Лабораторная работа № 3 «Опиливание заготовок после вырубки». Основы механосборочных работ
 Скачать 0.68 Mb. Скачать 0.68 Mb.
|

|
Федеральное агентство железнодорожного транспорта Федеральное государственное бюджетное образовательное учреждение высшего образования ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ ИМПЕРАТОРА АЛЕКСАНДРА I  Кафедра «Технология металлов» Лабораторная работа № 3 «Опиливание заготовок после вырубки» дисциплина «Основы механосборочных работ» Выполнил обучающийся: Логвин А.И Группа: ЛТ-119-з Санкт-Петербург 2023 Цель – ознакомление с методикой опиливания заготовок Для этого необходимо решить следующие задачи: 1. Изучение инструмента, используемого при опиливании 2. Изучение приемов опиливания (опиливание широких, узких, криволинейных плоскостей, отделочное опиливание) 1. Общие теоретические положения: 1.1. Инструмент, используемый при опиливании (определение напильника, классификация по числу зубьев на 1 пог. см длины, виды насечек напильника, формы напильников) Напильник (рис. 1) представляет собой режущий инструмент в виде стального закаленного бруска, на поверхности которого имеется специальная насечка, образующая на нем режущие зубцы. При движении напильника по обрабатываемой поверхности его зубцы снимают металлическую стружку.  Рис. 1. Напильник Напильники изготавливаются из твердой углеродистой инструментальной стали У11А-У13А с содержанием углерода 1,1-1,3% или хромистой стали ШХ5, ШХ9, ШХ15. На гранях и ребрах напильника насечены зубцы. Один конец напильника (хвостовик) оттягивается и делается остроконечным, чтобы на него можно было крепко насадить деревянную ручку. По числу зубьев на 1 пог. см длины напильники подразделяются следующим образом: брусовки (очень крупная насечка – 4-5 зубьев/см). драчёвые (крупная насечка – 6-10 зубьев/см длины). Применяются для грубого чернового опиливания. личные (средняя насечка – 12-24 зуба/см длины). Применяются для чистового опиливания заготовок. бархатные (мелкая и очень мелкая насечка – 24-48 зубьев/см длины). Применяются для подгонки деталей и отделки, доводки и шлифования поверхностей. По характеру насечка подразделяется на: простую (одинарную) (рис. 2, а). Применяется для цветных металлов; перекрёстную (двойную) (рис. 2, б) – для стали, чугуна и бронзы; фрезерованную (дуговую) – для цветных металлов и дерева; рашпильную (точечную) – для дерева, кожи, резины. Рашпиль имеет насечку в виде маленьких заусенцев, расположенных отдельно друг от друга. По-видимому, это самый древний вариант напильника. Его несложно изготовить в кустарных условиях, используя небольшое 3-гранное зубило. 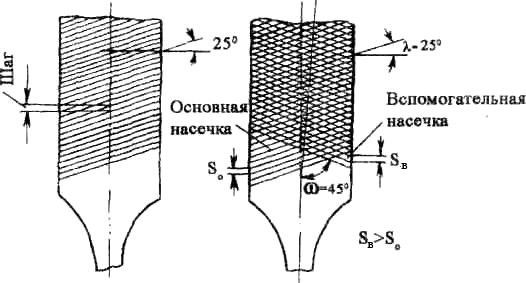 а) б) Рис. 2. Виды насечек напильников: а – одинарная; б – перекрёстная (двойная) Одинарной насечкой срезают стружку по всей ширине зуба, что требует большого усилия. Напильники с такой насечкой применяют для обработки мягких металлов (латуни, алюминия и др.). Наиболее часто используются напильники с двойной насечкой. Одна называется основной, а другая – вспомогательной. Первая насечка направлена слева-вверх-направо, вторая – слева-вниз-направо. Основная насечка образует на напильнике широкие зубцы, как при одинарной насечке, а вспомогательная делит эти зубцы на более мелкие. Напильники с двойной насечкой срезают мелкую стружку, чем облегчается процесс резания. Их применяют для обработки чугуна и стали. Для повышения производительности и увеличения стойкости зубцов насечки располагают под различными углами наклона. Стандартные напильники имеют углы наклона: для вспомогательной (нижней) насечки 45°, для основной (верхней) 25°. Основная и вспомогательная насечки имеют также различное расстояние между соседними зубцами (шаг насечки). Вспомогательная насечка имеет несколько больший шаг, чем основная. Если шаги обеих насечек сделать одинаковыми, то зубцы будут располагаться по прямым линиям, параллельным оси напильника, и при опиливании таким напильником на обрабатываемой поверхности будут оставаться глубокие борозды. При разных шагах насечек зубцы находятся на прямых, расположенных под углом к оси напильника. При движении напильника вдоль его оси зубцы перекрывают друг друга, способствуя получению более чистой поверхности. Плоские тупоносые напильники на рабочих гранях имеют двойную насечку, а на рёбрах: с одной стороны – наклонную одинарную, с другой – насечка отсутствует. Это делает напильник удобным для опиливания прямых и тупых внутренних углов, когда необходимо, чтобы одну плоскость угла спилили, а другую оставили нетронутой. Напильники также различаются формой сечения и размером. По форме сечения они подразделяются на (рис. 3): плоские тупоносые (а); плоские остроносые (б); квадратные остроносые (в); квадратные тупоносые (г); трёхгранные (д); полукруглые (е); круглые (ж). 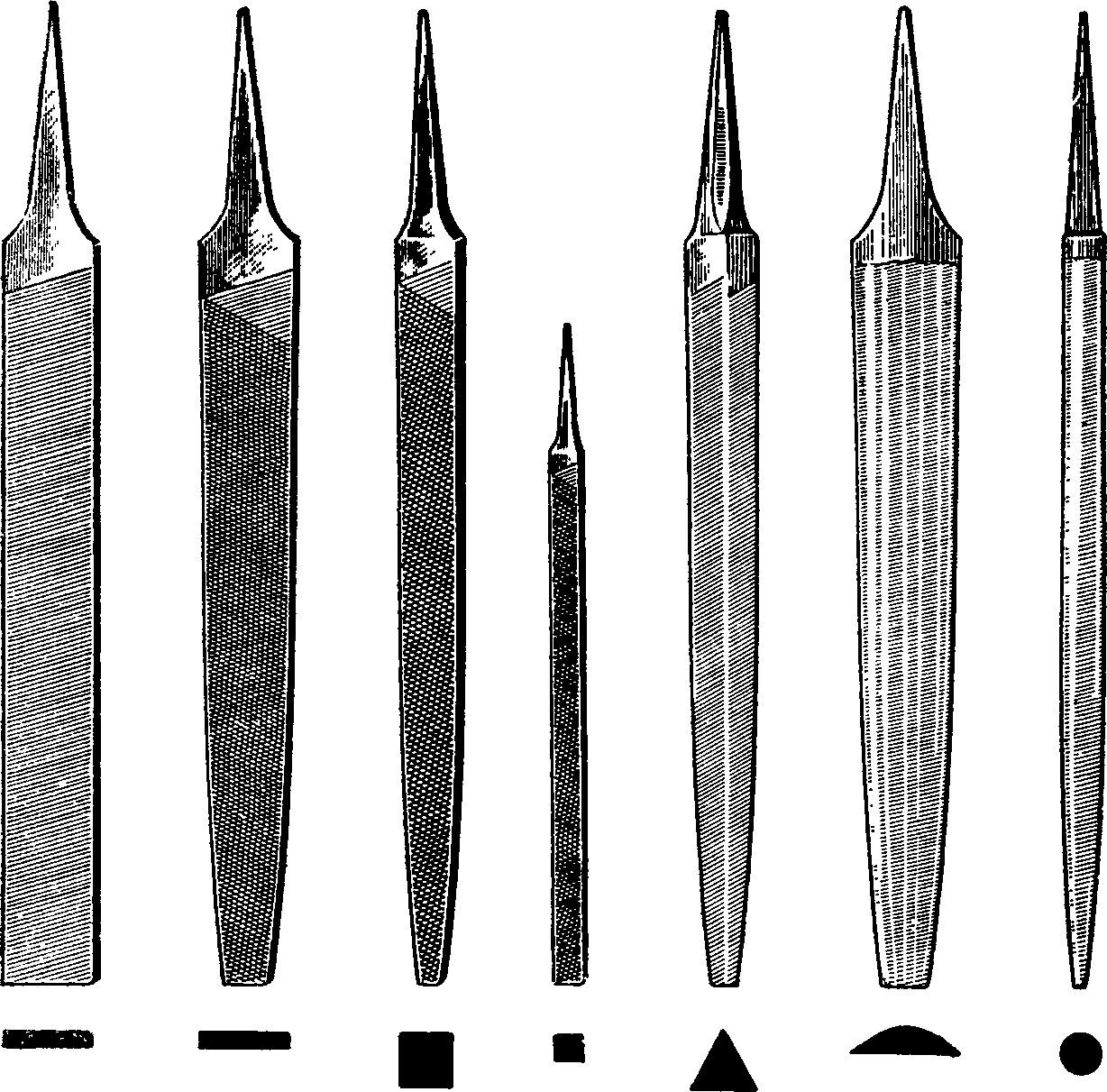 а) б) в) г) д) е) ж) Рис. 4. Рисунок 3 Виды напильников Форма сечения напильников по их длине неодинакова: она уменьшается по направлению от середины к носу. Это делает рабочие грани напильника выпуклыми. Выпуклые грани дают возможность легче устранять местные неровности обрабатываемой поверхности. Напильники применяются для обработки поверхностей определённого профиля. Плоские напильники используются для опиливания открытых, выпуклых поверхностей, трёхгранные – для опиливания внутренних углов, трёхгранных отверстий, а также плоскостей, недоступных для плоского напильника. Полукруглые напильники плоской стороной дают возможность опиливать плоскости и острые углы, полукруглой – вогнутые поверхности. Круглые напильники необходимы для распиливания круглых и овальных отверстий, вогнутых поверхностей, недоступных для полукруглого напильника. Основным размером напильников является их длина, т.е. расстояние от конца носка до его хвостовика. Их размеры бывают от 100 до 400 мм. Для опиливания деталей в труднодоступных местах, а также для обработки малогабаритных деталей применяются небольшие по размеру напильники, которые носят название надфилей (рис. 4). Надфили имеют форму сечения, аналогичную напильникам. Они отличаются от напильников размером и формой хвостовика. Длина рабочей части надфилей составляет 40, 60 и 80 мм. Полная длина надфиля соответственно – 80, 120 и 160 мм. Надфиль в отличие от напильника имеет цилиндрический хвостовик длиной около 50 мм, который закрепляется в ручке с цанговым зажимом или держится рукой. Рис. 4. Надфиль Надфили изготавливаются из проволоки диаметром 3-5 мм, из углеродистой инструментальной стали У11А-У13А. Надфили подразделяются на шесть номеров в зависимости от числа насечек на 1 пог. см. Первый номер имеет 22 насечки, 2-й – 25, 3-й – 32, 4-й – 40, 5-й – 63 и 6-й – 80 насечек на 1 пог.см. Ручки для напильников изготавливаются чаще всего из березы или дуба. Длина ручки берется в 1,5 раза больше длины хвостовика напильника. Ручка должна надеваться на 2/3 3/4 длины хвостовика. Напильники необходимо оберегать от соприкосновения зубьями с другими напильниками; их нельзя класть один на другой, а следует ставить на ребро в специальные ячейки в деревянных брусьях. В процессе работы напильник должен очищаться от грязи и частиц металла стальными щетками. Для удаления опилок дерева, каучука, фибры напильники на 15-20 мин погружаются в горячую воду, а затем очищается щетками. 1.2. Изучение приемов опиливания При опиливании заготовку укрепляют в тисках так, чтобы она выступала над губками тисков на 5-10 мм. Обрабатываемую поверхность устанавливают параллельно губкам тисков. При зажиме заготовок по обработанным поверхностям на тиски устанавливают накладные губки из меди, алюминия и других мягких металлов, которые предохраняют поверхность от вмятин (рис. 5). 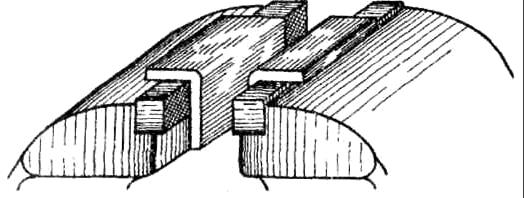 Рис. 5. Установка накладных губок Положение работающего у тисков зависит от характера работы. Наиболее удобным положением при опиливании считается такое, при котором корпус рабочего повернут относительно оси тисков под углом 45° (рис. 6), левая нога выдвинута на полшага вперед по направлению движения напильника, а угол между ступнями составляет 60-70°. Нельзя стоять близко у тисков, движения при этом будут очень короткими. При большом удалении от тисков рабочему придется слишком сильно наклоняться вперед. 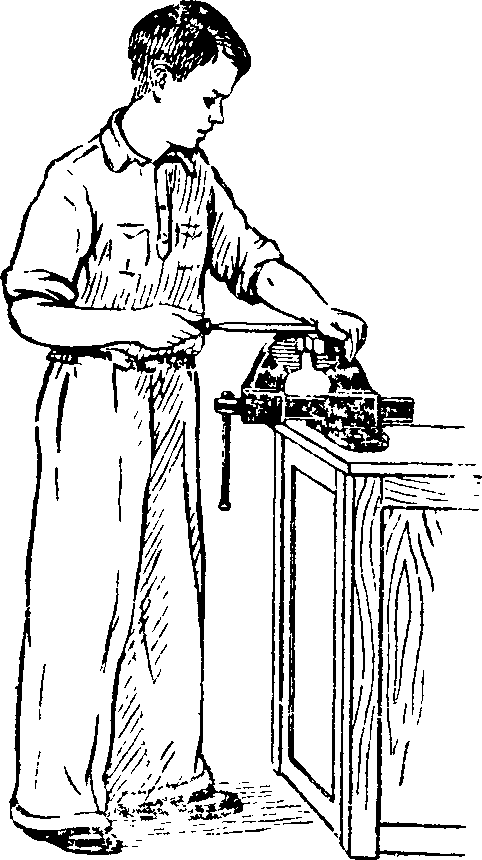 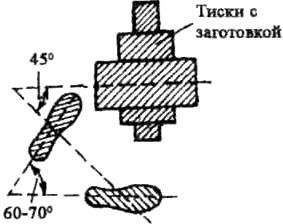 Рис. 6. Положение рабочего у тисков при опиливании Напильник при опиливании удерживают правой рукой за ручку так, чтобы большой палец лежал поверх нее в направлении оси напильника, а остальные четыре пальца поддерживали ручку снизу. Конец ручки должен упираться в мякоть кисти руки у большого пальца (рис. 7, а). Левую руку накладывают ладонью на носок напильника, пальцы при этом слегка согнуты (рис. 7, б). При отделочном опиливании напильник следует держать, как показано на рис. 7, в. 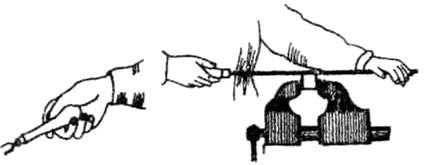 а) 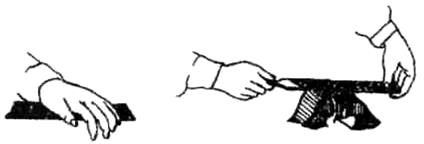 б) в) б) в)Рис. 7. Хватка напильника Усилие нажима должно соизмеряться с величиной снимаемого слоя металла, размером напильника и его насечкой. При использовании крупнозубых напильников усилие нажима должно быть большим. При работе с мелкозубыми напильниками усилие нажима уменьшается. Чем больше размер напильника, тем больше должно быть прилагаемое усилие. Опиливаемую поверхность нельзя трогать потными руками, так как она легко засаливается, и напильник скользит по ней. Для грубой обработки припуск составляет 0,5-1 мм, а для чистовой обработки припуск оставляется 0,2-0,3 мм. Точность обработки личным напильником может достигать 0,02-0,01 мм. 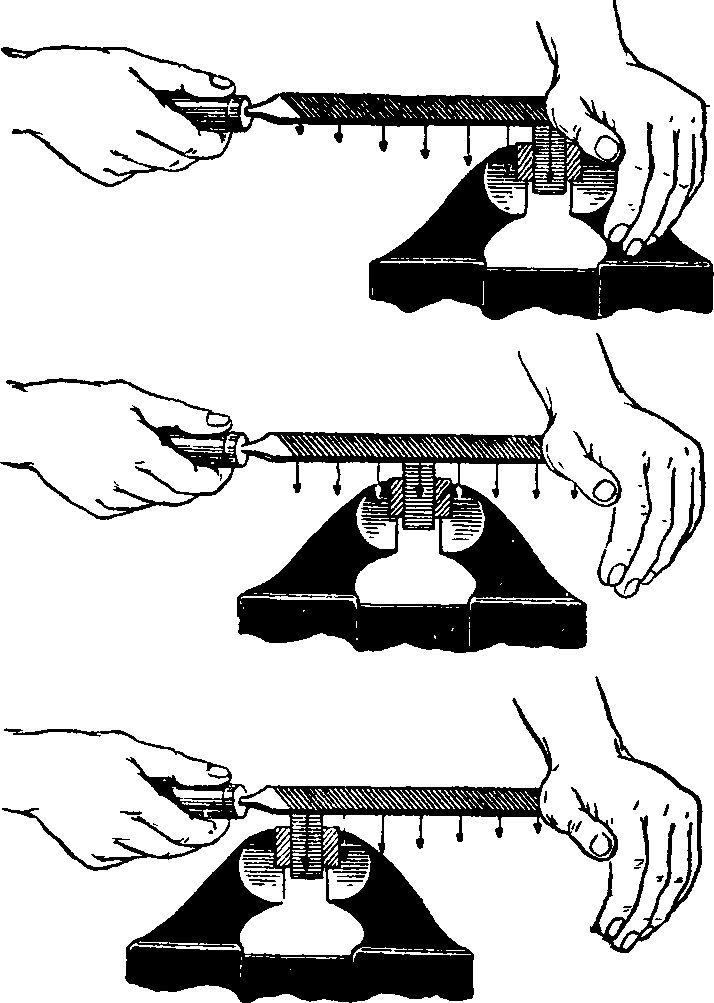 При рабочем движении на напильник нажимают двумя руками, но неодинаково. В начале движения наибольшее усилие прилагают левой рукой, меньшее – правой. По мере движения напильника вперёд усилие нажима левой рукой уменьшается, а правой – увеличивается. В конце хода усилие на правой руке должно быть наибольшим (рис. 8). При рабочем движении на напильник нажимают двумя руками, но неодинаково. В начале движения наибольшее усилие прилагают левой рукой, меньшее – правой. По мере движения напильника вперёд усилие нажима левой рукой уменьшается, а правой – увеличивается. В конце хода усилие на правой руке должно быть наибольшим (рис. 8).Рис. 8. Балансирование усилий при опиливании Такая координация движения рук и балансирование усилий дают возможность сохранять горизонтальное положение напильника во время работы, а сила в месте контакта напильника с поверхностью детали сохраняет постоянную величину. При несоблюдении этих правил неизбежны «завалы» обрабатываемой поверхности, т.е. по краям поверхность будет опилена больше, чем посередине. Завалу обрабатываемой поверхности может способствовать неправильный выбор размера напильника. Рекомендуется выбирать напильник длиной больше обрабатываемой поверхности на 150 мм. При больших размерах напильника его трудно удерживать в горизонтальном положении. Небольшие по размеру напильники малопроизводительны, ими рекомендуется заканчивать опиливание поверхности. Опорная поверхность для напильника будет больше, и завалы поверхности можно устранить. Длину напильника можно «укоротить», переместив левую руку дальше от его носка. Темп движения рук при опиливании должен сохраняться постоянным, примерно 50-60 двойных движений в минуту. После каждых 10 мин работы рукам следует давать отдых в течение 1-2 мин. Эти условия сохраняют работоспособность слесаря в течение всего рабочего дня. 1.2.1. Опиливание широких плоскостей Наиболее трудным условием при опиливании является получение ровной поверхности, особенно при отсутствии необходимых практических навыков. Кроме общего правила балансирования усилий и координации движения рук, здесь следует соблюдать строгий контроль над процессом опиливания. Контролировать правильность обработанной поверхности нужно как можно чаще наложением на нее проверочной линейки или угольника "на просвет" вдоль детали, поперек и по диагоналям (рис. 9, а). Наш глаз улавливает просветы даже 0,002-0,003 мм. Правильно опиленная поверхность должна прикасаться во всех точках к линейке, не образуя просветов. Если плоскость соприкасается в отдельных точках, образуя в других точках просветы, то выпуклые места нужно отметить мелом и опилить напильником. При использовании для контроля угольника его прикладывают к поверхности ребром с наклоном в сторону рабочего (рис. 9, б) таким образом, чтобы тень от угольника падала на проверяемую поверхность. В этом случае просвет будет более отчетливо виден. 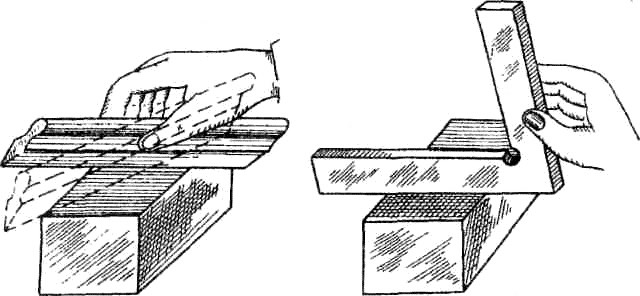 а) б) Рис. 9. Контроль ровности поверхности: а – линейкой; б угольником Контроль опиливаемой поверхности во время работы осуществляется методом «перекрестного штриха». Здесь опиливание ведут в разных направлениях. Вначале поверхность опиливают слева направо (рис. 10) под углом 30-40°. Затем, не изменяя темпа работы, меняют направление опиливания справа налево. На поверхности при этом образуются следы штрихов от напильника. По образующимся перекрестным штрихам рабочий видит, в каком месте напильник снимает стружку. Если после проверки линейкой (угольником) плоскость оказалась выпуклой посередине, то при правильном опиливании перекрестные штрихи должны накладываться именно на эту часть поверхности. Если штрихи накладываются на всю поверхность, то опиливание ведётся неверно. 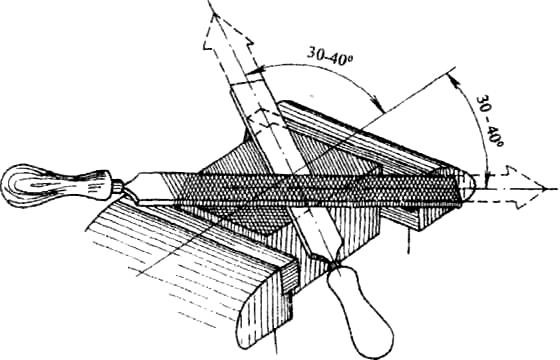 Рис. 10. Приём опиливания перекрёстным штрихом При опиливании двух или нескольких плоскостей под прямым углом работу следует начинать с более широкой плоскости, переходя к более узкой. Периодический контроль прямого угла выполняется угольником. Угольник плотно прикладывают длинной стороной к широкой плоскости, а короткую сторону осторожно подводят к опиливаемой, смежной плоскости и проверяют на просвет. Контроль нужно производить в нескольких местах поверхности. 1.2.2. Опиливание узких плоскостей При опиливании узких плоскостей и ребер тонкого листового материала значительные трудности представляет получение прямолинейности по ширине (толщине). Из-за недостаточной опорной поверхности для напильника весьма трудно сохранить во время работы его устойчивое горизонтальное положение, а следовательно, избежать завалов поверхности. При опиливании таких плоскостей надо работать по возможности напильниками малого размера. Рекомендуется строго придерживаться этого при окончательном опиливании личными и бархатными напильниками, где точность обработки играет решающую роль. Необходимо вести опиливание косыми штрихами со смещением напильника вдоль поверхности при каждом его рабочем движении (рис. 11). 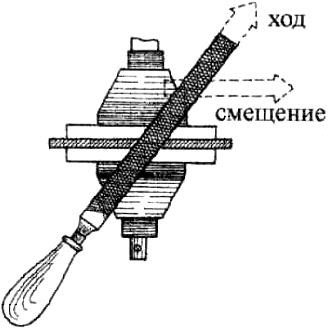 Рис. 11. Приём опиливания узких плоскостей При обработке нескольких заготовок из листового материала их удобно склепывать в пакет по 3-6 штук. Опорная поверхность увеличивается, и завалы уменьшаются. Качество опиливания узких плоскостей во многом зависит от надежности зажима заготовки в тисках. Заготовки из тонкого листового материала не должны выступать из губок тисков более чем на 5 мм. Свисание заготовки по бокам губок тисков допускается на 10-30 мм, в зависимости от толщины материала. Заготовки, имеющие длину более полуторной ширины губок тисков, следует зажимать с металлическими угольниками (см. рис. 11). Опиливание параллельных узких (а равно и широких) плоскостей производят обычными приемами в следующем порядке. Сначала опиливают одну из плоскостей окончательно. Затем на одной из боковых поверхностей размечают плоскость, параллельную обработанной. Заготовку устанавливают так, чтобы разметочная линия располагалась параллельно губкам тисков. Обрабатываемую поверхность опиливают до половины керн. Параллельность и размер контролируют штангенциркулем в различных точках по длине заготовки. Широкие плоскости деталей из листового материала опиливают на деревянном бруске, зажатом в тисках (рис. 12). Заготовку укрепляют на бруске планками на винтах так, чтобы при опиливании она не могла перемещаться по бруску. Для крепления детали могут также быть использованы тонкие гвоздики без шляпок. 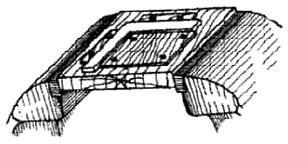 Рис. 12. Опиливание широкой плоскости угольника Опиливание плоскостей, расположенных под прямым внутренним углом, выполняют плоским напильником. Начинать опиливание нужно с более широкой и более длинной плоскости. Ненасеченное ребро напильника должно быть обращено в сторону плоскости, смежной с обрабатываемой (рис. 13). 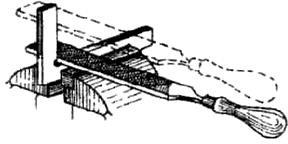 Рис. 13. Опиливание рабочих граней угольника Острые внутренние углы опиливают трехгранными или полукруглыми напильниками (плоской стороной). Предварительно углы размечают и вырезают ножовкой или вырубают зубилом на расстоянии 1,5-2 мм от разметочной линии. Окончательную обработку ведут опиливанием до половины керн. 1.2.3. Опиливание криволинейных плоскостей Криволинейные поверхности выпуклого профиля, как правило, опиливают плоскими напильниками продольным штрихом вдоль выпуклости. Напильник в этом случае должен совершать два рабочих движения: движение вперёд и качательное движение по дуге выпуклого профиля (рис. 14). 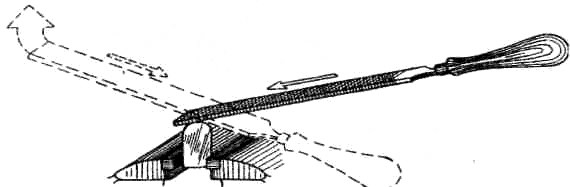 Рис. 14. Опиливание криволинейных поверхностей выпуклого профиля При движении вперед носок напильника должен подниматься вверх, а ручка опускаться вниз (способ продольной раскачки). Движение назад совершается в обратном порядке. Опиливание конусных поверхностей и различного рода фасок выполняют аналогичным образом (рис. 15). В процессе обработки заготовку зажимают в накладных губках и по мере опиливания поверхности периодически поворачивают в тисках. 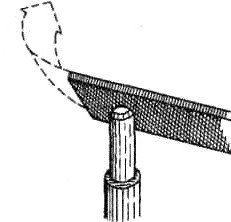 Рис. 15. Опиливание наружных фасок Небольшие цилиндрические стержни удобно зажимать в ручных тисках (рис. 16) и опиливать в горизонтальном положении на деревянном бруске, имеющем продольный угловой паз. Во время работы деталь с ручными тисками поворачивают навстречу движения напильника. 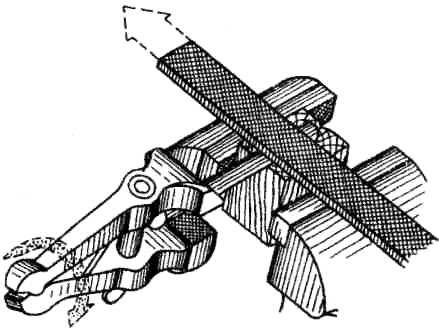 Рис. 16. Опиливание цилиндрического стержня при помощи ручных тисков Короткие участки стержней рационально опиливать в тисках в вертикальном положении (рис. 17). Ребро напильника, не имеющее насечки, при этом должно быть обращено в сторону губок тисков. 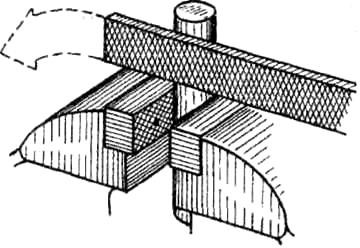 Рис. 17. Опиливание коротких стержней Для опиливания криволинейных поверхностей вогнутого профиля и отверстий применяют круглые и полукруглые напильники. В процессе опили- вания напильник должен совершать сложные рабочие движения: движение вперёд, одновременный поворот напильника вокруг оси и смещение вправо вдоль поверхности (рис. 18). В другом случае можно совместить продольное движение с вращением по часовой стрелке и со смещением влево, в зависимости от удобства. 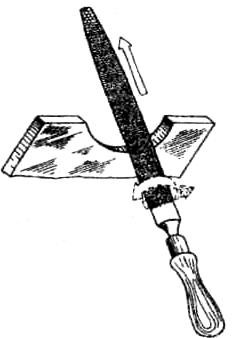 Рис. 18. Опиливание вогнутых и криволинейных поверхностей 1.2.4. Отделочное опиливание При чистовом отделочном опиливании могут применяться напильники с мелким шагом, а также абразивная (наждачная) шкурка. Добиться необходимой чистоты поверхности можно путём натирания насечки напильника мелом. В этом случае напильник будет снимать более мелкую стружку. Мел предохраняет напильник от забивания стружкой и от возникновения вследствие этого глубоких царапин на поверхности детали. Если поверхность обрабатывают абразивной шкуркой, последнюю наворачивают на напильник (рис. 19) или деревянную планку и таким инструментом зачищают поверхность. Отделку можно вести всухую или с маслом. При отделке всухую поверхность получает блестящий вид, с маслом – матовый. Работа с маслом требует применения полотняной шкурки (на хлопчатобумажной основе). Обработку начинают более грубой шкуркой, постепенно переходя к более мелкой. Рис. 19. Отделка поверхности абразивной шкуркой 1.3. Опиливание при изготовлении параллелепипеда из заготовки круглого сечения Получить заготовку квадратного сечения из размеченной цилиндрической заготовки можно в такой последовательности. 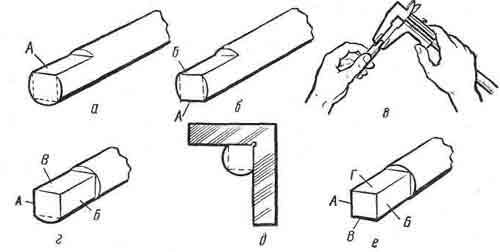 Рис. 20. А — Г — грани; а — е — последовательность обработки. Закрепив заготовку в тисках в горизонтальном положении, опиливают первую грань (Л). Затем параллельно первой грани обрабатывают вторую грань (Б). Расстояние между гранями и их параллельность проверяют штангенциркулем. После этого опиливают третью грань (В) и контролируют ее положение угольником. Так же обрабатывают четвертую грань (Г), проверяя ее положение угольником и штангенциркулем на параллельность. 2. Практическая часть Эскизы опиливаемых фигур (треугольника, квадрата) 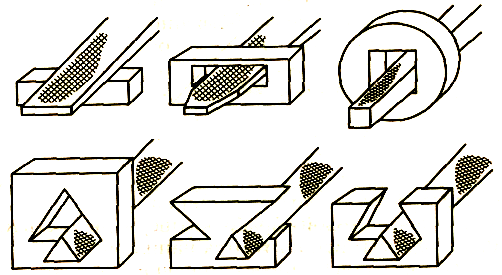 Рис. 21. Выводы В процессе выполнения лабораторной работы мной были освоены практические навыки по выполнению опиливания заготовок после вырубки. Библиографический список Крупицкий Э.И. Слесарное дело Издательство: Высшая школа, 1976 г. 288 с Макиенко Н.И. Слесарное дело с основами материаловедения. Учебник для подготовки рабочих на производстве. Изд. 5-е, переработ. 2000 г Покровский Б.С., Скакун В.А - Слесарное дело. Издательство: Академия. Год: 2004, 319 с Слесарное дело: Практическое пособие для слесаря Издательство: Энас. Год: 2006, 144 с |