РД. Оборудование подъемнотранспортное. Требования к изготовлению, ремонту и реконструкции металлоконструкций грузоподъемных кранов рд 24. 090. 9798
 Скачать 452.5 Kb. Скачать 452.5 Kb.
|

|
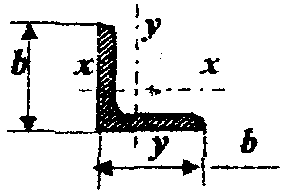
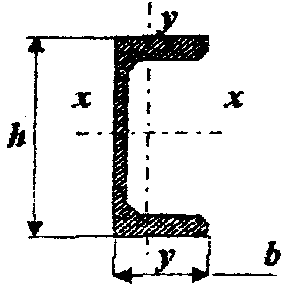
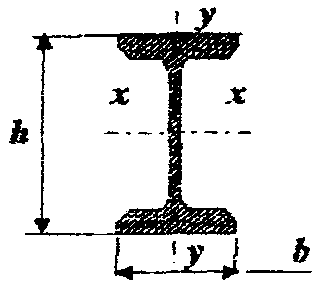
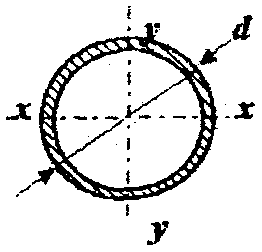
3. СБОРКА И ПОДГОТОВКА МЕТАЛЛОКОНСТРУКЦИЙ К СВАРКЕ 3.1. Сборка стальных конструкций при изготовлении, ремонте и реконструкции должна производиться на стендах или в условиях, исключающих возможность смещения свариваемых кромок и деформации собираемых сборочных единиц и конструкций. 3.2. Сборка конструкций должна производиться только из тщательно выправленных заготовок и деталей. 3.3. Длина состыкованных элементов металлоконструкций должна быть не менее 15S (S толщина листа, полки уголка, швеллера, двутавра) при толщине элементов не более 10,0 мм включительно, и не менее 150 мм при толщине элементов более 10,0 мм. 3.4. В металлоконструкциях коробчатого сечения стыки поясов должны быть смещены относительно стыков стенок не менее, чем на 150 мм, а при наличии диафрагм, стыки поясов и стенок должны отстоять от нее на расстоянии не меньше, чем 50 мм (рисунок 1). 3.5. В решетчатых металлоконструкциях стыки поясов должны располагаться на расстоянии не менее 150 мм от кромки условной косынки и взаимное расположение их в смежных сечениях должно соответствовать рисунку 2. 3.6. Размер подкладок вдоль рельса должен быть не менее 30 мм. Размер подкладок поперек рельса должен быть: - при толщине подкладок до 5,0 мм включительно равным ширине подошвы рельса; - то же свыше 5,0 мм не менее 280 мм. 3.7. Предельные размеры и отклонения форм и элементов металлоконструкций должны соответствовать чертежам (при ремонте допустимо по эскизам), а зазоры между свариваемыми элементами должны соответствовать требованиям ГОСТ 5264; ГОСТ 8713; ГОСТ 11533; ГОСТ 14771; ГОСТ 23518, а) коробчатое сечение 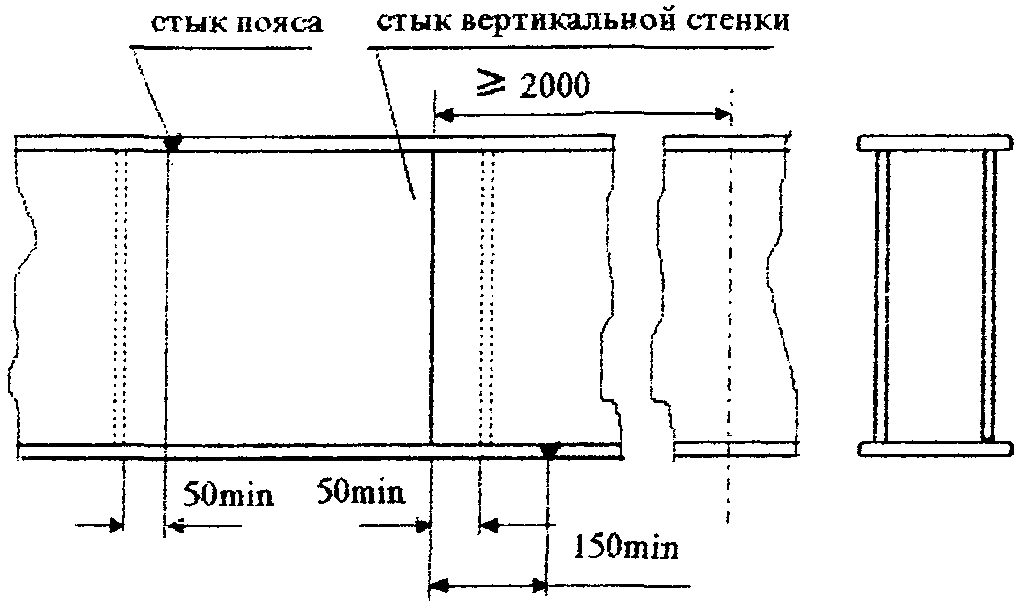 6) двутавровое сечение 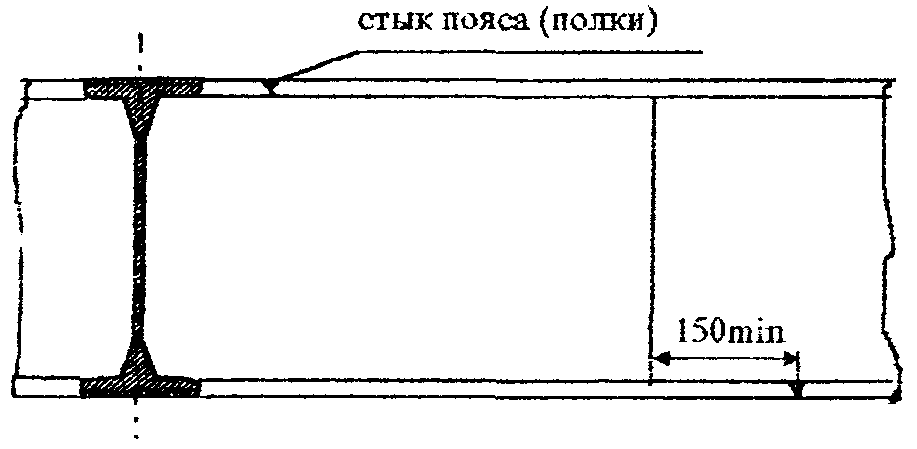 Рисунок 1. Расположение сварных стыков в металлоконструкциях коробчатого и двутаврового сечения. 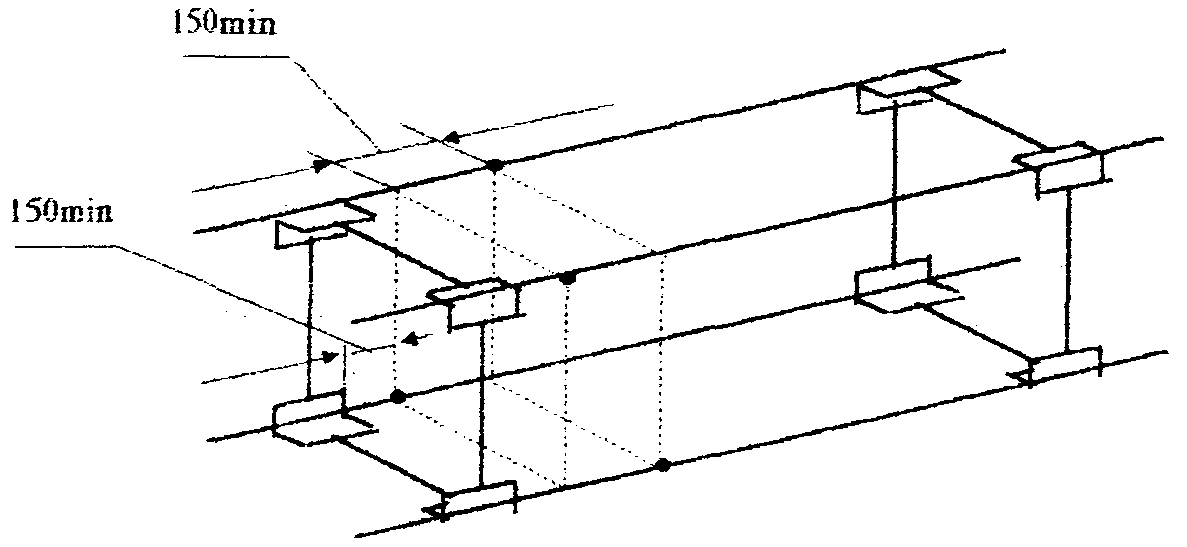 Рисунок 2. Расположение сварных стыков в решетчатых металлоконструкциях Таблица 5 Характеристики, определяющие возможность холодной гибки фасонного проката из углеродистых и низколегированных сталей, в миллиметрах.
Заготовки деталей с меньшим радиусом выполнять с подогревом. 3.8. Для выполнения сварных стыковых соединений должны быть предусмотрены выводные технологические планки. Размеры выводных планок должны быть: - длина не менее 100 мм; - ширина не менее 60 мм; - толщина, равная толщине свариваемых элементов. 3.9. Допускается смещение свариваемых кромок элементов в плоскости перпендикулярной оси шва в стыковых соединениях, не более: - для элементов толщиной до 4,0 мм включительно 0,5 мм; - для элементов толщиной свыше 4,0 до 10 мм включительно 1,0 мм; - для элементов толщиной свыше 10,0 мм 0,1S мм, (S толщина элемента), но не более 3 мм. 3.10. При сборке стыков под одностороннюю сварку с обратным формированием шва смещение нижних кромок относительно друг друга допускается не более 0,5 мм для всех толщин. 3.11. Собранные на стендах или в приспособлениях металлоконструкции после проверки положения их элементов должны закрепляться при помощи прихваток, струбцин, пневматических, винтовых или гидравлических зажимов. 3.12. Длина прихваток на несущих элементах (сборочных единицах) металлоконструкции должна быть не менее 30 мм. Размер прихваток по высоте выполнять не менее 0,75К (К катет шва или толщина элементов свариваемых встык). 3.13. Прихватки, накладываемые для соединения деталей должны размещаться в местах расположения сварных швов и должны быть переплавлены в процессе ведения сварки. Перед выполнением сварного шва шлак прихваток должен быть удален. 3.14. Для временного соединения элементов прихватки допускается размещать вне мест расположения сварных швов. После выполнения окончательных операций соединения прихватки должны быть удалены зачищены до основного металла. 3.15. Выполнение прихваток элементов конструкций при сборке перед сваркой с применением электродов или электродной проволоки, более низких марок, чем применяемые для сварки, запрещается. 3.16. Прихватки при сборке перед сваркой, накладываемые на расчетные элементы металлоконструкций должны выполнять сварщики, имеющие удостоверения на право производства указанных работ. 4. СВАРКА МЕТАЛЛОКОНСТРУКЦИЙ 4.1. Сварочные материалы 4.1.1. Соответствие качества сварочных материалов (электродов, электродной проволоки и др.) требованиям действующих стандартов или технических условий должно подтверждаться сертификатами заводов-изготовителей. 4.1.2. Сварочные материалы, независимо от наличия сертификата, должны быть подвергнуты входному контролю. Входной контроль должен осуществляться в соответствии с методическими указаниями, разработанными головными организациями по краностроению с учетом требований ГОСТ 24297. 4.1.3. Сварочные материалы, ранее не применявшиеся для изготовления, ремонта и реконструкции сварочных металлоконструкций и отсутствующие в нормативных документах, регламентирующих их применение, могут быть использованы только по рекомендации головной организации и согласованию с Госгортехнадзором РФ. 4.2. Сварка металлоконструкций. 4.2.1. Сварку металлоконструкций при изготовлении, ремонте и реконструкции необходимо производить в соответствии с требованиями технологического процесса, устанавливающего способ сварки, порядок положения швов, режимы сварки. 4.2.2. Принятая технология сварки должна обеспечить механические свойства металла шва сварного соединения не ниже нижнего предела основного металла и минимум остаточных сварочных напряжений. 4.2.3. Сварочные работы должны выполняться с обеспечением требований по технике безопасности в соответствии с ГОСТ 12.3.003. 4.2.4. Перед сваркой необходимо очистить сварочную проволоку от грязи и ржавчины. Электроды и флюс просушить и прокалить по режимам, указанным в паспортах на эти материалы. 4.2.5. К выполнению работ по сварке несущих металлоконструкций должны допускаться только сварщики, аттестованные в установленном порядке. 4.2.6. Сварочные работы должны осуществляться под руководством лица, имеющего специальную техническую подготовку. 4.2.7. Сварщик обязан проставлять присвоенный ему номер или условный знак (клеймо) рядом с выполненным им швом. Место клеймения и способ нанесения указываются в конструкторской документации. 4.2.8. Сварка деталей или сборочных единиц должна производиться только после проверки правильности их установки, сборки (контроль ОТК, БТК). 4.2.9. Положение свариваемых конструкций должно обеспечивать наиболее удобные условия для работы сварщика и получения качественных сварных соединений. В необходимых условиях должны применяться специальные сварочные приспособления позиционеры, кантователи и др. 4.2.10. При многослойной сварке каждый слой шва должен быть перед наложением последующего слоя очищен от шлака и брызг металла. Участки слоев шва с порами и недопустимыми дефектами (раковинами и трещинами) должны быть вырублены до чистого металла. Перед наложением шва с обратной стороны стыкового соединения при ручной подварке и двухсторонней сварке корень шва должен быть вырублен (или выплавлен) и очищен от шлака до чистого металла. 4.2.11. При ремонте крановых несущих конструкций сварка стыковых соединений с доступом только с одной стороны выполняется с минимальным притуплением кромок от 0,5 до 0,7 мм. 4.2.12. Рабочее место сварщика, а также свариваемая поверхность конструкции должны быть ограждены от дождя, снега и сильного ветра. 4.2.13. Не разрешается зажигать дугу на основном металле вне границ шва, а также выводить кратер на основной металл. 4.2.14. При перерыве процесса сварки, возобновлять его разрешается только после очистки концевого участка шва длиной не менее 50 мм и кратера от шлака. Кратер должен быть заплавлен (заварен). 4.2.15. Сварка металлоконструкций из углеродистых и низколегированных сталей должна производиться при температуре окружающего воздуха не ниже указанной в таблице 6 с обеспечением необходимых условий защиты от осадков, ветра и сквозняков. Таблица 6
4.2.16. По окончании сварки швы и прилегающие к ним зоны должны быть зачищены от шлака, брызг и натеков металла, а выводные планки удалены термической резкой. Ширина зоны очистки устанавливается технологическим процессом, но не менее 20 мм по обе стороны от оси шва. 5. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ 5.1. Контроль качества сварных соединений металлоконструкций грузоподъемных кранов при изготовлении, ремонте и реконструкции должен осуществляться следующими методами: - внешним осмотром и замерами швов; - радиографическим; - ультразвуковым; - другими методами неразрушающего контроля, обеспечивающими выявляемость дефектов в объемах и по размерам, согласованными с головной организацией по краностроению; - механическими испытаниями. 5.2. Заключение о качестве сварных соединений при изготовлении, ремонте и реконструкции металлоконструкций грузоподъемных кранов выдает подразделение неразрушающего контроля предприятия-изготовителя или независимая лаборатория неразрушающего контроля, аттестованные и имеющие соответствующие лицензии Госгортехнадзора России. 5.3. Внешний осмотр. 5.3.1. Внешнему осмотру должны подвергаться 100 % сварных соединений. Форма и размеры сварных швов должны соответствовать требованиям соответствующих стандартов, чертежам. 5.3.2. Недопустимыми дефектами сварных соединений и швов, выявленными внешним осмотром, являются: - трещины всех размеров и направлений; - местные наплывы общей длиной более 10 мм на участке шва 1000 мм; - подрезы глубиной более 0,5 мм при толщине наиболее тонкого из свариваемых элементов до 20 мм включительно; - подрезы глубиной более 3 % толщины наиболее тонкого из свариваемых элементов, при его толщине свыше 20 мм; - поры в количестве более 4 штук на длине шва 100 мм, при этом максимальный размер пор не должен быть более 1,0 мм, при толщине свариваемых элементов до 8,0 мм включительно, и более 1,5 мм при толщине свариваемых элементов свыше 8,0 мм до 50,0 мм включительно; - скопление пор в количестве более 5 штук на 1 см2 площади шва, при этом максимальный размер любой из пор не должен быть более 1 мм; - незаваренные кратеры; - прожоги и свищи. 5.3.3. В стыковых сварных соединениях разность высот гребешка и впадины поверхности шва в любом сечении по его длине не должна быть более допуска на выпуклость шва. Частота чередования гребешков и впадин на единицу длины шва не регламентируется. 5.3.4. В угловых швах разность высот гребешка и впадины, замеренных по толщине шва, в любом месте его длины, не должна быть более 0,7E (E допуск на катет углового шва). Частота гребешков и впадин на единицу углового шва не регламентируется. 5.4. Радиографический контроль. 5.4.1. Контроль радиографический выполняется в соответствии с требованиями ГОСТ 7512, РД РОСЭК-002-96, "Правил устройства и безопасной эксплуатации грузоподъемных кранов" (ПБ-10-14-92). 5.4.2. Радиографическому методу контроля должны подвергаться стыковые сварные соединения несущих (расчетных) элементов металлоконструкций. 5.4.3. Радиографический метод контроля применяется с целью выявления внутренних дефектов сварного соединения (шва), при этом: - за размеры внутренних дефектов принимаются размеры их изображения на радиограммах; - за размер непроваров и трещин принимается их длина; - за размер пор, шлаковых включений: для сферических пор и включений диаметр, для удлиненных пор и включений длина и ширина. 5.4.4. Радиографический контроль стыковых сварных соединений несущих (расчетных) элементов металлоконструкций проводится только после устранения дефектов, выявленных внешним осмотром, при этом: - обязательному контролю подвергаются начало и окончание сварных швов стыковых соединений поясов и стенок металлоконструкций коробчатого сечения; - на каждом стыке растянутого пояса коробчатой или решетчатой металлоконструкции суммарная длина радиограмм должна быть не менее 50 % длины стыка; - на стыках сжатых поясов или сжатых участках стенок суммарная длина радиограмм должна быть не менее 25 % длины стыка или сжатого участка стенки; - на каждом стыке конструкций стрел, хоботов и реечных коробок портальных кранов суммарная длина радиограмм должна быть не менее 75 % длины стыка. 5.4.5. Для крестообразных стыковых швов радиографическому методу контроля подлежат 25% пересечений швов. 5.4.6. Места контроля и количество стыков стыковых сварных соединений радиографическим методом приведены в приложении А. 5.4.7. Недопустимыми дефектами сварных швов, выявляемыми радиографическим методом являются: - трещины и непровары; - дефекты (поры и шлаковые включения) размером или суммарной длиной больше допустимых, приведенных в таблице 7, для любого участка радиограмм длиной 100 мм; - скопление пор и шлаковых включений более 5 штук на 1 см2 площади шва (проекция шва на радиограмме), при этом максимальный размер любой из пор или любого шлакового включения не должен быть более 1,5 мм. Таблица 7 - Максимально допустимые размеры и суммарная длина дефектов, в миллиметрах.
Примечание - При меньших размерах дефектов, в каждом интервале свариваемых толщин элементов, их количество должно быть не более 6 штук и суммарная длина их не должна быть более, указанной в таблице 7. 5.4.8. Работы по контролю радиографическим методом должны проводиться в соответствии с требованиями по технике безопасности, предусмотренными ГОСТ 12.3.022. 5.4.9. Перечень рекомендуемого оборудования для проведения контроля радиографическим методом приведен в приложении Б. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||