сварочное производство. Сварочное производство. Основы получения сварного соединения
 Скачать 3.02 Mb. Скачать 3.02 Mb.
|

Детали машинПо конструктивным признакам (по взаимному расположению соединяемых элементов) сварные соединения разделяют на: стыковые — свариваемые элементы примыкают торцовыми поверхностями и являются продолжением один другого, область применения таких соединений расширяется; нахлесточные — боковые поверхности соединяемых элементов частично перекрывают друг друга; тавровые — торец одного элемента примыкает под углом (обычно 90°) и приварен к боковой поверхности другого элемента; угловые — соединяемые элементы приваривают по кромкам один к другому. В силовых конструкциях угловые швы почти не применяют и на прочность не рассчитывают. торцовые — соединяемые элементы соединяют боковыми поверхностями и сваривают с торца. Этот вид соединений на прочность, как правило, не рассчитывают. На рисунке 1 приведены примеры перечисленных выше типов сварных швов. 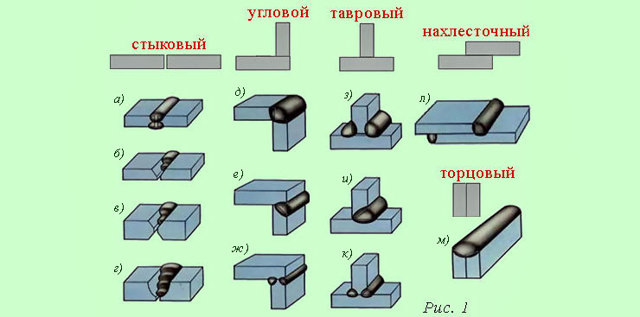 В зависимости от типа сварного шва различают сварные соединения: со стыковыми швами (в стыковых и тавровых соединениях); с угловыми швами (в нахлесточных, тавровых, угловых и торцовых соединениях). Исходное условие проектирования сварного соединения — обеспечение равнопрочности сварного шва и соединяемых элементов. Условие равнопрочности, например, для сварного нахлесточного соединения сводится к тому, что расчет параметров сварного шва следует выполнять по силе [F], определяемой по прочности элемента с наименьшим поперечным сечением: [F] = δ×b×[σ]р, где: δ — толщина свариваемой детали; b — ширина свариваемой детали; [σ]р – допускаемое напряжение растяжения. Сварные швы разделяют на рабочие и связующие. На прочность рассчитывают только рабочие швы, которые непосредственно передают рабочую нагрузку между соединяемыми элементами. Связующие швы испытывают напряжения только от совместной деформации с основным металлом. Они мало нагружены и на прочность их не рассчитывают. Сварные стыковые соединенияСтыковым соединением называется сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями и размещенных на одной поверхности или в одной плоскости. Стандартом ГОСТ 5264-80 предусмотрено 32 типа стыковых соединений, условно обозначенных С1, С2, … С28 и т.д., имеющих различную подготовку кромок в зависимости от толщины, расположения свариваемых элементов, технологии сварки и наличия оборудования для обработки кромок. Стыковые соединения являются наиболее простыми и надежными из всех сварных соединений. Их рекомендуют в конструкциях, подверженных воздействию переменных напряжений. Встык можно сваривать листы, полосы, трубы, швеллеры, уголки и другие фасонные профили. Если стыковое соединение образуют два металлических листа, то их сближают до соприкосновения по торцам и сваривают. Выступ стыкового шва над основным металлом является концентратором напряжений. Поэтому в ответственных соединениях его удаляют механическим способом. При автоматической сварке в зависимости от толщины δ деталей сварку выполняют односторонним (рис. 1, б, в, г) или двусторонним (рис. 1,а) швами. При толщинах δ до 15мм сварку выполняют без специальной подготовки кромок. При большей толщине листов предварительно выполняют специальную подготовку кромок. При ручной сварке без подготовки кромок сваривают листы толщиной до 8мм. Шов накладывают с одной стороны (при δ ≤ 3 мм) или с двух сторон (3 < δ ≤ 8 мм). В районе сварного шва из-за высокой местной температуры может произойти изменение физических, химических, структурных свойств основного металла и, как следствие, понижение его механических характеристик — появляется так называемая зона термического влияния. Поэтому разрушение сварного соединения происходит обычно в зоне влияния, т.е. вблизи сварного шва. Расчет стыкового соединения выполняют по размерам сечения детали в зоне термического влияния. Условие прочности при нагружении растягивающей силой F соединения в виде полосы: σр = F/(δ×b) ≤ [σ]’р Допускаемые напряжения для расчета сварных соединений принимают по механическим характеристикам материала в зоне влияния сварного шва и отмечают штрихом [σ]'р в отличие от допускаемых напряжений основного металла [σ]р. В стыковом соединении, нагруженном изгибающим моментом М, вычисляют напряжения σи изгиба: σи = М/W ≤ [σ]’p W = δb2/6 Как уже указывалось выше, стыковое соединение может быть выполнено не только из листов или полос, но и из труб, уголков, швеллеров и других фасонных профилей. Во всех случаях сварная конструкция получается близкой к целой. Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга. Стандартом предусмотрено два таких соединения: Н1 и Н2, которые отличаются только тем, что в соединении H1 к поверхности элементов привариваются два торца, а в соединении H2 — только один торец. Иногда применяют разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции. 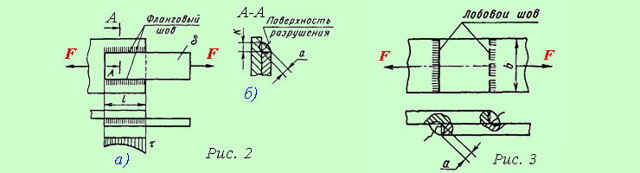 Сварное нахлесточное соединение выполняют фланговыми (рис. 2,а) или лобовыми (рис. 3) швами. При этом шов заполняет угол между боковой поверхностью одного элемента и кромкой другого. Такие швы называют угловыми. Угловые швы выполняют однопроходными и многопроходными, без скоса кромок и со скосом кромок. Основными характеристиками углового шва являются (рис. 2,б): k — катет (по аналогии со стороной прямоугольного треугольника), а — рабочая высота (определяет наименьшее сечение в плоскости, проходящей через биссектрису прямого угла, по которому происходит разрушение — срез). Обычно для шва при ручной сварке а = 0,7k (высота прямоугольного треугольника с катетами k). Автоматическую сварку характеризует более глубокий провар: а = k. Условия работы такого шва более благоприятные. Не рекомендуется применять катет менее 3мм. Фланговым называют шов, располагаемый параллельно, а лобовым – перпендикулярно линии действия внешней силы. Величина нахлестки l должна быть не менее 4δ, где δ – толщина листа. Вследствие различной жесткости соединяемых элементов касательные напряжения τ (напряжения среза) по длине флангового шва распределены неравномерно (рис. 2,а). Чем длиннее шов, тем больше неравномерность. Поэтому длину шва ограничивают: 30 мм < l ≤ 60k, где: k – катет сварного шва, мм, l — длина шва. В швах длиной менее 30 мм не успевает установиться тепловой режим и получается некачественный шов. А при длинных швах существует высокая неравномерность в распределении напряжений. Угловой шов при нагружении испытывает сложное напряженное состояние. Однако для простоты такой шов условно рассчитывают на срез под действием средних касательных напряжений τ. Условие прочности флангового шва (рис. 2): τ = F/(a×2l) ≤ [τ]’ (здесь 2 – число швов) Во избежание возникновения повышенных изгибающих напряжений лобовые швы следует накладывать с двух сторон (рис. 3). Как показывает практика, разрушение лобовых швов происходит вследствие их среза по биссектральной плоскости. Поэтому расчет лобовых швов условно ведут по напряжениям среза τ. Поверхность разрушения определяют размеры а и b: τ = F / (a×2b) ≤ [τ]’ Применяют также комбинированные швы, состоящие из фланговых и лобовых. Для простоты считают, что сила F растяжения нагружает швы равномерно: τ = F / (a×L) ≤ [τ]’ где: L – периметр комбинированного шва: L = 2l +b Сварные угловые соединенияУгловым соединением называется сварное соединение двух элементов, размещенных под углом и сваренных в месте примыкания их краев (см. рис. 1, д, е, ж). Стандартом предусмотрено десять типов угловых соединений: от У1 до У10. Иногда при сварке применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8…100 мм применяют двустороннюю разделку примыкающего элемента под углом примерно 45°. Расчеты угловых сварных соединений на прочность проводятся редко, поскольку в силовых конструкциях их почти не применяют. Способы расчета такого соединения на прочность аналогичны способам расчетов для таврового соединения и зависит от типа шва. Подробнее методика таких расчетов изложена ниже. Сварные тавровые соединенияТавровым соединением называется такое сварное соединение, в котором торец одного элемента примыкает под углом и присоединен к боковой поверхности другого элемента. Чаще всего тавровое соединение образуют элементы, расположенные во взаимно перпендикулярных плоскостях (рис. 1, з, и, к). Такое соединение может быть выполнено швами с глубоким проплавлением, получаемыми при автоматической сварке и при сварке с предварительной подготовкой кромок (стыковым швом), или угловыми швами при ручной сварке. Стандартом предусмотрено несколько типов таких соединений: с Т1 по T9. Метод расчета углового и таврового соединения зависит от типа шва. Швы с глубоким проплавлением прочнее основного металла. При нагружении соединения силой F разрушение происходит по сечению детали в зоне термического влияния. Расчет проводят по нормальным напряжениям растяжения σр: σр = F / (δ×b) ≤ [σ]’р Учет сварки проявляется в том, что принимают допускаемые напряжения для сварного шва, хотя расчет проводят по основному металлу. Угловой шов менее прочен, чем основной металл. Поверхность разрушения расположена в биссектральной плоскости шва, как в лобовых и фланговых швах нахлесточных соединений. Напряжения среза: τр = F / (a×2b) ≤ [τ]’ Если соединение нагружено сжимающей силой, то часть силы передает основной металл и допускаемые напряжения можно повысить примерно на 60 %. *** Характерные виды брака в сварных швах и соединенияхНа рисунке 4 представлены наиболее часто встречающиеся виды брака при сварке изделий, которые могут значительно снизить прочность шва и конструкции в целом. 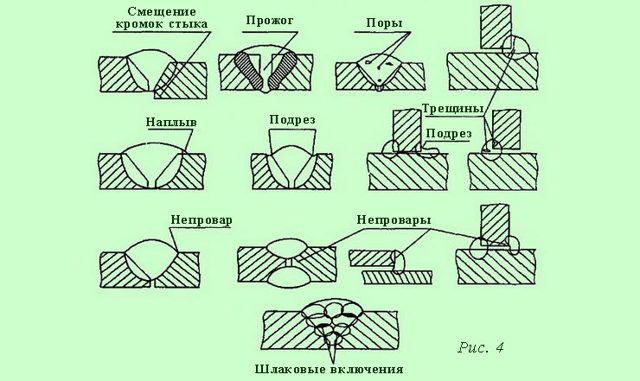 Сравнительная характеристика сварных швовИз перечисленных сварных соединений наиболее надежными и экономичными являются стыковые соединения, в которых действующие нагрузки и усилия воспринимаются так же, как в целых элементах, не подвергавшихся сварке, т. е. они практически равноценны основному металлу, конечно, при соответствующем качестве сварочных работ. Однако надо иметь в виду, что обработка кромок стыковых соединений и их подгонка под сварку достаточно сложны, кроме того, применение их бывает ограничено особенностями формы конструкций. Угловые и тавровые соединения также распространены в конструкциях. Их положительные свойства сказываются при изготовлении объемных конструкций. Нахлесточные соединения наиболее просты в работе, так как не нуждаются в предварительной разделке кромок, и подготовка их к сварке проще, чем стыковых и угловых соединений. Вследствие этого, а также из-за конструктивной формы некоторых сооружений они получили распространение для соединения элементов небольшой толщины, но допускаются для элементов толщиной до 60 мм. Недостатком нахлесточных соединений является их неэкономичность, вызванная перерасходом основного и наплавленного металла. Кроме того, из-за смещения линии действия усилий при переходе с одной детали на другую и возникновения концентрации напряжений снижается несущая способность таких соединений. Кроме перечисленных сварных соединений и швов при ручной дуговой сварке применяют соединения под острыми и тупыми углами по ГОСТ 11534-75, но они встречаются значительно реже. Для сварки в защитном газе, сварки алюминия, меди, других цветных металлов и их сплавов применяют сварные соединения и швы, предусмотренные отдельными стандартами. Например, форма подготовки кромок и швов конструкций трубопроводов предусмотрена ГОСТ 16037-80, в котором определены основные размеры швов для различных видов сварки. Изображение и обозначение сварных соединений на чертежах |