сварочное производство. Сварочное производство. Основы получения сварного соединения
 Скачать 3.02 Mb. Скачать 3.02 Mb.
|

Оборудование сварочного поста газовой сваркиРабочее место газосварщика почти не чем не отличается от рабочего места электросварщика, за исключением некоторых особенностей. Вместо источника электропитания здесь используется ацетиленовый генератор или баллоны с кислородом, бутаном, пропаном, природным газом или баллоны с ацетиленом. Элетрододержатели заменяются резаком или горелкой. Рядом со сварщиком должно стоять ведро для охлаждения горелки или резака. Непременное условие - наличие на месте нагревательного устройства, которое понадобится для предварительного подогрева обрабатываемой детали. Ящик с песком потребуется для того, чтобы замедлить процесс охлаждения деталей или изделий. Песок необходим и для тушения очага пожара. Для выполнения газосварочных работ используем передвижной сварочный пост ,который предусматривает выполнение сварочных работ в различных местах на территории предприятия, на стройплощадках. В качестве источников питания газами используем баллоны для кислорода и горючего газа с соответствующими редукторами для понижения его давления. Для подачи этих газов к рабочему инструменту (горелке) используют рукава длиной не менее 10 м. для удобства перемещения передвижного поста допускается установка оборудования на одной тележке. 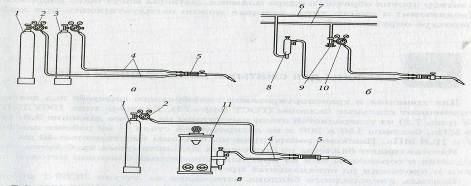 Рисунок 3 - Виды сварочных постов: А) оборудование для передвижного сварочного поста с газопитанием от баллонов; Б) газопитание стационарного сварочного поста; В) оборудование передвижного сварочного поста с ацетиленовым генератором; 1-баллон с кислородом; 2-кислородный редуктор; 3-баллон с ацетиленом; 4-шланги; 5-горелка; 6-кислородный трубопровод; 7-ацетиленовый трубопровод; 8-водяной затвор, 9-кислородный вентиль, 10-кислородный потовой редуктор, 11-ацетиленовый генератор Газы, применяемые при сварке. В газовой сварке горючий газ используется в качестве источника теплоты. Самым распространенным газом является ацетилен. Заменителями ацетилена являются такие газы как пропан, бутан, метан и их смеси. Дополнительно к этому списку можно назвать кислород и жидкие горючие, как бензин и керосин. Ацетилен - широко применяемый и распространенный газ, который дает лучшее качество пламени. Используется два вида ацетилена - в растворенном (в баллонах) или в газообразном виде (ацетиленовые генераторы). К преимуществам растворенного ацетилена относятся безопасность проведения работ и надежность работы всего газосварочного комплекса. Основным источником получения ацетилена является карбид кальция, в результате реакции с водой из одного килограмма карбида кальция можно получить 230-250 дм3 газа ацетилена. Кислород может быть представлен только в чистом виде, нормами предусмотрены три сорта кислорода. Для резки и сварки применяют кислород 99,5% чистоты. Кислород поступает в баллонах в сжатом состоянии. При работе с кислородом следует соблюдать особую осторожность. При контакте кислорода с жирами и маслами, образуется взрывчатая смесь. Аппаратура должна быть очищена от жира, а рабочая одежда не иметь масляных пятен. Жидкое горючее - смесь керосина с бензином, в пропорции1:1, перед применением такое горючее профильтровывают через войлок. Жидкое горючее транспортируют в бочках под давлением 0,3МПА. Баллоны. Баллон - это металлическая емкость для хранения и транспортирования газов в сжатом, растворенном и сжиженном состоянии. Для газовой сварки используют цельнотянутые баллоны, изготовленные из углеродистой (150У) и легированной (150Л) стали согласно ГОСТ 949-73.  Рисунок 4 - Баллон для кислорода Корпус кислородного баллона имеет выпуклое днище, на котрой в нижней части насажен башмак. В верхней части корпус сужается в горловину, имеющую резьбу, в которую ввертывается баллоный вентиль и насаживается кольцо с наружной резьбой, служащее для крепления предохранительного колпака. Кислород находится под давлением 15,0 МПа, содержит около 6 м3 газа. Вентиль для кислородного баллона изготавливается из латуни, така как сильно коррозируется в кислороде, и кроме того при прохождении инородных частиц с кислородом под давлением через стальной вентиль может возникнуть искра. По окончании отбора кислорода из баллона необходимо следить, чтобы остаточное давление в нем было не ниже 0,05 -0,1 МПа (0,5 - 1,0 кг/см2). 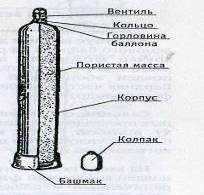 Рисунок 5 - Баллон для ацетилена Для сжатого растворенного ацетилена используют баллоны вместимостью 40 дм3. Баллоны имеют наружный диаметр 219 мм, высоту - 1390 мм, массу - 80-87 кг. Ацетиленовый баллон имеет цвет белый с красной надписью, состоит из корпуса, на нижнюю часть которого напрессован башмак. На горловину баллона насаживается кольцо, имеющее наружную резьбу с помощью которой крепится защитный колпак. В горловину баллона ввернут вентиль. Внутри баллон для ацетилена заполнен пористой массой из древесного активированного угля или наполнителем другого состава (литая пористая масса). Пористую массу пропитывают ацетоном. Необходимо знать, что давление в наполненном ацетиленом баллоне зависит от температуры баллона и может изменяться. При температуре баллона 20оС давление составляет 1,9 МПа, находится примерно 5 м3 ацетилена (с насыпной пористой массой) или 7 м3 с литой пористой массой. Конструкция вентиля ацетиленового баллона отличается от кислородного: его корпус и другие детали изготавливают из стали, вентиль не имеет маховика и штуцера для подсоединения газового редуктора. Редуктор для ацетиленового баллона крепится к вентилю при помощи хомута и накидной гайки. По окончании работ следует оставлять в баллоне остаточное давление не менее 0,05 МПа. Горелки. Сварочная горелка - это устройство для смешения газов, формирования сварочного пламени и регулирования его вида и мощности. Является основным инструментом газосварщика, от свойств и характеристик которого зависит производительность, качество сварной конструкции и безопасность работ. Существует два основных класса горелок: инжекторные и безинжекторные. Преимущественно применяются ручные, инжекторные горелки универсального и специализированного назначения. Для данной работы мы используем горелку Г 3 средней мощности, масса 1,2 кг, внутренний диаметр рукавов 9 мм, номера наконечников 0,1,2,3,4,5,6,7. Для данной работы выбираем номер наконечника 2. 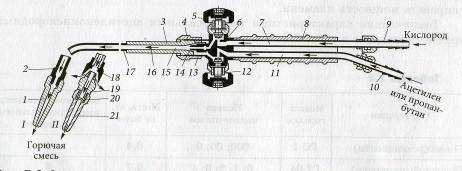 Рисунок 6 - Инжекторная горелка: 1-мундштук,2-нипель наконечника,3-сменный наконечник для ацетиленокислородной горелки,5-регулирующий кислородный вентиль,6-корпус,7-кислородная трубка,8-рукоятка,9,10,19-штуцеры,11-трубка для ацетилена,12-вентиль для ацетилена,13-инжектор,15,16-смесительная камера,17-трубка горючей смеси В инжекторных горелках подача горючего газа(ацетилена) низкого давления от 0,001 МПа (0,01кгс/см2)в смесительную камеру происходит за счет подсоса его струей кислорода, вытекающего из инжектора. Давление кислорода, поступающего в горелку равно 0,1-0,4 МПа. Предохранительные устройства. Безопасность работ при газовой сварке обеспечивается предохранительными устройствами, которые устанавливаются между баллоном и редуктором и горелкой. К ним относят: обратный клапан (устанавливают на редуктор); предохранительный затвор; обратный клапан; пламегаситель (подключают к горелке). Для выполнения резки деталей используют резаки инжекторные и безинжекторные. 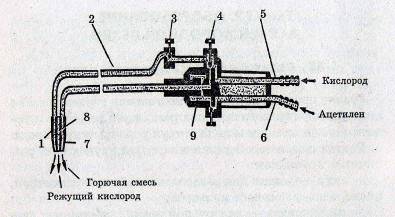 Рисунок 7 - Схема инжекторного резака: 1-головка резака, 2-трубка для подачи кислорода, 3-вентиль режущего кислорода, 4-кислородный вентиль, 5-нипель кислородный, 6-нипель для горючего газа, 7-мундштук наружный, 8-мундштук внутренний, 9-инжектор Рукава (шланги) представляют собой гибкие трубопроводы, служащие для транспортирования газа к месту работы и подачи его в горелку. Рукава должны обладать прочностью, выдерживать расчетное давление, должны быть гибкими и удобными в работе. Три класса рукавов: I - для подачи ацетилена, пропана и других горючих газов под давлением 630 КПа, окраска рукавов красная. II - для подачи жидкого топлива (бензин, керосин и др.) под давлением 630 КПа, цвет - желтый. III - для подачи газообразного кислорода под давлением 2,0 МПа, цвет синий. Рукава изготавливают из армированной резины, имеют три слоя: наружный и внутренний - вулканизированная резина, а между ними несколько слоев хлопчатобумажной ткани. Внутренний диаметр рукавов может быть: 6,3; 8; 9; 10…..16; длина рукавов от 9 до 30 м. Для выполнения сварочных работ, подготовительных работ, зачистке швов сварщику необходимы дополнительные инструменты и приспособления: -Молоток - шлакоотделитель необходим для удаления шлака со сварного шва. -Металлическая щетка - для очистки свариваемых кромок от грязи, ржавчины, окалины. -Зубило и молоток - для удаления заусениц со свариваемых кромок, для удаления брызг металла. -Стальной метр и рулетка - для разметки деталей по длине и ширине. -Угольник - для разметки перпендикулярных линий. -Циркуль - для разметки круглых заготовок. -Набор шаблонов - для контроля качества подготовки кромок под сварку и некоторых размеров сварного шва. -Набор игл - для очистки мундштуков. Литература. А.В.Верховенко «Справочник сварщика» Минск ВИН 1990 О.Н. Денисенко «Средство индивидуальной защиты глаз и лица» М Профиздат 1990 Н.И.Никифоров «Справочник молодого газосварщика и газорезчика». М ВШ1990 Ю.В. Дерошен «Односторонняя сварка строительстве» М Стройиздат1990 Н.В. Мариненко «Мастеру об охране труда»М Машиностроение 1990 А.М.Резницкий «Ремонт и наладки электросварочных оборудования» М Машиностроение 1991 В.В.Симоненко «Сварочные работы при изготовлении строительных конструкций» М Стройиздат 1990 А.И.Таратута «Пособие электро и газосварщик» М Урожай 1990 В.И.Маслов «Сварочные работы» М Академия 2009 В.В.Овчинников «Технология ручной дуговой и плазменной сварки и резки металлов» М Академия 2010 В.В.Овчинников «Технология электросварочных и газосварочных работ» М Академия 2010 А.Н.Блинов «Сварные конструкции» М Сройиздат 1990 О.И.Пешковский «Технология изготовления металлических конструкций» М Стройиздат 1990 |