сварочное производство. Сварочное производство. Основы получения сварного соединения
 Скачать 3.02 Mb. Скачать 3.02 Mb.
|

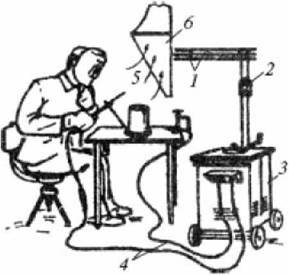
Что такое сварочный выпрямительОборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава. Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока. Устройство и принцип работыВ схему сварочного выпрямителя входят следующие элементы: трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода); выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный; частотные и силовые регуляторы; накопители заряда, сглаживающие импульсные скачки. Устройство сварочного выпрямителя Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток. 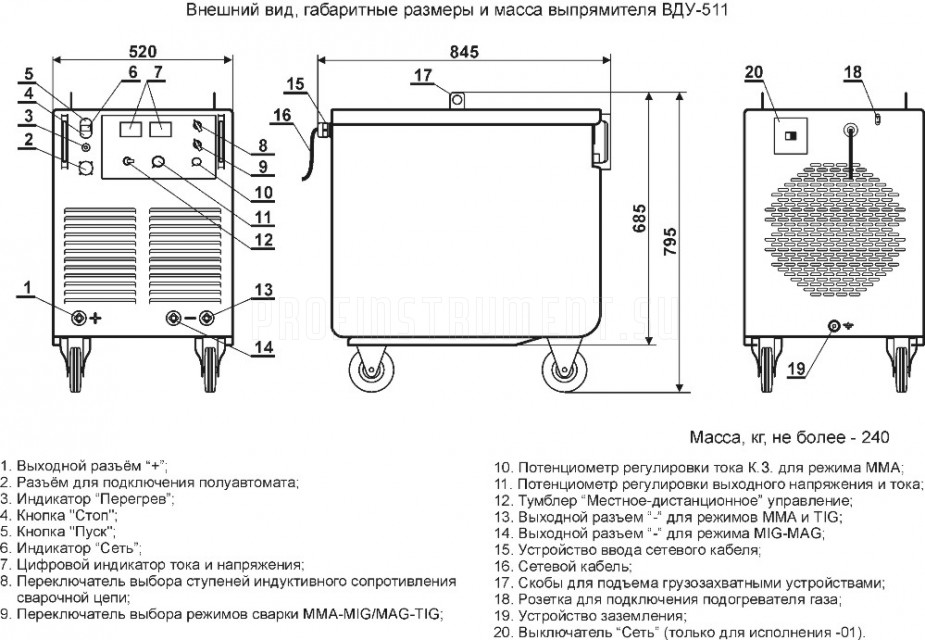 Схема сварочного выпрямителя Применение сварочных выпрямителейАппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности. Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава. К устройствам подключают: держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими; подающие насадки полуавтоматов и автоматов. ОСНОВНЫЕ ПАРАМЕТРЫ СВАРОЧНОГО АППАРАТАОчень важным параметром при работе сварочного аппарата, независимо от его устройства, является продолжительность включения (ПВ) при различных значениях сварочного тока. Тут у разных производителей разные методики измерений. В европейском стандарте EN 60974-1 принимается во внимание продолжительность сварки при температуре 40 °C до первой остановки аппарата от перегрева, и ПВ высчитывается исходя из отношения этого времени к 10-минутному рабочему циклу. При более приближенных к реальности условиях по методике итальянской компании Telwin (t = 20 °C, работа с перерывами) учитывается в первую очередь количество электродов, которые можно использовать за этот период времени. Разумеется, ПВ, рассчитанный по второй методике, заметно выше и при выборе аппарата надо уточнить, как именно его считали. Впрочем, в процессе работы редко приходится жечь подряд несколько электродов на полной мощности без перерыва, и аппарат с заявленным «европейским» ПВ в 10–20 % будет работать до отключения столько же, сколько с 60–80 %-ным ПВ, рассчитанным по «телвиновской» методике. Важным параметром и первым, на что обычно обращают внимание, считается диапазон изменения сварочного тока. Он косвенно указывает на мощность аппарата. Чем она больше, тем большего размера электрод можно установить и тем больше будет ПВ при работе небольшими электродами при равной силе тока. Для бытовых целей и работы ходовым 3-миллиметровым электродом всем видам трансформаторов с лихвой хватает максимальной мощности в 150 А, для инверторов — и того меньше, при этом токе они спокойно варят «четверкой». Следует учитывать, что на коробке с электродами обычно указывают рекомендуемые токи при работе с трансформаторами или выпрямителями, инвертор при таких токах уже может резать металл. Еще один важный параметр — ток холостого хода. Он может находиться в пределах 60–85 В: чем выше, тем проще зажечь дугу. Некоторые модели сварочных аппаратов способны функционировать совместно с устройствами для сварки аргоном, выпускаются также модели, работающие в полуавтоматическом режиме (сварка проволокой). Для бытового применения они не очень интересны — подобные опции требуются редко, а стоимость их гораздо выше, чем у простых моделей. Но если планируется работа на профессиональном уровне с различными видами металлов и тонкими листами, эти функции будут весьма полезны. Оборудование сварочного поста для ручной дуговой сваркиРабочее место сварщика - это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
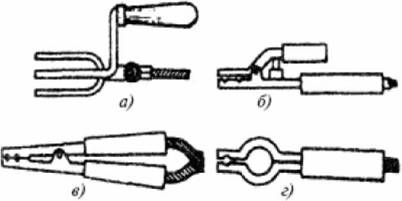
Рис. 1 Сварочный пост для ручной сварки: 1 - сеть электрического питания; 2 - рубильник или магнитный пускатель; 3 - источник питания; 4 - сварочные провода; 5 - электрододержатель; 6 - зонд местной вытяжки воздуха Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода, сварочным щитком с защитными светофильтрами, различными зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель - приспособление для закрепления электрода и подвода к нему тока (рис. 2). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в соответствии с существующими стандартами: I типа - для тока до 125 А; II типа - для тока 125—315 A; III типа - для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные электрододержатели.
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52x102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А - №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов - на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А - № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются. Некоторые виды зажимов приведены на рис 3.
Рис. 3 Токопроводящие зажимы: а- быстродействующий с пружинным зажимом; б - с винтовым зажимом; в - с винтовой струбциной Одежда сварщика изготовляется из различных тканей, которые должны удовлетворять двум основным требованиям: наружная поверхность одежды должна быть огнестойкой и термостойкой; внутренняя (изнаночная) поверхность одежды должна быть влагопоглощающей. Исходя из этих требований одежду для сварщиков - куртку и брюки - шьют из брезента, сукна, замши; иногда комбинируют ткани. Ассортимент тканей и самой спецодежды постоянно расширяется. Зарубежные и отечественные фирмы изготавливают универсальную спецодежду, применяемую сварщиками, автогонщиками, работниками аварийно-спасательной службы. Наиболее совершенные костюмы для сварщиков изготавливает отечественная фирма «Авто-химэкс». Куртка и брюки изготовлены из двухлицевой ткани, у которой внешняя сторона - из нити типа кевлар, а внутренняя - из хлопчатобумажной пряжи. Ткань обладает повышенной прочностью, малым удлинением, что обеспечивает сохранение формы костюма (куртка, полукомбинезон или комбинезон). Температура, при которой рабочий чувствует себя комфортно длительное время, составляет 200—250 °С. Все сварщики должны пользоваться защитными рукавицами. При выполнении сварочных работ внутри котлов, емкостей, резервуаров и т. д. сварщики должны обеспечиваться резиновыми ковриками, ботами, галошами, особыми наколенниками и подлокотниками, деревянными подложками и др. При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок перед сваркой и удаления остатков шлака после сварки; молотком - шлакоотделителем для удаления шлаковой корки; зубилом, шаблонами для проверки размеров швов, личным клеймом, рулеткой металлической, угольником, чертилкой и т. д. (рис. 4). 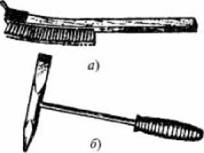 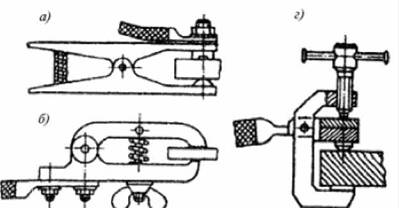 Рис. 4 Инструмент для зачистки сварного шва и свариваемых кромок: а - металлическая щетка; б - молоток-шлакоотделитель |