Дипломный проект. Диплом Ожегов 425АЗ. Организационно технологическая часть работы Описание узла
 Скачать 1.37 Mb. Скачать 1.37 Mb.
|

 (10) (10)С расч – округляют в большую сторону до ближайшего целого числа, таким образом получают принятое количество оборудования ( С прин.) по каждой операции. Операция  Операция  Операция  Операция  Общее число рабочих верстаков на участке ∑  = 1 верстак. = 1 верстак.2. Организация труда на участке сборки. Под организацией труда понимают систему законодательных актов: социально-экономических, организационных, технических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья, работоспособности человека в процессе труда. Организация труда включает в себя техническую безопасность и производственную санитарию. Ответственность за организацию труда в цехе несет начальник цеха, на участке мастер. Условие труда на производстве зависит от следующих факторов: микроклимат, освещение, вентиляция, пожарная безопасность. Микроклимат производственных помещений – это условие внутренней среды помещений, который определяется действием на организм человека сочетанием температуры, влажности и скорости движения воздуха и теплового облучения. Если сочетание температуры и этих параметров не является оптимальным для организма человека, причем это будет сопровождаться напряжением реакций человека. При допустимых микроклиматических условиях могут наблюдаться дискомфортные ощущения, понижающие работоспособность человека. Правильно спроектированное и рационально выполненное освещение производственных помещений на предприятиях машиностроительной промышленности, оказывает положительное технологическое воздействие на работающих, которое способствует повышению качества продукции и производительности труда, обеспечивая его безопасность, снижает утомление и травматизм на производстве. Производственные процессы могут сопровождаться выделением тепла, вредных газов, паров, пыли и т.д. Для их устранения проводится вентиляция. Для увеличения воздушного потока и для снижения концентрации вредных веществ, служит приточная вентиляция, а для оттока вредных веществ непосредственно из зоны работы с вредными веществами применяют вытяжную вентиляцию. Оперативное управление процессом сборки. Для оперативного управления производства в цехах характерна строгая регламентация выполнения работ во времени по каждой позиции производственной программы и номенклатурно-календарного плана в зависимости от фактически складывающейся производственной ситуации. Работы по оперативному управлению производством выполняются в реальном масштабе времени, не допускающем перерывов в процессе изготовления деталей и сборки изделий. Временной горизонт оперативности управления для цеха в целом может быть в пределах месяца, для участков (бригад) и рабочих мест – в интервале недели – смены. Для межцехового уровня этот интервал расширяется от месяца до года. Управление процессом сборки механизма производится слесарем. Им задается темп и скорость сборки, соответствующий сменному заданию и времени работы. В процессе появления несоответствий, слесарь МСР сообщает бригадиру, а бригадир собирает рабочую группу (мастер, технолог, контролер), которая осуществляет выявление причин несоответствия. 2.2 Организация рабочего места слесаря-сборщика. Рабочее место – это участок производственной площади цеха, закрепленный за одним рабочим или за бригадой рабочих, оснащенный всем необходимым для выполнения слесарно-сборочных работ. Правильная организация рабочего места слесаря-сборщика заключается в оснащении его высокопроизводительным оборудованием, инструментами, приспособлениями, инвентарем, подъемно-транспортными средствами и различными вспомогательными устройствами; в наиболее целесообразной планировке всех элементов рабочего места; в создании здоровых и безопасных условий труда; в обеспечении чистоты и порядка на рабочем месте; в налаживании бесперебойного обслуживания. Производительность труда слесаря-сборщика во многом зависит от правильного выбора инструментов и оборудования для оснащения рабочего места. Поэтому одной из важных задач является систематическое внедрение новейших, более производительных видов оборудования и слесарно-сборочных инструментов. Кроме основного оборудования и оснастки на рабочем месте каждого слесаря-сборщика имеется так называемая оргоснастка: тумбочки, этажерки, стеллажи, планшеты и пюпитры для технологической документации, столы, производственная тара. Нередко на рабочих местах имеется также сигнализация для вызова мастера или обслуживающего персонала. Оснащение рабочих рациональной оснасткой в большей степени способствует повышению производительности и культуры труда слесарей-сборщиков. При организации рабочего места стремятся к тому, чтобы рабочий совершал различные движения наикротчайшим путем и меньше утомлялся. Все движения рабочего при работе руками условно разделяют на пять групп в порядке нарастания протяженности и затрат энергии. Движение первой группы выполняются только пальцами, второй – пальцами и кистью руки, третьей - всей рукой, четвертой – всей рукой и наклоном плеча, пятой – одной или двумя руками с наклоном туловища. Наиболее утомительными являются движения четвертой и пятой групп, поэтому при организации рабочих мест необходимо создать условия, исключающие такие движения. Все предметы на рабочем месте слесаря-сборщика должны находиться в пределах зоны досягаемости его рук. Наряду с правильной организацией каждого рабочего места для слаженной высокопроизводительной работы сборочного цеха или участка в целом, большое значение имеет рациональное размещение рабочих мест сборщиков. Рабочие места следует располагать по ходу технологического процесса сборки. Исключения могут составлять лишь цеха единичного производства. Обычно территория сборочного цеха разбивается на ряд зон, согласно стадиям сборки изделия. Рабочие места в этом случае располагаются в такой последовательности: слесарная обработка и пригонка, узловая сборка, испытания сборочных единиц, общая сборка, регулирование и обкатка машины, окраска, консервация и упаковка машины (изделия). В условиях расчлененной сборки детали и сборочные единицы собираемых машин многократно передаются с одного рабочего места на другое. Поэтому очень важную роль в обслуживании рабочих мест слесарей-сборщиков играет внутрицеховой транспорт. Лучшей формой организации транспорта на сборке является применение конвейеров, позволяющих снижать трудоемкость сборочных работ и повышать производительность труда слесарей-сборщиков. Обслуживание рабочих мест слесарей-сборщиков имеет большое значение для роста производительности труда и ритмичности работы и включает в себя следующие мероприятия: бесперебойную подачу на рабочие места предназначенных для сборки деталей и сборочных единиц, основных и вспомогательных материалов, инструментов; обеспечение сборочной и контрольно-учетной документации; организацию ухода за оборудованием сборочного участка; технический надзор за его эксплуатацией и ремонт. Организация обслуживания рабочих мест слесарей-сборщиков должна исключать простои и лишние хождения сборщиков за деталями, инструментами, чертежами. В условиях всех типов производств обслуживание должно носить профилактически-предупредительный, а не аварийный характер. Формы обслуживания рабочих мест при единичном, мелкосерийном и массовом производствах различны. При единичном и мелкосерийном производствах рабочие места обслуживают сами сборщики, при серийном и массовом производствах – вспомогательные рабочие. Характерной особенностью серийного производства является расчленение процесса сборки машины на узловую (сборку отдельных сборочных единиц, агрегатов, механизмов) и общую сборку. В условиях серийного производства собирают, как правило, одновременно несколько одинаковых машин на нескольких рабочих местах или сборочных стендах. Сборочные работы ведут несколько бригад слесарей, которые обычно специализируются на выполнении работ определенных видов. Это также ускоряет процесс сборки и значительно повышает производительность труда сборщиков. При выпуске крупных серий применяется так называемая подвижная сборка. При этом специализированные по операциям рабочие места располагаются вдоль линии сборки, а собираемые машины последовательно перемещаются от одной сборочной операции к другой. Расположение рабочих при подвижной сборке в зависимости от размера собираемых машин и способа их перемещения может быть различным. Обычно собираемые агрегаты располагают на конвейере, где и происходит сборка. При сборке небольших агрегатов рабочие места располагаются с одной стороны конвейера, при сборке крупных изделий – по обе стороны конвейера. В ряде случаев сборку небольших изделий выполняют на неподвижных верстаках (стеллажах), расположенных по сторонам ленточного конвейера; здесь конвейер используется лишь как транспортное средство. Таким образом, главными особенностями организации труда слесарей-сборщиков в условиях серийного производства, являются расчленение процесса сборки на операции, которое усугубляется по мере увеличения серийности и взаимосвязь большинства рабочих мест слесарей-сборщиков, обусловленная общим производственным ритмом. Важнейшей задачей организации труда слесарей-сборщиков в условиях серийного производства является организация поточной сборки и применением, где это важно, конвейера. 2.3 Определение рациональных способов транспортировки деталей и узлов. Механизация подъемно-транспортных операций при слесарно-сборочных работах не только облегчает труд рабочих, но и обеспечивает повышение производительности труда. Детали и сборочные единицы массой более 16-18 кг. при сборке нужно устанавливать, поднимать опускать и перемещать с помощью подъемно-транспортных средств. Такие операции называются такелажными работами и для них используются специальные устройства: мостовые краны, кран-балки, тельферы, поворотные краны, тали, лебедки, домкраты, автокары и электрокары, и различные ручные тележки. В серийном и массовом производстве большинство изделий перемещают на специальных сборочных и транспортных конвейерах, рольгангах и т.п. Выбор транспортного оборудования зависит от веса сборки, расстояния на которое перемещается сборочный узел, а также общей планировки цеха или участка. Оборудование подбирается таким образом, чтобы обеспечить максимальные удобства, снизить количество ручных перемещений и обеспечить перемещение сборки на самое максимально возможное количество сборочных операций одним видом оборудования. Исходя из вышесказанного, для перемещения данного сборочного узла используется, тара и мостовой кран. 2.4 Организация технического контроля качества сборки. Цель контроля в сборочных цехах – установить правильность соединения и взаимодействия деталей и сборочных единиц и правильность сборки всей машины. Требования, предъявляемые при контроле, должны соответствовать техническим условиям, установленным на приемку готовых деталей и машин в целом. Контроль сборки осуществляется с применением соответствующих средств измерений, которые выбирают с учетом конструктивных особенностей изделия, метрологических характеристик, а также себестоимости выполнения контрольной операции. В качестве средств измерения используют универсальные штангенинструменты, микрометрические и индикаторные инструменты, электрические и пневматические приборы и различные специальные контрольные приборы, приспособления, стенды и установки. Обеспечение требуемого уровня качества отремонтированных изделий невозможно без эффективного функционирования службы технического контроля как неотъемлемой составной части техпроцессов. В зависимости от стабильности соблюдения качества собранных изделий применяется выборочный или сплошной контроль. Операции технического контроля разрабатываются совместно с операциями технологического процесса сборки изделий, которые формируют и определяют заданное качество. А также обеспечивают получение информации для регулирования технологического процесса и предупреждения брака. Погрешности сборки по характеру и проявлению могут быть случайными и периодическими. Основное из них – это некачественные посадки, вызывающие появления других неисправностей. Распространенными дефектами являются отклонения от точности взаимного расположения деталей, неравномерная посадка уплотнительных колец, беспорядочная затяжка резьбовых соединений и др. Большинство погрешностей сборки возникает из-за низкого качества деталей и узлов, поступающих на сборку и нарушения технологической дисциплины. Для контроля своего узла я выбрал динамометрический ключ, который нужен для затяжки резьбовых соединений с определенным усилием. А для контроля герметичности использую стенд испытательный 4768ПС. 2.5 Разработка общей планировки участка сборки изделия. На плане указывают основные строительные элементы здания, относящиеся к проектируемому участку: наружные и внутренние стены, перегородки, ворота, двери, окна и антресоли. На плане расстановки оборудования показывают технологическое оборудование, производственный инвентарь (верстаки, стеллажи, инструментальные шкафы), подъемно транспортное оборудование ( за исключением безрельсовых самоходных и несамоходных транспортных средств: электрокаров, погрузчиков и т.д.) проезды и проходы необходимы для обеспечения рабочих мест материалами и запасными частями, а также площадки накопления изделий или материалов. Технологическое оборудование изображается в принятом масштабе условным упрощенным контуром с учетом крайнего положения движущихся частей, открывающихся кожухов и устанавливаемых на оборудовании изделий, если последний выходит в плане за габаритные размеры оборудования. Внутри контура оборудования и производственного инвентаря или вне контура, на выносимые полки указывают его номер по спецификации по чертежу. Нумерацию обычно дают последовательно в порядке размещения оборудования и инвентаря на чертеже с лева на право, а после сверху вниз. Расположение станков другого технического оборудования устанавливаемого на фундаменты координируют относительно колонн и стен здания. Указание на чертеже расстояний от оборудования до стен и колонн называют привязкой оборудования. 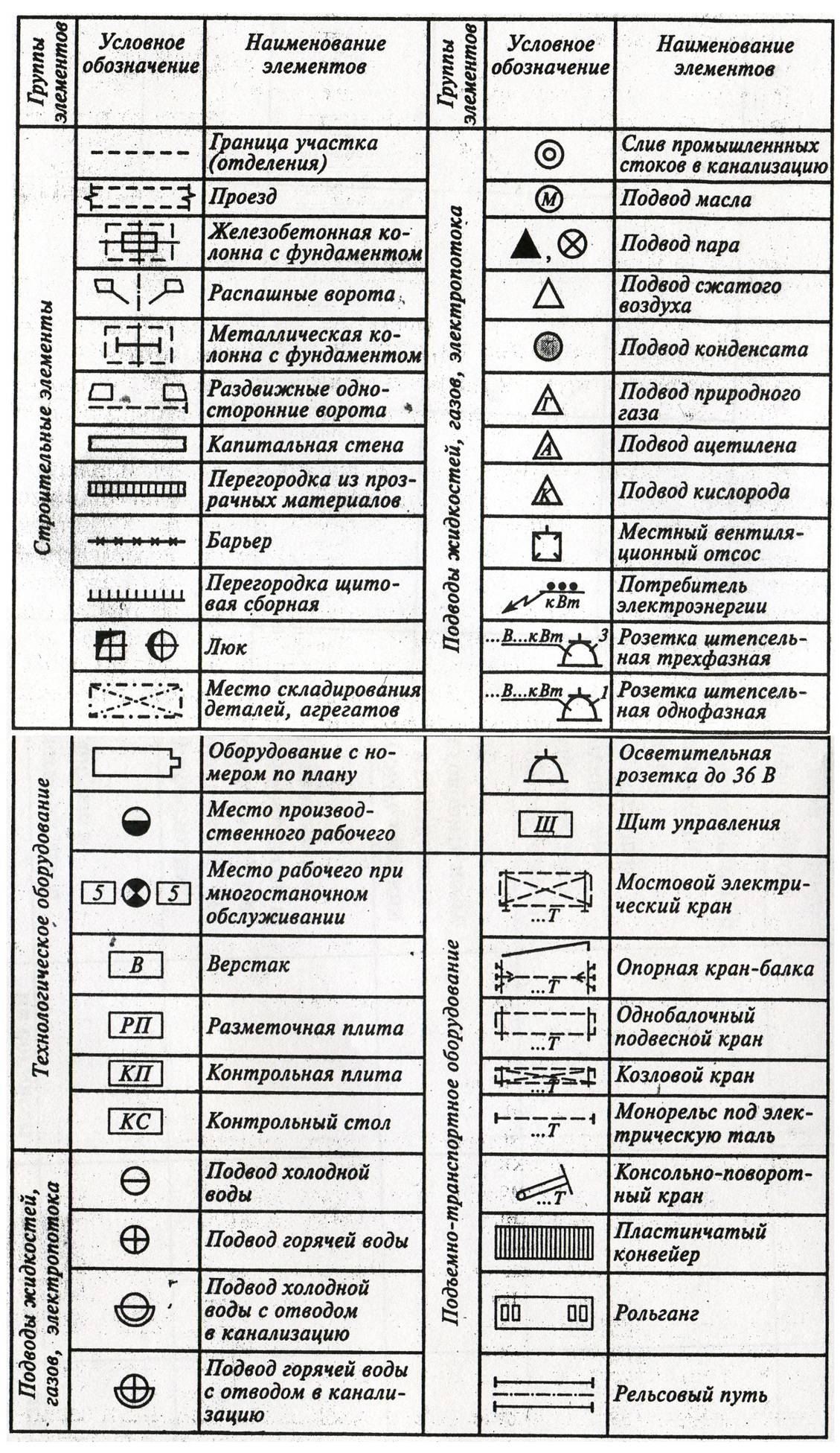 Рисунок 2.1. Условные обозначения планировки участка. Планы расстановки технологического оборудования выполняют, как правило, на стадии разработки проекта в масштабе 1:200, на стадиях разработки рабочей документации или рабочего проекта- в масштабе 1:100. В учебных проектах допускается применение масштабов 1:50 и 1:25. К плану расстановки технологического оборудования прилагают спецификацию, содержащую в табличной форме следующие данные: номера по плану; наименование оборудования и инвентаря; краткую техническую характеристику; модель и тип; место изготовления; количество; примечания, в которых указывают мощность оборудования и потребителей воды, воздуха, пара, газа и других энергоресурсов. Допускается размещать спецификацию на свободном поле чертежа. Площади участков где Расположение технологического оборудования, ширина и расположение проходов и проездов должны обеспечивать удобство и безопасность работы, подачи ремонтируемых изделий, инструмента, уборки отходов и помещения, доступа к оборудованию для его обслуживания, ремонта, монтажа и демонтажа. Расстояния между оборудованием и частями зданий (стенами, колоннами), размеры проходов и проездов должны быть не менее указанных в нормах технологического проектирования. При проектировании производственных участков необходимо предусматривать широкий комплекс мер по охране труда, технике безопасности и защите окружающей среды. По нормативам принятым для машиностроительного предприятия расстояния между колоннами принимаются 12м, высота пролетов 6м. На моем участке установлено следующее оборудование: 1 верстак, стенд, приспособление 17Уп-1049, приспособление для сборки и запрессовки, стеллаж, устанавливается одна тара и мостовой кран . F=(1*1,7+1,7+1)*7=30,8м2 3. Организационно – экономическая часть работы 3.1. Расчет численности производственных рабочих, ИТР, служащих, МОП.  (12) (12)Где N – штучная программа на год Кв – коэффициент выполнения норм (Кв=1) Росн1=8000*1,75/1865*60*1=0,12 Росн2=8000*1,86/1865*60*1=0,13 Росн3=8000*3,49/1865*60*1=0,25 Росн4=8000*1,65/1865*60*1=0,12 ΣРосн=0,62=1 чел. Расчет вспомогательных рабочих. На участке сборки прибора буксирного автомобиля «Урал-5323» работает один вспомогательный рабочий. Расчет численности мастеров. При определении численности мастеров на участке рассматривается численность основных рабочих и вспомогательных рабочих. На одного мастера приходится 10-20 рабочих. На месте сборки механизма усилителя рулевого управления нет закрепленного мастера. На главном конвейере «АЗ» «Урал» работает несколько мастеров которые контролируют работу своего участка конвейера. 3.2. Расчет стоимости основных материалов (деталей). Цена – это денежное выражение стоимости товара и услуг, сумма денег, за которую покупатель готов купить товар, а производитель – продать. Формула цены проста: Цена = Затраты на производство + Прибыль От уровня цены зависят: - величина прибыли в коммерческой организации; - конкурентоспособность организации и ее продукции; - финансовая устойчивость организации. Экономическая сущность, предназначение, роль цены в хозяйственной деятельности, находят отражение в функциях цены: - информационной; - стимулирующей; - ориентирующей; - сбалансирования спроса и предложения; - перераспределительной. Прежде всего цена информирует о предложении товара, его величине и о том, сколько продавец хочет получить за свой товар. Такая информация воздействует на состояние рынка и формирует позицию покупателя, определяя величину его спроса. Стимулирующее значение цены заключается в ее способности поощрять тех предпринимателей, которые рационально используют свои производственные возможности для получения лучших конечных результатов, применяют передовую технику и технологию. От цены зависит, кто и насколько увеличит свои доходы или, наоборот, понесет убытки от продажи товаров. Цена также ориентирует продавца и покупателя сделать свой выбор, обеспечивающий личный интерес. Функция сбалансирования спроса и предложения проявляется в том, что посредством цен осуществляется связь между производством и потреблением, предложением и спросом. Цена подает сигналы о диспропорциях в сферах производства и обращения, требуя принятия мер по их преодолению. Это гибкий инструмент для достижения соответствия спроса и предложения, которое достигается либо посредством увеличения (сокращения) производства, либо повышения (снижения) цены, либо одновременно обоими способами. Эта функция цены играет главенствующую роль при формировании цен на товары. Суть перераспределительной функция цены – участие цен в распределении и перераспределении национального дохода между отраслями экономики, государственными и другими ее секторами, регионами, фондами накопления и потребления, социальными группами. Эта функция реализуется через включение в себестоимость отчислений во внебюджетные фонды (пенсионный фонд, медицинский фонд, социальный фонд), в цену включены налог на добавленную стоимость, акцизы. С помощью механизма цен происходит переход капиталов в наиболее эффективные и прибыльные отрасли под воздействием законов конкуренции и спроса. Все функции цены причинно взаимосвязаны и взаимодействуют, вступая иногда в противоречие между собой. В хозяйственной жизни предприятий взаимосвязи между функциями цены носят сложный, многоплановый характер и должны быть объектом систематического изучения маркетинговыми службами. Система цен на предприятии: 1. оптовые цены предприятия – обычно реализации товара изготовителем оптовым посредникам (базам, складам). 2. оптовые цены промышленности – применяется при расчетах между посредниками (они могут быть многозвенными крупно и мелкооптовые с системой дилеров, розничной сетью, обслуживающих непосредственно население). Оптовая цена промышленности формируется на основе оптовой цены предприятия и включает в цену издержек обращения прибыли и налоги. Розничная цена – цена, по которой товары реализуются потребителем через торговую сеть. Розничная цена представляет сумму оптовой цены промышленных издержек, обращения планов прибыли и налога на добавленную стоимость розничных торговых организаций. Все виды цен могут применятся на предприятии, если оно сформировало собственную сеть сбыта своей продукции, имеет оптовые звенья и магазины. Стоимость гидроусилителя рулевого управления 6285 рублей. Себестоимость 4463,21 руб. Прэктная цена 4000 3.3. Расчет фондов заработной платы. 1. расчет основной заработной платы Для оплаты труда основных рабочих применяется сдельно-премиальная система оплаты труда. Расчет фонда оплаты труда по сдельным расценкам: |