2022_СМ_Конспект лекций_Иванова ИВ. Лекция 1. Неплавящиеся электроды для дуговой сварки общие сведения о неплавящихся электродах
 Скачать 1.75 Mb. Скачать 1.75 Mb.
|

Таблица 3.7Предельное содержание серы и фосфора в наплавляемом металле, %
4. По виду покрытия: а) с кислым покрытием - "А"; б) с основным покрытием - "Б"; в) с целлюлозным покрытием - "Ц"; г) с рутиловым покрытием - "Р"; д) с покрытием смешанного типа – двойное обозначение (например, АЦ) 5. По допустимым пространственным положениям. а) для всех положений - "1"; б) для всех положений, кроме вертикального сверху вниз - "2"; в) для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - "3" г) для нижнего и нижнего в лодочку - "4". 6. По роду и полярности тока, а также номинальному напряжению холостого хода (таблица 6.14). Таблица 3.8. Обозначение электродов по применяемому току и напряжению
3.6. Маркировка электродов Полное условное обозначение электродов должно содержать следующие данные (рис. 3.2): 1 - тип; 2 - марка; 3 - диаметр; 4 - назначение; 5 - обозначение толщины покрытия; 6 - группа электродов; 7 - группа индексов, указывающих характеристики наплавленного металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 8 - обозначение вида покрытия; 9 - обозначение допустимых пространственных положений сварки или наплавки; 10 - обозначение рода тока, полярности и номинального напряжения холостого тока; 11 - обозначение стандарта ГОСТ 9466-75; 12 - обозначение стандарта на типы электродов. 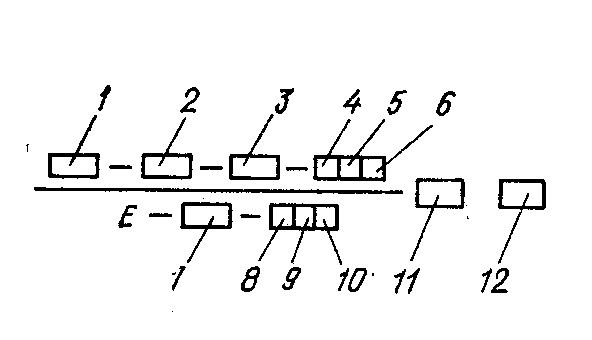 Рис. 3.2. Условное обозначение электродов Например, для электродов типа Э46 А (ГОСТ 9467-75), марки УОНИ-13/45, диаметром 3 мм, для сварки углеродистых и низкоуглеродистых сталей «У», с толстым покрытием «Д», 2-й группы с установленной по ГОСТ 9467-75 группой индексов, указывающих характеристики наплавленного металла и металла шва, с основным покрытием Б, для сварки во всех пространственных положениях 1, на постоянном токе обратной полярности полное обозначение будет иметь следующий вид: 3.7. Электроды для ручной дуговой сварки чугуна и цветных металлов В таблицах 3.9 и 3.10 даны характеристики электродов для сварки чугуна, цветных металлов и их сплавов. Таблица 3.9 Характеристика электродов для сварки и наплавки чугуна
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||