сварочное производство. Сварочное производство. Основы получения сварного соединения
 Скачать 3.02 Mb. Скачать 3.02 Mb.
|

Все типы сварных соединений и виды сварных швов по ГОСТ — классификацияКачество сварного соединения напрямую зависит от типа выбранного шва, электрода и режима работы аппарата. Для этого рекомендуется руководствоваться действующими нормативами, а в частности — ГОСТ 5264-80. В нем подробно описаны характеристики и типы сварных соединений и виды сварных швов. По ГОСТ предъявляются особые требования к выполнению работ. СтыковыеНаиболее популярный тип соединения, так как он характеризуется минимальным напряжением металла, простотой исполнения и надежностью. В зависимости от толщины свариваемой кромки она может быть обрезана под прямым или косым углом. Также допустимо применение одностороннего скоса. 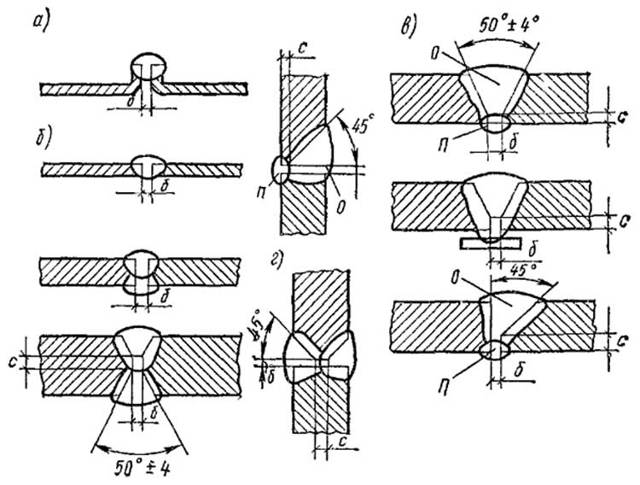 Преимущества стыковых сварочных швов: минимальный показатель расхода основного и сварочного металла; оптимальное время сварки; хорошее качество соединений. НахлесточныеФормирование соединения методом наложения листов друг на друга актуально для толщины металла в пределах от 8-12 мм. При этом в отличие от стыковой сварки нет необходимости обрабатывать поверхность — достаточно ровно обрезать заготовку. Важно правильно рассчитать величину нахлеста. 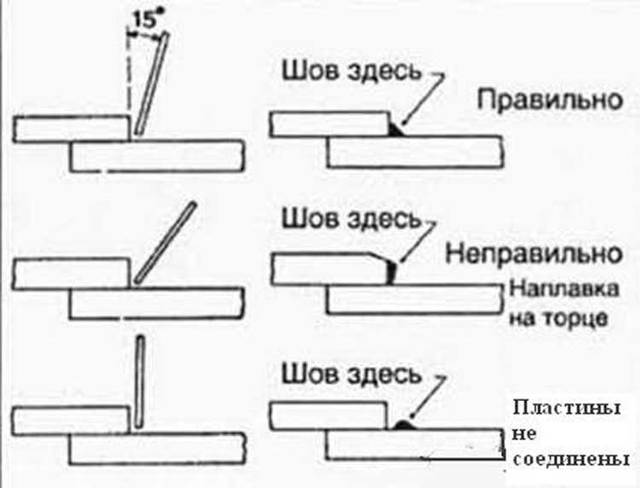 Особенности нахлесточного сварного соединения: увеличен расход основного и наплавленного материала; шов формируется между поверхностью одного листа и торцом другого; область применения — точечная, роликовая и контактная сварка. Перед началом работ листы нужно выровнять, чтобы обеспечить плотный прижим. ТавровыеЭто т-образное соединение, при котором торец одного из листов приваривается к плоскости другого. Для надежности на первом можно сделать одно или двухсторонние скосы. С их помощью увеличивается объем наплавленного металла. Область применения – дуговая сварка металлоконструкций сложной формы. 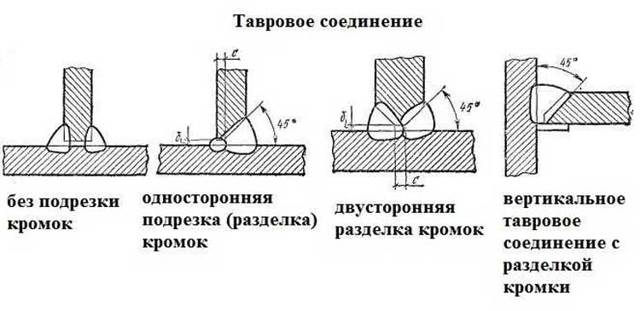 Перед началом работ нужно учесть следующие факторы: расположение свариваемых элементов – верхнее, боковое или нижнее; рекомендуемый зазор между стыками 2-3 мм для лучшего соединения; стандартное расположение швов – двухстороннее. односторонние формируются только при отсутствии возможности обработки стыка с двух сторон. Конфигурация скосов стандартная, угол зависит от толщины металла. УгловыеПрименяются для соединения двух элементов конструкции под определенным углом. В отличие от таврового соединения наличие зазора недопустимо. Надежность обеспечивается с помощью скосов и большого объема направленного металла. 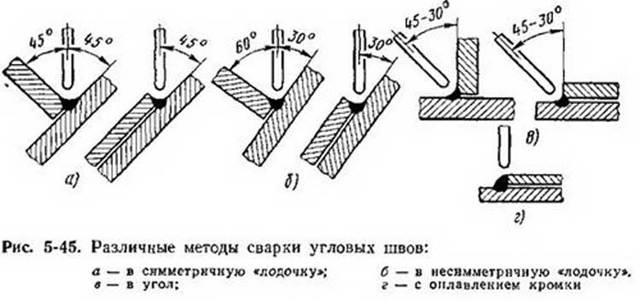 Специфика угловых сварных швов: необходима подготовка поверхности – формирование скосов простой или сложной конфигурации; для тонкостенных заготовок допускается одностороннее соединение; учитывается геометрия сварного шва. Подобный способ чаще всего применяется для изготовления резервуаров или аналогичных им по форме конструкции. Вспомогательные сварные швыКроме вышеописанных основных способов соединения стальных элементов в ГОСТ предусмотрены вспомогательные. Они могут применяться для формирования надежного шва с учетом требуемых эксплуатационных качеств изделия. 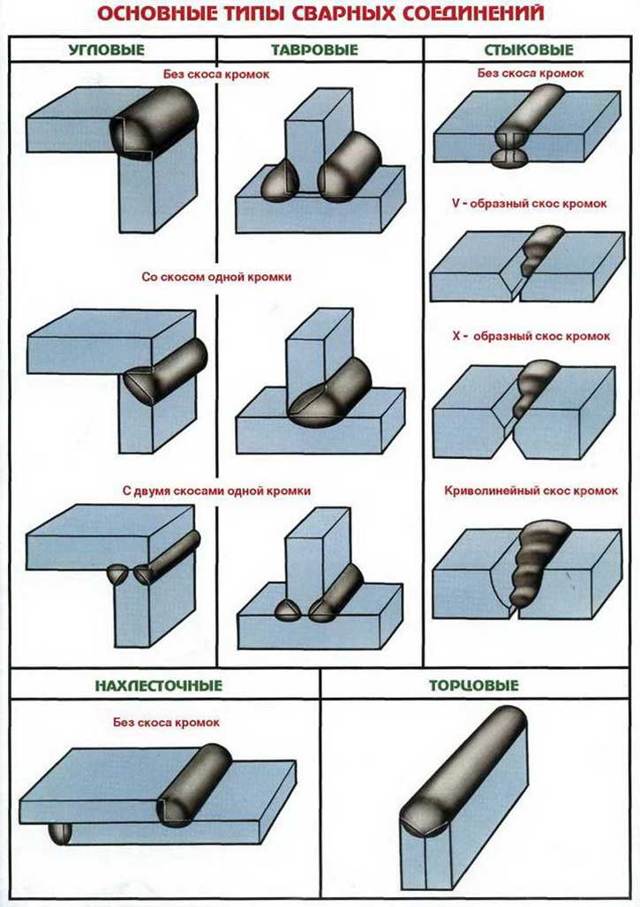 В зависимости от специфики шва применяются следующие методики формирования сварного стыка: Прорезные. Необходимы для достижения максимального показателя надежности. В одном из материалов делают углубление для установки другого листа. Торцовые. Относятся к категории боковых. Листы накладываются друг на друга, швы делаются на торцах конструкции. С накладками. Рекомендуется для конструкций со сложной конфигурацией поверхности. Применяется специальная накладка, обеспечивающая соединение двух компонентов. С электрозаклепками. Процесс формирования соединения аналогичен традиционному заклепыванию. Разница заключается в том, что отверстие заполняется наплавленным металлом. Выбор того или иного сварного шва зависит от конечного результата – надежности и долговечности соединения. |