакционной смеси в них и определенный отбор расплавленного ПС из полимеризатора 3. Установлен контроль всех параметров процесса и предусмотрено дистанционное управление исполняющими механизмами с выводом значений параметров на мониторы. Особенностями полимеризации стирола в массе являются:
Указанный метод производства блочного и ударопрочного ПС является непрерывным и полностью автоматизированным, позволяющим получать различные марки стандартного хорошо перерабатывающегося в изделия продукта, и мало загрязняющим окружающую среду из-за отсутствия токсичных сточных вод и небольшого объема газовых выбросов. К недостаткам метода относятся длительность процесса, сравнительно небольшая производительность полимеризатора (до 5000 т/год) вследствие ограничений, налагаемых вязкостью среды и сложностью отвода тепла реакции, требованием предельно минимального содержания остаточного стирола в полимере. Более перспективным методом полимеризации стирола в массе является метод «неполной конверсии», по которому процесс доводят до 90-97 % в каскаде реакторов, а непрореагировавший стирол отгоняют в специальной вакуумной камере и после очистки возвращают вновь в цикл. По этому методу можно проводить полимеризацию стирола в присутствии небольших количеств растворителя (5-10 %), который снижает вязкость расплава, испаряясь, уносит часть теплоты реакции и полностью удаляется в конце процесса вместе с непрореагировавшим стиролом. Технологический процесс производства блочного и ударопрочного ПС непрерывным методом неполной конверсии в каскаде реакторов состоит из следующих основных стадий: последовательная полимеризация стирола (или раствора каучука в стироле) в каскаде реакторов, отгонка непрореагировавшего стирола, гранулирование ПС и УПС (рис. 6.2). 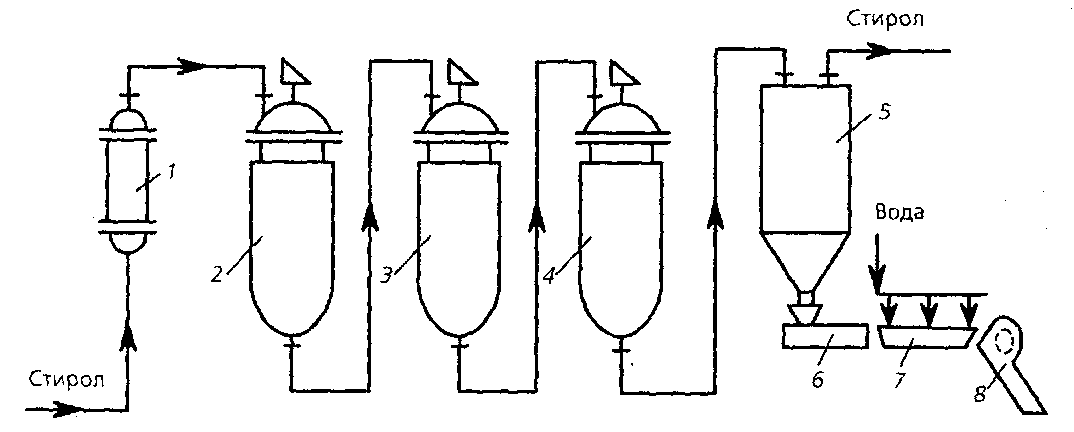 Рис. 6.2. Схема производства блочного и ударопрочного полистирола непрерывным мето дом в батарее реакторов: 1 — теплообменник; 2, 3, 4 — реакторы; 5 — вакуумная камера; 6 — экструдер; 7 — ванна; 8 — гранулятор Стирол (или раствор каучука в стироле) дозировочным насосом непрерывно подается через теплообменник 1, в котором подогревается до 80-100 °С, в первый реактор 2, а затем реакционная масса шестеренчатыми насосами перекачивается в реактор 3,4 и вакуумную камеру 5. Реакторы — аппараты, изготовленные из нержавеющей стали объемом 15-20 м3, снабженные рубашками для обогрева, мощными перемешивающими устройствами и обратными холодильниками. Режим полимеризации стирола в них представлен ниже: 1-й реактор 2-й реактор 3-й реактор Общие понятия 8 Групповая классификация полимерных материалов 11 Общие сведения о полимерах и их номенклатура 13 А-В-В-А-А-А-А-В-А 14 Методы получения синтетических полимеров 16 Молекулярные характеристики полимеров 18 ФИЗИЧЕСКАЯ СТРУКТУРА И СОСТОЯНИЯ ПОЛИМЕРОВ 20 Аморфное состояние полимеров 22 Надмолекулярная структура полимеров 25 ПОЛУЧЕНИЕ ПОЛИМЕРОВ 29 Полимеризация 29 Радикальная полимеризация 29 Сополимеризация 42 Технические способы проведения гомо- и сополимеризации 43 Поликонденсация 45 Влияние различных факторов на скорость поликонденсации и молекулярную массу 47 Совместная поликонденсация 48 Технические способы проведения поликонденсации 49 МОДИФИКАЦИЯ ПОЛИМЕРОВ 50 Общие понятия и методы модификации полимеров 50 Модификация полимеров низкомолекулярными веществами (на примере производных целлюлозы) 53 Модификация олигомеров олигомерами 55 Модификация ненасыщенных полиэфирных смол полимеризующимся мономером 56 Комбинированная химическая модификация полимеров (на примере получения материалов медицинского назначения) 57 СТАРЕНИЕ И СТАБИЛИЗАЦИЯ ПОЛИМЕРОВ 59 Процессы старения полимеров 59 Природа активных центров в процессах старения и их физико-химические особенности 60 Термическое старение в отсутствие кислорода 61 Термоокислительное старение 62 Термоокислительная деструкция некоторых полимеров 64 Старение под действием света 68 Другие виды старения 68 Защита полимеров от старения 70 Защита полимеров от термического и термоокислительного старения 70 Защита полимеров от светового старения 72 Защита полимеров от ионизирующих излучений 73 Методы введения стабилизаторов 73 Технология производства полиолефинов 75 Производство полиэтилена низкой плотности 76 Производство полиэтилена высокой плотности 79 Другие способы производства полиэтилена 81 Производство полипропилена 83 Завершающая обработка полиолефинов 84 Сведения по технике безопасности при производстве полиолефинов 85 Свойства и применение полиэтилена 87 Получение, свойства и применение сополимеров этилена 91 Модифицирование полиэтилена 93 Свойства и применение полипропилена 93 Свойства и применение других полиолефинов 95 Технология производства полистирольных пластиков 97 Производство полистирола и сополимеров стирола в суспензии 101 Производство полистирола для вспенивания блочно-суспензионным методом 102 Производство ударопрочного полистирола блочно-суспензионным методом 103 Производство полистирола в эмульсии 104 Производство АБС-сополимеров в эмульсии 106 Производство пенополистирола 107 Свойства и применение полистирольных пластиков 109 Полистирол и ударопрочный полистирол 109 Сополимеры стирола 109 Пенополистирол 109 АБС-сополимеры 110 Технология производства полимеров на основе хлорированных непредельных углеводородов 112 Производство других эпоксидных смол и их применение 197 Реакторы работают под некоторым разрежением, обеспечивающим съем тепла реакции в результате испарения стирола. Сконденсированный стирол возвращается вновь в реакторы. В вакуумной камере 5 при остаточном давлении 0,7-5 кПа и температуре 190-200°С удаляется непрореагировавший стирол, который после конденса ции в холодильнике собирается в сборник. Ректифицированный стирол возвращается в цикл (смешивается со свежим стиролом). Расплавленный ПС (или У ПС) из вакуумной камеры 5 поступает в экструдер 6, откуда выходит в виде прутков, охлаждается водой в ванне 7 и дробится на гранулы в грануляторе 8. Метод полимеризации стирола в массе при «неполной конверсии» имеет преимущества по сравнению с методом полимеризации стирола до полной конверсии: он позволяет получать до 15-25 тыс. т/год продукта с одного агрегата; дает возможность легко управлять процессом и регулировать свойства получаемого полимера; продукт отличается большой однородностью по физико-механическим показателям и молекулярно-массовому распределению. |