ПОР по клейке и замене конвеерной ленты согласовывается_. Название Приложение тех карты
 Скачать 1.61 Mb. Скачать 1.61 Mb.
|

§4. Монтаж (навеска) конвейерной ленты. Таблица 2. 4.1. Перед навеской ленты на новый конвейер последний, должен быть смонтирован в соответствии с инструкцией завода-изготовителя и ПБ. Трасса конвейера должна быть прямолинейной в плане и не должна иметь резких перегибов в вертикальной плоскости. Допускаемые радиусы перегиба участков трассы в вертикальной плоскости приведены в табл. 2. Д 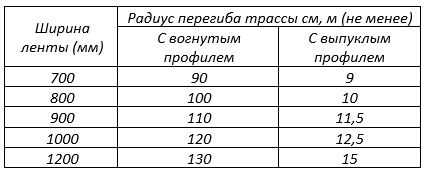 ля удобства монтажа ленты, трасса конвейера должна быть оборудована освещением. ля удобства монтажа ленты, трасса конвейера должна быть оборудована освещением.Лента к монтажу подается в рулоне погрузчиком, с предварительно разделанным под клейку верхним концом- см. §3. Для раскатки ленты применять козелки снабженные специальным устройством с металлической осью, который можно подвешивать при помощи крана. Рулон устанавливается за хвостовым барабаном на оси конвейера. Натяжной хвостовой барабан устанавливается в крайнее переднее положение. К свободному концу ленты прикрепляют болтами или заклепками монтажную плиту («язык»), соединяющую ленту с канатом монтажной лебедки. Вначале протягивают ленту по нижним роликоопорам. Конец ленты выпускается за приводную станцию с запасом достаточным для огибания приводных барабанов и выполнения стыка с верхней ветвью. Затем канат отцепляется от ленты, растягивается вдоль конвейера по верхним роликоопорам, предварительно закрепив конец ленты для предотвращения сползания. В таком же порядке производится растягивание верхней ветви ленты конвейера. Перед окончанием затягивания верхней ветви ленты ее коне на хвостовом барабане соединяется с концом нижней ветви. Для стягивания концов ленты пользоваться специальным устройством «ПИТОН», см. §2 № позиц.44,- предназначенным для быстрого и безопасного натяжения и удержания конвейерных лент. Зажимы противоположных концов ленты стягиваются с помощью монтажных лебедок устройства. Затем лишние куски ленты отрезаются, верхний конец разделывается см. §3. Концы стыкуются. Навеску новой ленты можно производить с использованием старой при помощи привода. При таком способе навески в середине конвейера над старой лентой подводится, рулон новой (рис. 21) Конец новой ленты приклепывается соединением «ВУЛКАН» к старой. Затем включается привод конвейера, и новая лента, находящаяся под старой подается к приводному барабану. После того, как конец новой ленты переходит за натяжной барабан, и подведен к подвешенному устройству для размотки, (подвешенный рулон при этом размотан), старую ленту вырезают и сматывают. Верхний конец разделывается см. §3. Концы стыкуются. 4  .5. Барабаны должны быть выставлены барабанов, а также неперпендикулярность к оси конвейера 0,5 мм на длине 1000 мм; .5. Барабаны должны быть выставлены барабанов, а также неперпендикулярность к оси конвейера 0,5 мм на длине 1000 мм;не горизонтальность осей барабанов 0.3 мм на длине 1000 мм; отклонение отверстий для крепления роликоопор от оси Конвейера ± 2 мм; угол наклона в направлении перпендикулярном оси роликоопор конвейера, не более ± 1 градуса. 4.6. Новые конвейерные ленты рекомендуется после на вески выдерживать в течение суток без нагрузки в тех же атмосферных условиях, в которых они будут работать.  Рис.21 Натяжение ленты следует выбирать в пределах расчетного из условия отсутствия проскальзывания ленты на приводных барабанах и отсутствия чрезмерною провисания между роликоопорами. Чрезмерное натяжение приводит к перенапряжению ленты и снижает срок ее службы. Необходимо контролировать приборами (динамометрами, манометрами и пр.) натяжение ленты на натяжной станции конвейера. горизонтально и перпендикулярно оси конвейера до навески ленты. Окончательная регулировка барабанов и поворотных центрирующих роликоопор производится после навески ленты при пробной обкатке, конвейера. Отцентрированная лента не должна при своем движении касаться неподвижных частей конвейера. Между бортом ленты и внешним краем поддерживающего ролика,- должен сохраняться зазор не менее 10 мм Сбегание лент в сторону происходит при неточном монтаже роликоопор, при внецентренной загрузке ленты, при неотрегулированном обложении осей барабанов, при налипании транспортируемого материала на ролики и барабаны, при серповидности ленты. Неточность установки роликоопор и барабанов при монтаже и в период эксплуатации конвейера не должна превышать следующих норм: несовпадение центра роликоопор с главной осью конвейера, ±10 мм; не параллельность осей приводных, концевых и натяжных §5. Требования безопасности и организация работ при навеске лент. 5.1. Перед навеской ленты площадка, на которой установлен конвейер, должен быть очищен от материала, посторонних предметов, иметь исправное крепление и стационарное освещение. 5.2. По всей длине трассы конвейера должна быть сигнализация, обеспечивающая подачу сигнала с любого места машинистам конвейера и монтажных лебедок. 5.3. Для производства работ по навеске ленты должна быть укомплектована специальная бригада, состоящая из бригадира, машиниста конвейера, лебедок и слесарей. 5.4. Перед началом работ по разметке ленты члены бригады должны быть ознакомлены с порядком работ, сигналами. Необходимо руководствоваться следующими световыми и звуковыми сигналами:  ! Один сигнал – стоп Два сигнала – ход вперед Три сигнала – ход назад |