6. Приклади розробки фрагментів керувальних команд
В цьому розділі розглядаються приклади наведених у попередніх розділах окремих команд та циклів для набуття практичних навичок програмування за допомогою даної СЧПК. Ці приклади також можна використовувати для перевірки у студентів залишкових знань під час вивчення дисципліни.
Приклад 1: Запрограмувати обертання шпинделя з частотою 500 об/хв.
Фрагмент КП:
… N2 М3 – увімкнення шпинделя та задання йому обертання проти годинникової стрілки
N3 М40 – ІІІ діапазон частот обертання шпинделя
N4 G97 – режим задання (в об/хв)
N5 S500 – (n = 500 об/хв)
...
Приклад 2: Необхідно проточити торець диску з переходом від Ø16 мм до Ø120 мм зі швидкістю різання v = 100 м/хв. Запрограмувати фрагмент задання режимів обробки.
Фрагмент КП:
…N2 М3 – увімкнення шпинделя та задання йому обертання проти годинникової стрілки проти годинникової стрілки
N3 М40 – ІІІ діапазон частот обертання шпинделя
N4 G96 – режим задання постійної швидкості різання
N5 S100 – (v = 100 об/хв.)
N6 Р2000 – (nmax =  об/хв.) об/хв.)
N7 Р250 – (nmін =  об/х) об/х)
Приклад 3: Необхідно підрізати торець диска з Ø120 зі швидкістю різання v= 80 м/хв. Запрограмувати фрагмент задання режимів обробки, найсприятливіших для цих умов.
Фрагмент КП:
… N2 М3 – увімкнення шпинделя та задання йому обертання проти годинникової стрілки
N3 М39 – другий діапазон частот обертання
N4 G96* – режим задання постійної швидкості різання
N5 S80* – n = 80 об/хв
N6 Р800* – nmax = 800 об/хв (для nmін = 0 максимальна частота вибирається найбільшою для заданого діапазону)
N7 Р200 – (nmін =  об/хв) об/хв)
…
Примітка: У прикладах 2 та 3 під адресами Р1 та Р2 записані найближчі до розрахованих значення nmax та nmіn, які відповідають одному з трьох діапазонів частот обертання шпинделя.
Приклад 4: Необхідно прорізати канавку шириною 3 мм, глибиною 2,5 мм на зовнішній поверхні деталі Ø30.
“Нуль“ деталі прив’язаний до початку канавки, розміром 20 мм. Ширина леза різця відповідає ширині канавки. Запрограмувати фрагмент обробки цієї канавки.
Фрагмент ВКП:
N0 Т1 –встановлення прорізного різця в робочу позицію;
N1 М3 – увімкнення шпинделя та задання йому обертання проти годинникової стрілки;
N2 М 40 – ІІІ діапазон частот обертання шпинделя;
N3 S600 – n = 600 об/хв.;
N4 F20 – s = 0,2 мм/об;
N
підхід до початкової точки;
5 Z – 2000
*
N6 Х3400
N7 Х2500 – проточування канавки;
N
витримка часу 2 с;
8 G4*
N9 Р200
N10 F80 – s = 0,8 мм/об;
N11 Х3400 – відведення у початкову точку.
Приклад 5: Записати програму чистової обробки двох циліндричних поверхонь в абсолютній системі відліку переміщень (див. рис. 6.1).
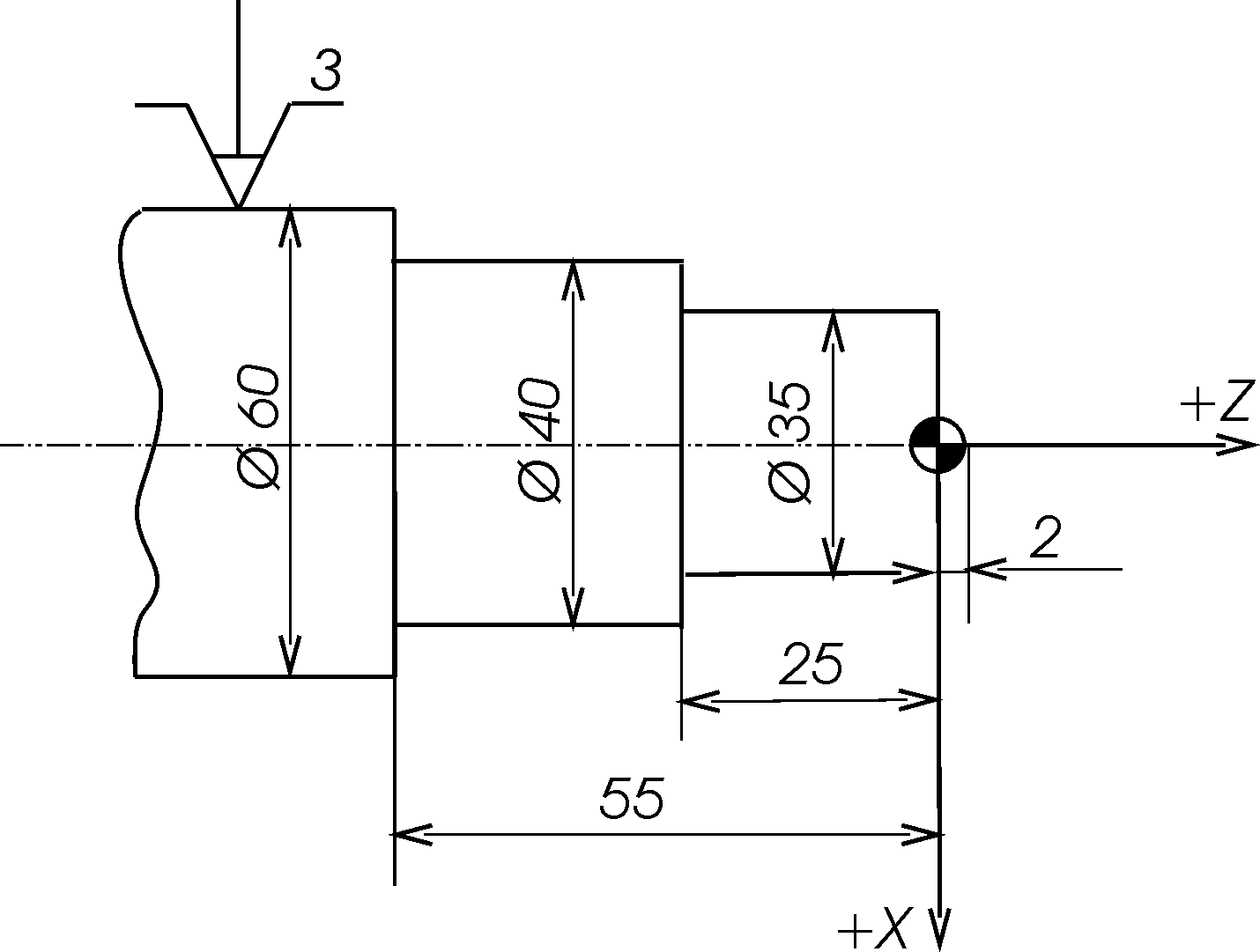
Рисунок 6.1
Фрагмент КП:
N0 Т1
N1 М3
N2 М40
N3 S600
N
Вихід у початкову точку КП
4 F25
N 5 Z200 5 Z200
*
N6 Х3500
N7 Z – 2500
N8 Х4000
N9 Z–5500
N10 Х6400
Приклад 6: Застосувавши однопрохідний цикл поздовжньої обробки G70, записати фрагмент програми обробки поверхні Ø35 (припуск складає 2,5 мм на сторону, див. рис. 6.1).
Фрагмент КП:
N0 T1
N1 M3
N2 M40
N3 S600
N4 F 25
N
Вихід у початкову точку циклу
5 Z200
*
N6 X4000
N7
G70
N8 X3500
N9 Z–2500
…
Після закінчення циклу різець виходить у початкову точку циклу.
Приклад 7: Застосувавши однопрохідний автоматичний цикл поздовжньої обробки G70, записати фрагмент програми обробки поверхонь Ø35 та Ø40 (див. рис. 6.2).
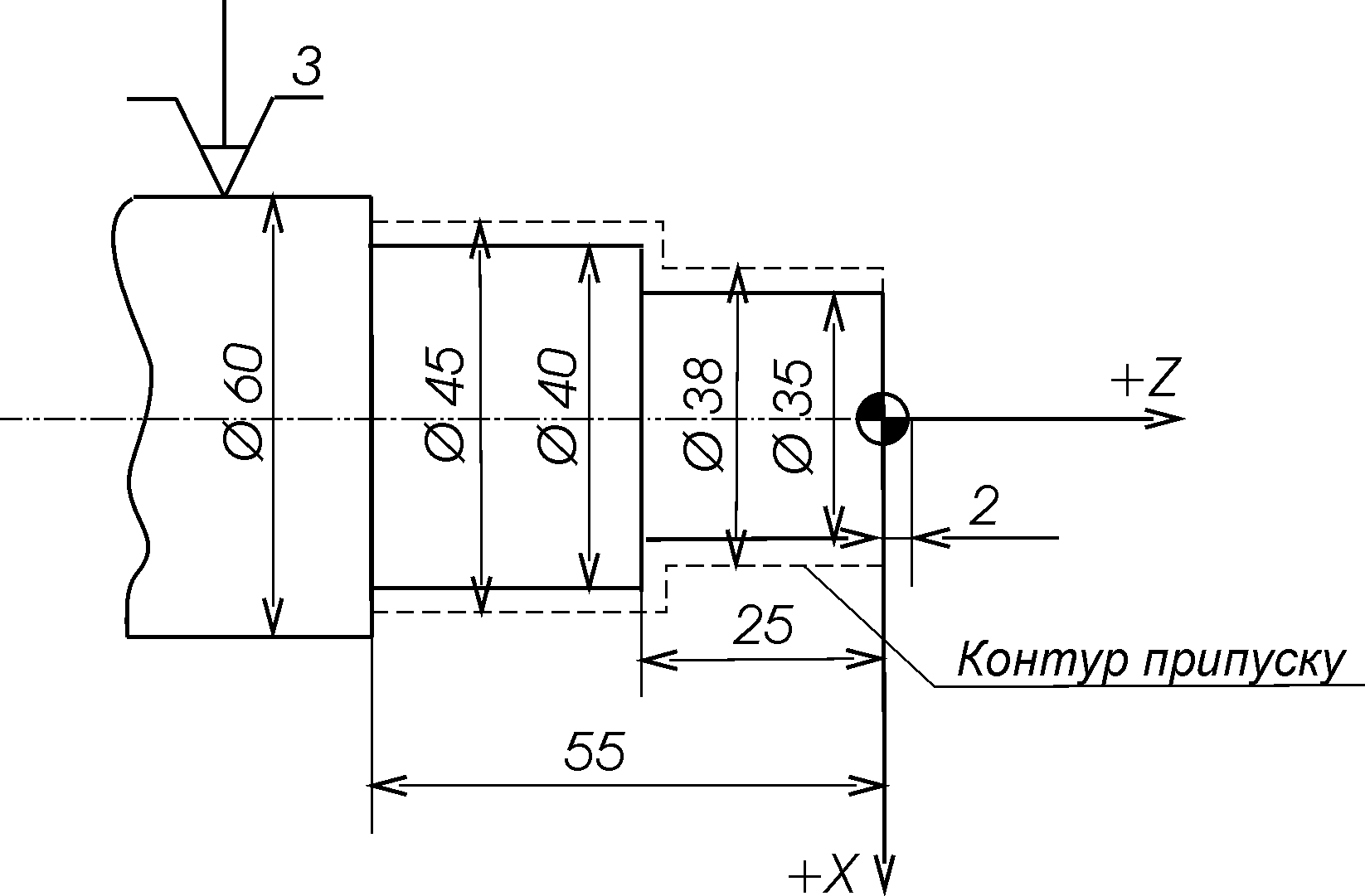
Рисунок 6.2
Фрагмент КП:
N0 T1
N1 M3
N2 M40
N3 S600
N |
 Скачать 2.39 Mb.
Скачать 2.39 Mb.