Технология ремонта и эксплуатации задвижек. Литер Лист Листов 1 ХХХ
 Скачать 1.09 Mb. Скачать 1.09 Mb.
|

           - - Литер Лист Листов - 1 ХХХ Кафедра ТМ гр. ММ 0.000.00.00. ПЗ Изм Лист № докум. Подп. Дата Разраб. Пров. Н.контр. Утв. . Ххххххххх Содержание Введение………………………………….………………………………………..3
1.1. Классификация задвижек………………………………………………...5
2.1. Надзор, техническое обслуживание и ревизия задвижек………………..112.2. Конструктивно – технологические предпосылки эффективностиремонта …………………………….....…………………………………….132.3. Диагностика трубопроводной арматуры………………………………...17 3. Разработка техпроцесса изготовления шпинделя……………………….24 3.1 Выбор заготовки…………………………………………………………...24 3.2 Назначение обработок……………………………………………………..24 3.3 Выбор оборудования………………………………………………………25 3.4 Выбор инструмента………………...……………………......................….26 3.5 Выбор режимов обработки………………………………………………..26 4. Разработка технологического процесса ремонта корпуса задвижки....31 4.1 Дефектация корпуса задвижки…………………..………………………...31 4.2 Назначение обработок……………………………………………………34 4.3 Выбор оборудования………………………………………………………35 4.4 Выбор инструмента………………...……………………......................….36 4.5 Выбор режимов обработки………………………………………………..36 5. Силовой расчет задвижек……….………………………………………….39 6. Безопасность жизнедеятельности…………………………………………..42 6.1 Анализ проектируемого технологического процесса…………………...42 6.2 Вредные производственные факторы…………………………………….42 6.3 Опасные производственные факторы…………………………………….43 6.4 Производственная санитария……………………………………………...45 6.4.1 Освещение……………………………………………………………..45 6.4.2 Микроклимат…………………………………………………………..46 6.4.3 Вентиляция…………………………………………………………….47 6.4.4 Отопление……………………………………………………………...48 6.4.5 Загазованность, запыленность………………………………………..49 6.4.6 Шум и вибрации……………………………………………………….50 6.5 Техника безопасности……………………………………………………...51 6.6 Чрезвычайные параметры…………………………………………………52 6.6.1 Пожары………………………………………………………………..52 6.6.2 Землетрясения………………………………………………………...53 Список литературы……………………………………………………………..54 Приложение Приложение А Приложение Б Приложение В Приложение Г Приложение Д Приложение Ж Приложение Е Приложение З Приложение И Приложение К Приложение Л Введение Острота проблемы технического обслуживания и ремонта промышленной трубопроводной арматуры (ПТА) возникла с началом реформирования народного хозяйства страны и формирования рыночных отношений. В результате преобразований произошло резкое увеличение стоимости ПТА, которая стремительно приблизилась к мировому уровню. Ограниченный объем финансовых ресурсов потребителей ПТА заставил их искать выход из сложного положения, когда замена изношенной арматуры на новую стала тяжелым экономическим бременем. В этих условиях потребители арматуры и вспомнили о возможности осуществления ремонта и начали его проводить стихийно на низком техническом уровне, но ставя задачу создания системы технического обслуживания и ремонта ПТА. Эта ситуация и родила спрос на-технические средства проведения ремонта, технологические процессы, методики оценки эффективности проведения ремонтов, положения по организации ремонтного производства, нормативы по обеспечению качества и .д. Необходимым условием нормального функционирования системы технического обслуживания и ремонта является взаимодействие исполнителей, вооруженных конструкторской и технологической ремонтной документацией, техническими средствами - в виде технологического оборудования, технологической оснастки, средствами диагностики, испытаний и контроля процессом ремонта. В рыночных условиях экономическая эффективность является превалирующим фактором, определяющим заинтересованность в запуске и повседневном поддержании нормального функционирования системы технического обслуживания и ремонта. О целесообразности проведения ремонта ПТА свидетельствуют структура технологических процессов, результаты технико-экономических расчетов и практические данные эффективности эксплуатации специализированных подразделений и организаций, осуществляющих техническое обслуживание и ремонт ПТА. Затраты на проведение мелкого, среднего и капитального ремонтов находятся в диапазоне от 7% до 50% стоимости новой арматуры, что позволяет вполне определенно утверждать, что в современных экономических условиях и при современном уровне качества трубопроводной арматуры правильно организованный и в достаточной мере технически оснащенный процесс ремонта экономически выгоден потребителю арматуры. Свойства задвижек, возможность их использования в различных производствах зависят от многочисленных факторов. К важнейшим факторам можно отнести конструктивное оформление базовых деталей, таких как корпус, клин, крышка, применяемый для этих деталей материал, способы получения заготовок, массогабаритные характеристики. Эксплуатация задвижек предполагает не только сам процесс непосредственного функционирования изделия, это еще и надзор за состоянием трубопроводных систем, технологического оборудования и трубопроводной арматуры. для поддержания в работоспособном состоянии оборудования, трубопроводной арматуры и постоянного обеспечения безопасности осуществляется постоянный надзор, техническое обслуживание и ремонт. Клиновые задвижки с позиции обеспечения герметичности в затворе и ресурса герметичности являются наиболее сложным объектом из всех типов запорной арматуры. Они относятся к четырехповерхностным системам. Для обеспечения герметичности в них необходимо точно изготовить четыре поверхности. При этом поверхности должны точно располагаться относительно друг друга. Наибольшей технологической проблемой является обеспечение точности угловых параметров затвора. Для достижения точности в технологическом процессе ремонта должны использоваться или специализированная технологическая оснастка на универсальное оборудование, или специализированное ремонтное оборудование. Технологические приемы должны обеспечивать качество всей совокупности метрических параметров. 1. Общие сведения о задвижках 1.1. Классификация задвижек По совокупности эксплуатационных свойств, характеризующих использование по назначению, задвижки относятся к классу запорной арматуры. Они предназначены для полного, в отдельных случаях и частичного, перекрытия (запирания) потоков газообразных, жидких, пульпообразных и сыпучих материалов, транспортируемых по трубопроводам. Функциональной особенностью задвижек, отличающих их от других типов запорной арматуры, является динамика работы запорного органа при перекрытии транспортируемого потока. У задвижек запирание осуществляется при поступательном перемещении запорного органа перпендикулярно направлению движения транспортируемого потока. Эта особенность обусловила одно из важнейших достоинств задвижек перед другими типами запорной арматуры — низкий коэффициент гидравлического сопротивления (ξ) проточной части [5]. Задвижки широко применяют для перекрытия потоков газообразных и жидких сред в трубопроводах с диаметрами условных проходов от 50 до 2000 мм при рабочих давлениях 0,4.. .20 МПа и температуре среды до 450ºC. На отечественных магистральных нефтепроводах обычно применяют стальные клиновые задвижки с электро- или гидропневмоприводом. В газовой промышленности их применяют на газопроводах и трубопроводах компрессорных и газораспределительных станций. Возможность использования задвижек в эксплуатационной системе во многом зависит от материала, из которого изготовлены корпусные детали. Материал определяет прочностные, коррозионные, износостойкие и другие свойства задвижек (рис.1.1). В настоящее время задвижки изготавливают из чугуна, стали, цветных материалов, различных сплавов, плакированные химически и износостойкими материалами. 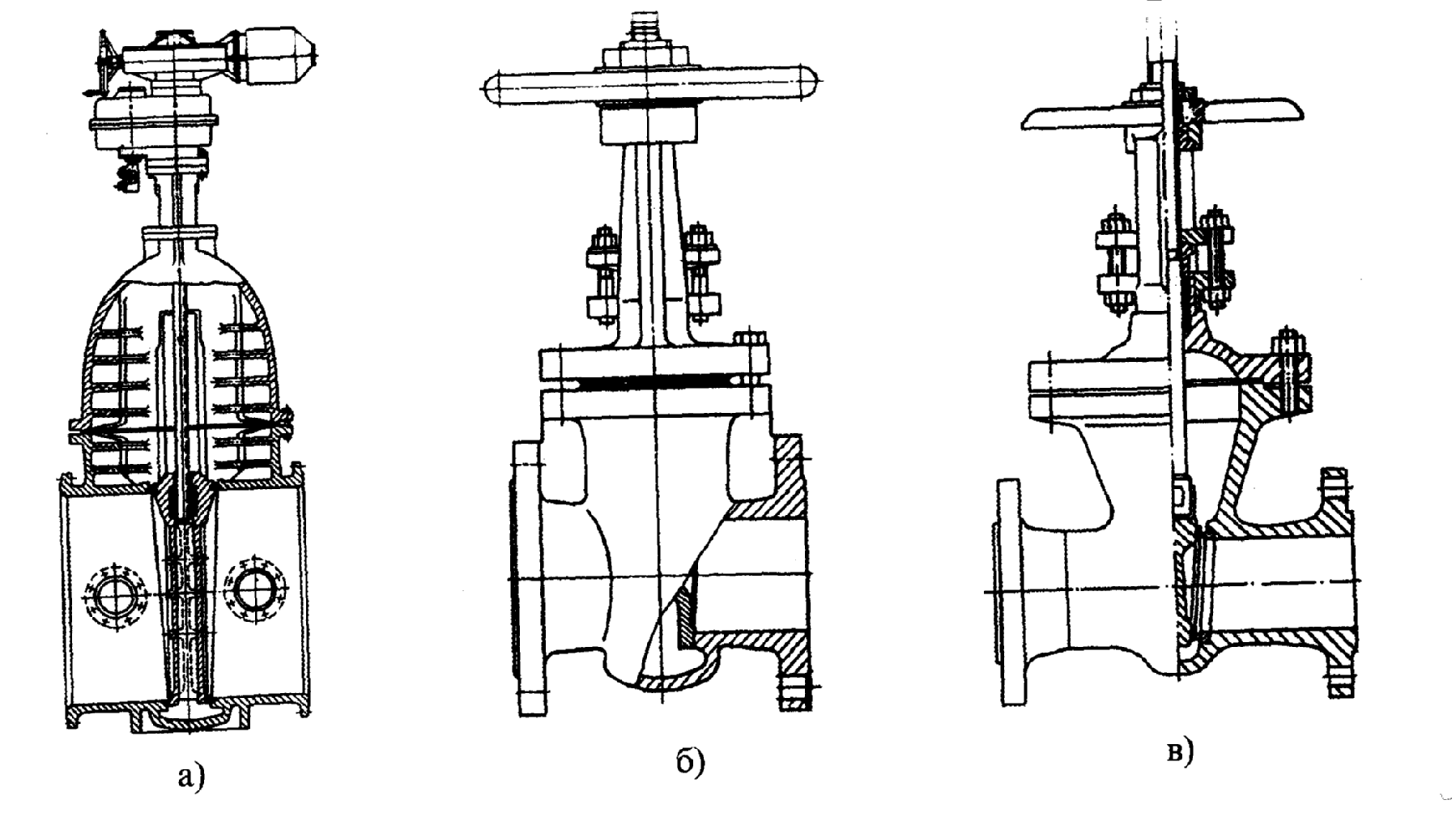 Рис.1.1. Задвижки клиновые: а – чугунная с внутренними ребрами жесткости; б – бронзовая; в – стальная без ребер жесткости. Технологический способ получения заготовок корпусных деталей оказывает чрезвычайно большое влияние на выходные свойства арматуры, её показатели качества, такие как прочность, гидравлическая плотность материала. Имеющиеся в настоящее время классификации промышленной трубопроводной арматуры, в том числе и задвижек, разработаны на основе использования совокупности функциональных, конструктивных, технологических классификационных признаков без четко выраженной связи с эксплуатационными характеристиками. На рис. 1.2 представлена классификация задвижек, которой конструктивные признаки формируют эксплуатационные свойства арматуры [9]. В представленной классификации конструктивные исполнения порождают внешние характеристики задвижек и раскрывают следующие из них эксплуатационные свойства, выражаемые через классификационные признаки. Первый классификационный признак дает качественное представление о гидравлическом сопротивлении проточной части задвижки; 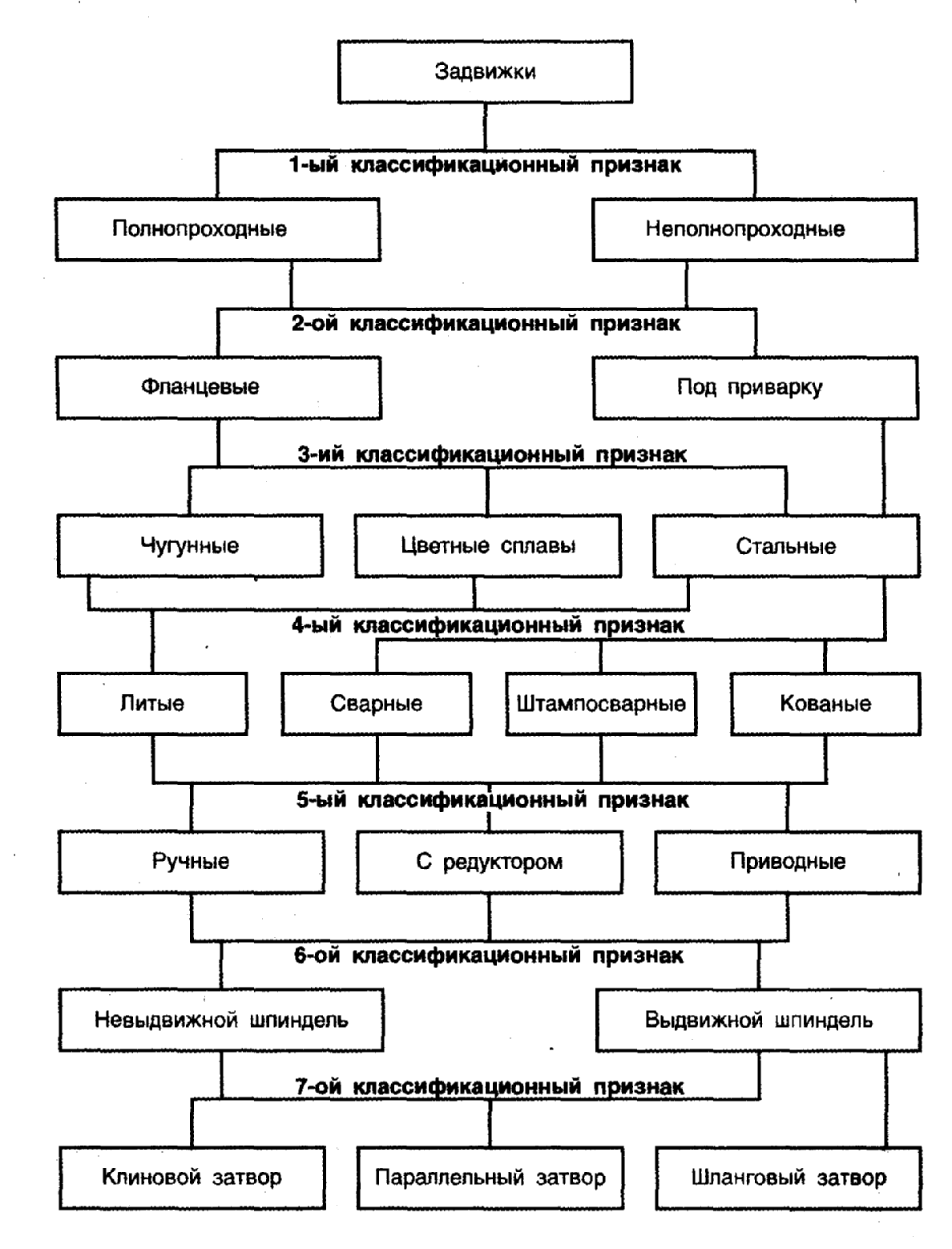 Рис.1.2. Классификация задвижек второй классификационный признак позволяет качественно оценить характер монтажа задвижки в трубопроводной системе; третий - характеризует условия использования задвижек, связанные с параметрическими свойствами транспортируемых по трубопроводу сред (химическую активность, температуру, давление и т.д.); четвертый классификационный признак дает возможность качественной оценки таких свойств задвижек, как прочность, гидравлическая плотность (внешняя герметичность), вес, долговечность, коррозионную стойкость и т.д.; пятый классификационный признак свидетельствует об уровне автоматизации управления работой задвижек; шестой классификационный признак дает представление о габаритных размерах и долговечности механизма управления перемещения затвора; седьмой классификационный признак качественно характеризует условия обеспечения базового показателя качества - герметичности затвора, его ресурс и уровень универсальности использования в зависимости от параметрического состояния транспортируемых сред [8]. В сравнении с другими видами запорной арматуры задвижки имеют следующие преимущества: незначительное гидравлическое сопротивление при полностью открытом проходе; отсутствие поворотов потока рабочей среды; возможность применения для перекрытия потоков среды большой вязкости; простота обслуживания; относительно небольшая строительная длина; возможность подачи среды в любом направлении. Недостатки, общие для всех конструкций задвижек, следующие: невозможность применения для сред с кристаллизирующимися включениями, небольшой допускаемый перепад давлений на затворе (по сравнению с вентилями), невысокая скорость срабатывания затвора, возможность получения гидравлического удара в конце хода, большая высота, трудности ремонта изношенных уплотнительных поверхностей затвора при эксплуатации [14]. 1.2. Условия использования задвижек Условия работы арматуры определяются большим числом факторов: рабочим давлением среды, рабочей температуры, физическими и химическими свойствами рабочей среды, колебаниями давления и температуры, периодичностью выполнения циклов срабатывания или переключений, тью средтлассификационньты. 1.3) б - . ипом привода, местонахождением на открытом месте или в закрыт помещении, климатическими условиями и др. При высоких давлениях рабочей среды имеют большие значения усилия моменты, необходимые для управления армат усложняются условия для обеспечения герметичности запорного органа арматуры, сальникового узла прокладочных соединений. Большие скорости рабочей среды в седле, вызванные значительными перепадами давлений проявляющимися особенно в момент открытия затвора создают эрозионный износ затвора и уплотнительных колец [2, 1, 4]. Высокая температура создает особо сложные условия работы деталей. Материалы должны быть теплоустойчивыми, предел прочности на растяжение, предел текучести, а также предел длительной прочности при рабочей температуре должны обеспечивать длительный срок эксплуатации арматуры. Колебания давления и температуры создают условия разуплотнения фланцевых соединений. Периодическое повышение температуры вызывает пластическую деформацию прокладки в связи с временным увеличением затяга болтов и шпилек. При снижении температуры затяг прокладки оказывается недостаточным и прокладочное соединение теряет герметичность. Задвижки используются там, где габариты арматуры не имеют решающего значения, а условия эксплуатации тяжелые высокая температура рабочей среды, требуется длительная герметичность затвора. Задвижки имеют малое гидравлическое сопротивление, малую строительную длину (при малых давлениях), низкую стоимость и широкий диапазон диаметров прохода. Задвижки используются только в качестве запорной арматуры. При необходимости частого открывания и закрывания (высокая частота циклов) применять их не рекомендуется. Периодичность срабатывания арматуры (цикловая нагрузка) оказывает влияние на срок ее службы. Можно условно считать, что такие детали, как ходовая гайка, уплотнительные кольца задвижек, набивка сальника и некоторые другие, могут выполнить определенное число циклов, после чего должны быть подвергнуты ремонту или замене. При частом срабатывании срок службы этих деталей снижается. Каждый тип привода имеет свою силовую характеристику влияющую на контактные давления на уплотнительных кольцах запорного органа задвижек, напряжения в шпинделе и ходовой гайке, бугеле и других деталях. Силовой характеристикой арматуры называется зависимость значений перестановочного усилия о перемещения затвора. Электроприводы создают ударную нагрузку на уплотнительные кольца в конце хода закрывания гидравлический привод обычно нагружает седло более плавно. Ударное действие при закрывании ухудшает состояние уплотнительных поверхностей на клине и седле, что оказывает влияние на срок службы. При расположении арматуры на открытом воздухе ухудшаются условия ее эксплуатации, иногда нарушается регулярная смазка, в подвижные сопряжения попадают пыль и песок, влага, дождь и снег, что ускоряет изнашивание деталей. Конструкция и материал основных деталей: корпуса, крышки, уплотнительных колец, шпинделя, нажимной гайки и др. должны соответствовать условиям работы, в противном случае неизбежен ускоренный выход арматуры из строя. За ней всегда должны быть организованы тщательное наблюдение и своевременный контроль технического состояния. 2. Техническое обслуживание и ремонт задвижек |