Отчет по производственной практике, сварщик. Место прохождения практики оао Манотомь Практика проводилась в следующих цехах и отделах
 Скачать 1.64 Mb. Скачать 1.64 Mb.
|

 Директор предприятия; Заместитель директора предприятия – обеспечивает приём заказов и сопровождение сделки от начала до готовой продукции. Сварочный цех: Выполнение сварочных и ремонтных работ, сборка конструкций и их сварка. Выполнение покрасочных работ, погрузка готовых конструкций.
Продолжение таблицы 1
Уголок из стали марки Ст3 распускается на ленточном отрезном станке (JET MBS). В процессе резки сортамент закрепляется в тисы на столе станка и производится поперечная резка металла ленточной пилой по намеченным рискам. После обработки металла резанием производится механическая обработка кромок изделий, удаляются металлические заусенцы с помощью углошлифовальной машинки (УШМ). Заготовки для ступенек лестницы формируются из металлического прутка длинной 6м, диаметр которого 12мм , материал – Ст3. Таблица 2 –химический состав стали марки Ст3, %.
Продолжение таблицы 2
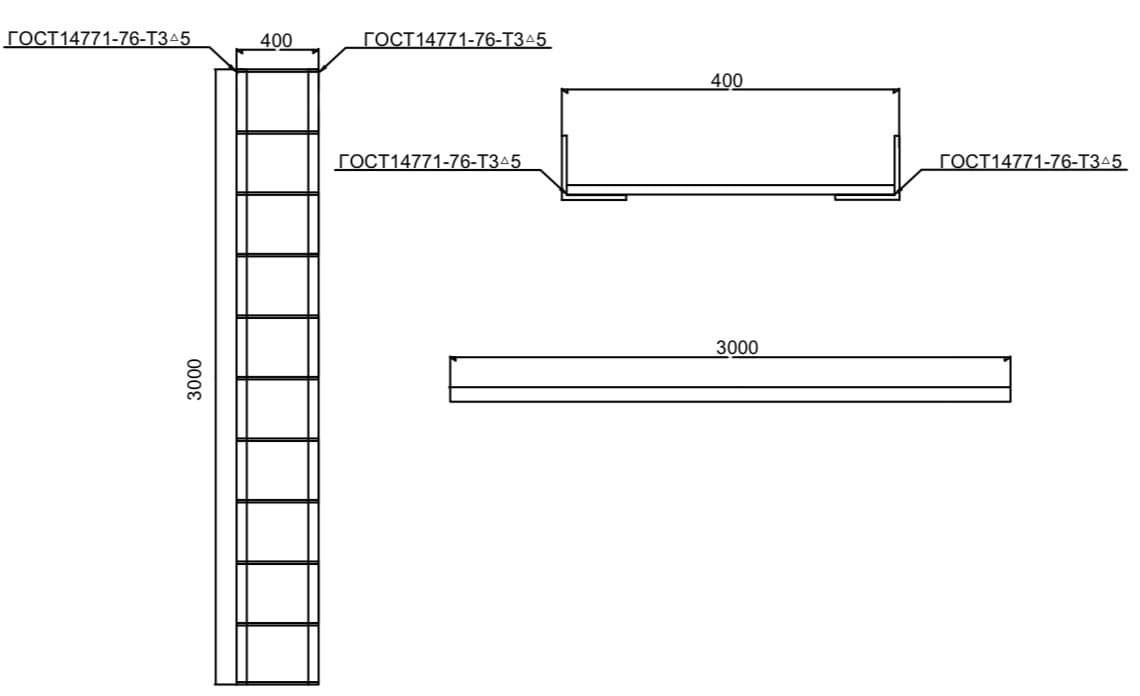
После того, как все заготовки готовы к сборке их отправляют в сварочный цех. Сборка. Сборка изделия производится в сварочном цеху в следующем порядке: Производится сборка из 2 уголков длинной 3000мм и 10 прутков длинной по 500мм . Затем при помощи механизированной сварки в защитном газе (Сварочный инвертор WS Weldeship MIG 350) с сплошной проволокой ESAB 1,2 мм (рис.3) выполняются прихватки.  Рисунок 4 – источник питания инверторного типа марки «WS Weldeship MIG 350» Таблица 3 –технические характеристики источника питания инверторного типа «WS Weldeship MIG 350»
При этом сборка производится без применения средств механизации и автоматизации на сварочном участке. Точность сборки контролируется при помощи металлического угольника и линейки. Предварительно производится предварительная зачистка кромок свариваемого изделия при помощи металлической щётки и абразивной бумаги до металлического блеска, удаляется масло, краска, ржавчина и грязь. После того, как изделие собрано на прихватки производится контроль размеров. Таблица 4 –химический состав сварочной проволоки
Сварка. После того, как все основные элементы конструкции собраны, приступают к окончательной сборке и сварке: выполняется проварка всех сварных швов. Затем производится повторная зачистка свариваемых кромок, удаляются брызги металла и нагар. По окончании сварочных работ изделию дают остыть, удаляют брызги металла и производят окончательную зачистку (удаляется нагар, и брызги металла). Механическая обработка. После окончательной сборки изделия проводится зачистка и механическая обработка мест прилегания швов, при помощи ручного электроинструмента (рис.6) снимается усиление сварных швов, обрабатываются места перехода металла шва к основному металлу.  Рисунок 5 – углошлифовальная машина «Makita» Таблица 5 –технические характеристики УШМ «Makita»
Контроль качества. Контроль качества изделия осуществляется при помощи визуально-измерительного контроля, который проводится в соответствии с ГОСТ Р ИСО 17637-2014. С использованием набора ВИК: линейки, лупы, фонарики, наборы шаблонов, штангенциркуль, мел обнаруживаются дефекты, несоответствия размеров. Мелом выделяются дефектные участки, и конструкция отправляется на доработку. Техника безопасности. При выполнении всех перечисленных видов работ должны соблюдаться требования техники безопасности и охраны труда в соответствии с ГОСТ 12.3.003-86. Сварка должна выполняться в соответствии с требованиями настоящего стандарта, ГОСТ 12.1.004-91, ГОСТ 12.1.010-76, ГОСТ 12.3.002-75. Слесарные, слесарно-сборочные работы должны выполняться в соответствии с ГОСТ 3.1703-79. Общее положение соблюдения техники безопасности: 1) При выполнении работ с ручным электроинструментом запрещено работать без защитных очков, или маски. Запрещено работать с засученными рукавами. Запрещено иметь распущенные волосы, шарф, свисающие элементы одежды или бижутерии. 2) Запрещено проводить электросварочные работы без средств индивидуальной защиты: сварочная роба, сапоги с резиновой подошвой, краги, сварочная маска. 3) Запрещено проводить работы с вращающимися частями станков имея распущенные волосы, шарф, наушники. 4) Запрещено проводить работы с вращающимися частями станков и ручного электроинструмента в перчатках. 5) Запрещено использование инструмента не по назначению. 6) Запрещено проведение сварочных работ без включённой вытяжки и приточной вентиляции в помещении сварочного цеха. 4 ВОПРОСЫ ЭКОНОМИКИ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВАВ цеху осуществляют работу мастера цеха и 16 человек рабочего состава(сварщики). Форма оплаты – почасовая. Общее количество оборудования: Сварочный цех–21 единиц на сумму 3474000 р. Слесарный цех–3 единиц на сумму 2376000 р. Общая площадь сварочного цеха 2300 квадратных метров. Общая площадь слесарного цеха 1200 квадратных метров. Удельная площадь цеха на одного работающего 120 квадратных метров. Удельная площадь цеха на единицу оборудования 10 квадратных метров. Техническая подготовка производства: Основные задачи: 1) Создание конкурентоспособной продукции. 2) Создание предпосылок для ритмичной и рентабельной работы. 3) Сокращение длительности и трудоёмкости ТП. Конструкторская подготовка заключается в проектировании новых и совершенствовании выпускаемых изделий, и обеспечении их производства чертёжно-конструкторской документацией. Она разделяется на ряд этапов, объем, и содержание которых зависит от степени сложности и новизны конструкции и типа производства. Основные этапы: Составление технического задания; Разработка технического предложения; Эскизный проект; Технический проект; Рабочий проект. Техническое задание разрабатывается заказчиком либо проектировщиком, на основе выполненных научно-исследовательских работ, изучения патентной информации, маркетинговых исследований, анализа существующих моделей. В нем определяются: производительность, надежность, к.п.д., предельный вес, габариты, цена и другие показатели. Техническое предложение содержит технико-экономическое обоснование целесообразности создания данного изделия, проводится укрупненный расчет ожидаемой экономической эффективности. Эскизный проект содержит чертежи общего вида, все принципиальные схемы, расчёт основных показателей, экономическое обоснование проекта. Технический проект содержит уточнённые чертежи общего вида, чертежи наиболее трудоёмких и металлоёмких деталей, все принципиальные схемы, спецификации стандартных деталей и сборочных единиц, пояснительную записку с технико-экономическим обоснованием. Рабочий проект включает всю документацию, необходимую для изготовления, монтажа и эксплуатации конструкции. Он включает рабочие чертежи всех деталей, сборочные чертежи и монтажные схемы, подетальные спецификации, технические условия на покупные детали и сборочные единицы, ведомости принадлежностей и запасных частей, инструкции по промышленным испытаниям, монтажу и эксплуатации. ЗАКЛЮЧЕНИЕ Входе прохождения производственной практики у меня сформировались основные профессиональные умения по моей будущей специальности. За время практики старался проявить себя самостоятельным, ответственным, исполнительным и трудолюбивым работником, четко выполняя поставленные задания. Хорошо научился владеть инструментами и сварочным оборудованием. Для себя я закрепил, углубил, расширил и систематизировал знания, полученные ранее в техникуме. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 %
%