Дипломный проект. Диплом Ожегов 425АЗ. Организационно технологическая часть работы Описание узла
 Скачать 1.37 Mb. Скачать 1.37 Mb.
|

 Содержание Введение Организационно - технологическая часть работы Описание узла. Выбор типа производства и методов сборки. Маршрутная технология сборки. Схема сборки. Технологический процесс сборки. Организация сборки. Обоснование выбранного оборудования для сборки. Обоснование выбранных приспособлений и инструмента при сборке. Описание и расчет разработанной конструкции приспособления. Обоснование метода перемещения деталей при сборке. Расчет темпа сборки и ритма сборки. Расчет штучного времени на сборочных операциях. Расчет количества потребного оборудования и его загрузка. 2. Организация труда на участке сборки. 2.1. Оперативное управление процессом сборки. 2.2. Организация рабочего места слесаря- сборщика. 2.3. Определение рациональных способов транспортировки деталей и узлов. 2.4. Организация технического контроля сборки. 2.5. Разработка общей планировки участка сборки изделия. 3. Организационно – экономическая часть работы 3.1. Расчет численности производственных рабочих, ИТР, служащих, МОП. 3.2. Расчет стоимости основных материалов ( деталей). 3.3. Расчет фондов заработной платы. 3.4. Определение начислений на заработную плату. 3.5. Расчет цеховых накладных расходов по статьям затрат. Определение накладных расходов. 3.6.Определение себестоимости узла. 3.7. Технико-экономические показатели участка. 3.8. Сравнение расчетных показателей с заводской стоимостью и обоснование экономической эффективности работы. 4. Охрана труда. 4.1. Техника безопасности на участке. 4.2. Пром. санитария в цехе и на участке. 4.3.Противопожарная безопасность в цехе и на участке. 5. Графическая часть 5.1. Чертеж сборочный на изделие. 5.2. Общий вид сборочного приспособления. 5.3. Сборочный чертеж средства технического контроля. 5.4. План участка сборки. 5.5. Показатели экономической эффективности технологического процесса. 6. Документальная часть 6.1. Комплект технологической документации на спроектированный технологический процесс сборки изделия. 6.2. Заключение. 6.3. Список используемых источников ( не менее 20 наименований ). 6.4. Приложения: спецификации и другая технологическая документация. Введение. Сегодня «АЗ Урал» занимает лидирующие позиции в числе производителей полно-приводных грузовиков с колесными базами 4х4, 6х6 и 8х8. Главная особенность автомобилей Урал – высока проходимость. Эта особенность обеспечивается благодаря мощному двигателю и специальной конструкции ведущих мостов, а так же централизованной системе регулирования воздуха в шинах. Современные модели способны работать при температуре от 50 градусов холода до 50 градусов жары, рассчитаны на безгаражное хранение, приспособлены для ремонта. Модельный ряд не ограничивается основными моделями грузовиков «Урал-4320» и «Урал-5557»; помимо них предлагается более 300 различных моделей и модификаций. На базе их шасси монтируется около 180 моделей специальной техники, например: автоцистерны, подъемные краны, ремонтные мастерские, нефтяные транспортеры, пожарные машины, автозаки и др. Произведена унификация по агрегатам и комплектующим, это приводит к более выгодному производству, эксплуатации и обслуживанию. Главные особенности Урала – это высокая проходимость и способность работать в агрессивной внешней среде. В последние годы модельный ряд выпускаемых автомобилей постоянно расширялся. Налажено производство автобусов, бортовых автомобилей, различных седельных тягачей. Демонстрируются совершенно новые образцы грузовиков для военного применения, с современными защитными технологиями. Приоритетное направление автомобилестроения – обеспечение высокого качества изготовления агрегатов автомобиля, его сборки и доводки, максимальной надежности и долговечности кузова и агрегатов. Практика показывает, что 60…70% отказов автомобилей связанно с недостаточно хорошим качеством отдельных деталей и агрегатов, поэтому неизменно возрастает роль прогрессивных технологических процессов изготовления и сборки. Современное автомобильное производство включает в себя прогрессивные технологические процессы получения заготовок, обработки деталей, сборки кузова и агрегатов трансмиссии. Технологическое проектирование, является одной из самых ответственных и трудоемких частей технической подготовки производства: трудоемкость его в общей трудоемкости технической подготовки составляет 30-40% в мелкосерийном производстве, 50-50% в серийном и 50-60% в массовом. Важнейшим показателем правильности технологии является технологичность изделия. Сборочные работы являются заключительным этапом в производственном процессе, предусматривающем получение готовых изделий путем соединения отдельных деталей. Качество выполнения сборочных работ значительно влияет на эксплуатационные качества собранной машины, на ее надежность и долговечность. При достаточно точно изготовленных отдельных деталях, но при недостаточно тщательном и правильном соединении их, собранное изделие не может обладать необходимыми эксплуатационными качествами и работать надежно. Трудоемкость сборочных работ в машиностроении составляет 20-30% от общей трудоемкости изготовления изделия. Сборочные работы выполняют в сборочных отделениях и цехах завода. Место и организация выполнения сборочных работ определяют характер выпускаемых изделий, технологический процесс, объем производства. При единичном, мелкосерийном и серийном производстве узловую и общую сборку производят в сборочных цехах или сборочных отделениях механосборочных цехов. При крупносерийном и массовом производстве узловую сборку изделий производят в конце поточных линий или в отделениях механосборочного цеха, в которых обрабатывают заготовки. В этом случае общую сборку машины выполняют в сборочном цехе. Основой для проектирования технологического процесса сборки являются: Чертежи сборочные, общих видов сборочных единиц и изделий. Технические условия на приемку и испытание сборочных единиц и изделий. Производственная программа. Спецификация поступающих на сборку сборочных единиц и деталей. Цель дипломного проекта: расширит и закрепить навыки, используя знания, полученные при изучении специальных дисциплин, в том числе навыки технологического проектирования процессов сборки. Дипломный проект выполняется с учетом достижений науки и техники, и предусматривает улучшение технико-экономических показателей сборки по сравнению с существующим технологическим процессом данной сборочной единицы. 1. Организационно – технологическая часть проекта. 1.1 Описание узла. Рулевое управление автомобиля Урал-5323, состоит из рулевой колонки, рулевого механизма, рулевого привода и усилителя.  Рисунок 1.1 – Рулевое управление Урал 5323 1 - Тяга рулевой трапеции в сборе; 2- Рычаг маятниковый; 3-Тяга продольная переднего второго моста; 4 - Кронштейн маятникового рычага с осью; 5 - Механизм усилительный (гидроусилитель руля в сборе); 6 - Тяга продольная переднего первого моста; 7 - Тяга сошки в сборе; 8 - Рулевой механизм с распределителем и сошкой; 9 - Шайба 16; 10 - Болт крепления зажима; 11 – Гайка; 12 – Болт; 13 – Кронштейн; 14 - Гайка М14х1,5-6Н; 15 - Болт М14. Рулевой механизм (редуктор) с распределителем Урал-5323 включает в себя винт 7 и шариковую гайку-рейку 8, находящуюся в зацеплении с сектором 1. Полукруглые винтовые канавки на винте и гайке-рейке образуют канал, заполненный при сборке механизма шариками 6 высокой точности. Зубчатый сектор 1 установлен в подшипниках 18, которые, в свою очередь, запрессованы во вкладыши 21, имеющие для регулировки зубчатого зацепления ряд отверстий на торцах. Оси наружных поверхностей вкладышей 21 смещены относительно осей отверстий подшипников 18 на величину эксцентриситета «e», что дает возможность регулировать зубчатое зацепление сектора-гайки-рейки поворотом вкладышей 21. На торце шлицевого конца сектора 1 имеется риска, которая совмещается с риской на торце сошки. 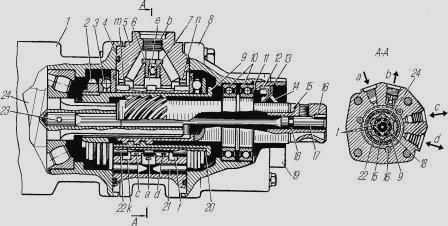 Рисунок 1.2 - Распределитель гидроусилителя руля Урал-5323 1-корпус рулевого механизма; 2-гайка; 3,10-подшипники; 4-кольца уплотнительные; 5-корпус золотника; 6-клапан обратный; 7-шарик; 8-крышка распределителя; 9-втулка; 11,20-прокладки регулировочные; 12-манжета; 13-кольцо стопорное; 14-кольцо; 15-вал; 16,23-штифты; 17-торсион; 18-кольцо уплотнительное; 19-крышка; 21-плунжеры; 22-золотник; 24-винт; а-канал для подвода рабочей жидкости от насоса; b-канал для отвода рабочей жидкости от насоса; c,d-каналы для подвода (отвода) рабочей жидкости к полостям усилительного механизма; e,k,f-канавки кольцевые; m,n-сверления для соединения полостей корпуса и крышки распределителя со сливом; t-зазор Механизм усилительный рулевого управления (гидроусилитель) (рис. 3) в рулевом управлении автомобиля Урал-5323 смягчает удары, передаваемые на рулевое колесо при движении по неровной дороге, повышает безопасность движения, позволяет сохранить первоначальное направление движения при проколе шины переднего колеса, уменьшает усилие, необходимое при повороте передних колес. Усилительный механизм шарнирно соединен с рамой и с правым рычагом поворотного кулака переднего моста. Длина штока отрегулирована в пределах, обеспечивающих установленные углы поворота передних колес. Для изменения длины штока освободите болт 14 (рис.2) зажима наконечника, снимите с наконечника защитную муфту 12 и ключом вращайте шток в ту или другую сторону. Если имеется течь по штоку, то подожмите уплотнение гайкой 11 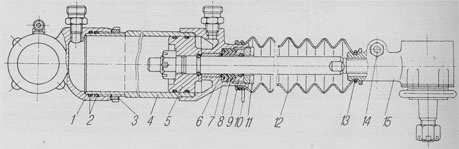 Рисунок 1.3 - Механизм усилительный автомобиля Урал 5323: 1 — наконечник цилиндра; 2, 6 — кольца уплотнительные; 3 — гайка наконечника; 4 — цилиндр; 5 — поршень со штоком в сборе; 7 — кольцо опорное; 8 — манжета; 9 — кольцо нажимное; 10, 13 — хомуты; 11 — гайка; 12 — муфта защитная; 14 — болт; 15 — наконечник штока Работа усилителя в рулевом управлении автомобиля. При прямолинейном движении автомобиля Урал-5323 , когда усилие к рулевому колесу не приложено, золотник занимает нейтральное положение в корпусе. Рабочая жидкость от насоса поступает к средней канавке «е» (рис.2). Поскольку в этом положении золотника канавки «е», «k» и «f» соединяются между собой, то масло, заполняя их и реактивные камеры, из распределителя через крайние канавки «k» и «f» и отверстие «b» сливается в масляный бак. При повороте рулевого колеса, например, вправо, втулка 9 с закрепленным на ней золотником 22, за счет винтового соединения перемещается в осевом направлении влево (в сторону рулевого механизма). В начальный момент перемещения, когда давление в гидросистеме невелико, усилие на рулевом колесе, в основном, создается за счет закручивания торсиона, который непосредственно воздействует на вал 15. Винтовое соединение при этом перемещает золотник и практически не нагружается. При смещении золотника, величина которого ограничена зазором «t» в шлицевом соединении, прекращается доступ рабочей жидкости к кольцевой канавке «f». Жидкость от насоса подается к средней канавке «е», а затем через канал «d» в корпусе и далее по трубопроводу поступает в бесштоковую полость усилительного механизма 14. Усилие от ГУР Урал-5323 передается на рычаг поворотного кулака переднего управляемого моста. Происходит поворот управляемых колес вправо. Из штоковой полости усилительного механизма жидкость по трубопроводам, через канал «с» (рис.2) распределителя поступает в кольцевую канавку «k» и далее через отверстие «b» сливается в бак. При увеличении сопротивления повороту управляемых колес возрастает давление в гидросистеме рулевого управления Урал-5323 и, следовательно, в реактивных камерах, что вызывает пропорциональное увеличение усилия на рулевом колесе. Таким образом, водитель получает информацию об увеличении сопротивления повороту управляемых колес. При прекращении дальнейшего вращения рулевого колеса (снятии усилия с него) торсион 17 и плунжеры 21 возвращают золотник в нейтральное положение. Поступление жидкости в бесштоковую полость гидроусилителя прекращается, и автомобиль движется по окружности заданного радиуса. При вращении рулевого колеса влево втулка 9 и золотник 22 перемещаются в осевом направлении вправо (от рулевого механизма). Жидкость от насоса под давлением через канавку «е», канал «с» поступает в штоковую полость усилительного механизма. При неисправном ГУР Урал-5323обратный клапан 6 обеспечивает перепуск масла из одной полости усилительного механизма в другую, что облегчает управление автомобилем. 1.2 Выбор типа производства и методов сборки. Выбор типа производства выполняется на основе коэффициента закрепления операций:  (1) (1)Где r – такт потока t шт.ср.- среднее штучное время на операцию, (мин)  (2) (2)Где: Fэф – эффективный фонд времени работы участка, мин; N – годовая программа, шт. Fэф = Др*S*d*(1-0,01*α) = 248*1*8*(1-0,01*6) = 1865 (3) Где: Др – число рабочих дней в году, дни; S – Число смен работы участка в день d – продолжительность смены, час; α – процент плановых потерь на ремонт и наладку оборудования.  (4) (4)Где: n – количество операций; Тип производства принимаем в зависимости коэффициента закрепления операций, если: Кз.о.< 2 – массовое производство. Кз.о. > 2 – крупносерийное производство. Т.к. Кз.о. = 6,1, то принимаем крупносерийный тип производства. 1.3 Маршрутная технология сборки. Одним из важнейших требований, предъявляемых к технологии сборки является возможность осуществления поточной независимой и параллельной сборки без пригонок и отдельных деталей, узлов и механизмов. Конструкция должна иметь минимально число деталей, не должна быть чрезмерно сложной, и не иметь большие габариты и массу. Необходимо, чтобы сборка изделия по возможности была простой и не требовала специальной технологической оснастки и обеспечивала бы простоту контроля и обслуживания изделия в эксплуатации. Процесс сборки предопределяется главным образом типом производства и конструкторской особенностью собираемого объекта. При любом методе сборки необходимо стремиться к наибольшему количеству полностью взаимозаменяемых соединений, это значительно упрощает сборку изделия и его ремонт. При сборке следует сокращать совместную механическую обработку соединенных деталей, а так же пригоночные работы. Метод отработки конструкции на технологичность заключается в следующем: Выявление конструктивных основных элементов, влияющих на качество выполнения рабочих функций изделия в условии эксплуатации. Отработка на технологичность главных конструктивных элементов. Отработка на технологичность вспомогательных элементов Основные показатели технологичности: Базовые показатели, устанавливаемые в технологическом задании на проектируемое изделие. Показатели технологичности, достигнутые при разработке конструкции. Уровень технологичности на этапе проектирования технологического процесса сборки изделия. Материалоёмкость изделия – это важнейший показатель технологичности конструкции изделия, характеризующий количество материальных ресурсов, необходимых для создания и применения одного изделия, с учетом его конструктивной особенности. Таким образом отработка изделия на технологичность охватывает все этапы конструирования и производства изделия. Гидроусилительный механизм автомобиля Урал-5323 имеет минимально возможное число деталей, выполнен оптимально упрощенно с точки зрения технических характеристик (масса, габариты, технологический процесс сборки), что обеспечивает простоту контроля, производства и обслуживания изделия в процессе эксплуатации. Соединительные стандартные детали легко заменяются, что обеспечивает ремонтопригодность узла. Обеспечен легкий доступ к усилительному механизму при сборке и обслуживании. На основе данного анализа я прихожу к выводу, что гидроусилитель обладает высокой технологичностью. В начале сборки необходимо установить цилиндр усилительного механизма в удерживающее приспособление, накрутить на резьбовую часть цилиндра гайку наконечника, после чего смазывается кольцо и устанавливается в канавки наконечника. Смазать гидравлическим маслом заходную фаску, установить поршень со штоком в цилиндр, накрутить на резьбовую часть цилиндра наконечник до упора и отвернуть до совпадения двух отверстий под щуп. Далее устанавливаются оправки в крышку цилиндра, после чего устанавливают кольцо, кольцо опорное, манжету, кольцо наживное и затягивают гайкой. После этого производят контроль цилиндра на герметичность и при успешном испытании устанавливают муфту с хомутами на шток. После всех сборочных операций производят контроль изделия. Последним делают маркировку детали. 1.4 Схема сборки |