|
|
разработка участка. Основное депо с разработкой участка по ремонту электропневматических контакторов электровоза вл80с
Автоматизированный стенд для испытания электрической прочности изоляции электрооборудования подвижного состава А 1823.
Функциональные возможности:
плавная регулировка напряжения;
контроль значения напряжения по вольтметру.
Сварочный автомат А-1406 используется для сварки и наплавки
А-1406 обеспечивает следующие способы наплавки:
в среде защитного газа (СО2);
открытой дугой порошковой проволокой или порошковой лентой;
сплошной проволокой под слоем флюса;
расщепленным электродом открытой дугой (по спецзаказу);
Сварка осуществляется при постоянном токе независимо от параметров дуги и скорости подачи электродной проволоки
2.5 Эффективность применения
Внедрение в производство средств механизации ведет к улучшению условий труда, снижению браков в работе, повышению качества ремонта, востребованности рабочих мест, конкурентоспособности.
Механизация и автоматизация являются одним из основных элементов новой техники, внедряемой в ремонтное производство. Новая техника вносит существенные изменения в организацию и экономику ремонтного производства, в условия труда и безопасность работы. Целесообразность применения новой техники требует всесторонней оценки и учета слияния новой техники на все стороны деятельности ремонтных предприятий. Затраты на внедрение новей техники – капитальные вложения – должны быть, экономически обоснованы.
 Внедрение новой техники требует, с одной стороны, определенных материальных и трудовых затрат, а с другой – приносит конкретную экономическую выгоду. Сопоставление этой выгоды от освоения новой техники с затратами на ее внедрение должно составлять основу определения экономической эффективности, при этом следует добиваться максимальных результатов при наименьших затратах. Внедрение новой техники требует, с одной стороны, определенных материальных и трудовых затрат, а с другой – приносит конкретную экономическую выгоду. Сопоставление этой выгоды от освоения новой техники с затратами на ее внедрение должно составлять основу определения экономической эффективности, при этом следует добиваться максимальных результатов при наименьших затратах.
Одной из основных предпосылок определения экономической эффективности внедрения новой техники является определение ее не только для данного предприятия, но для всей отрасли, для всего народного хозяйства. Такая предпосылка имеет важное значение, когда внедрение новой техники обеспечивает повышение надежности и долговечности продукта для потребителя.
Для оценки состояния механизации и автоматизации на участках цехов депо и заводов определяется показатель уровня механизации и автоматизации. Этот показатель позволяет сопоставлять достигнутый уровень механизации с аналогичными показателями смежных производств и обоснованно планировать работы по дальнейшему развитию механизации и автоматизации. В соответствии с общепринятой методикой установлены следующие показатели, характеризующие уровень и автоматизации:
степень охвата рабочих механизированным трудом;
уровень механизированного труда в общих трудозатратах;
уровень механизации и автоматизации производственных процессов.
ОХРАНА ТРУДА ПРИ РЕМОНТЕ
Каждый вновь поступивший на работу в цех должен быть обучен безопасный методам и приемам на участке, который занимается ремонтом электропневматических контакторов. Соблюдение правил техники безопасности при обслуживании и ремонте обязательно как для рабочих, так и для технического персонала.
К работе с оборудованием и с лакокрасочными, и пропиточными материалами не допускаются лица:
не достигшие 18 летнего возраста;
не прошедшие предварительного медицинского освидетельствования или имеющие противопоказания по состоянию здоровья;
не прошедшие инструктаж, обучение и проверку знаний по технике безопасности в установленном порядке;
 Слесарям запрещается: Слесарям запрещается:
Работать неисправным инструментом, приспособлениями и на неисправном оборудовании; При работе подсовывать руки под движущиеся части; Работать при нарушенном заземлении электрооборудования; Оставлять без присмотра детали и оборудование; Нарушать правила электробезопасности на испытательном стенде; При работе с бензином зажигать спички и курить;
При ремонте слесари должны пользоваться отвертками и пассатижами с изолированными ручками, переносными и контрольными лампами с надежной изоляцией защитных корпусов и проводов.
Для предотвращения электротравматизма следует строго соблюдать порядок пользования ключами и рукоятками. Запрещается иметь личные реверсивные рукоятки, ключи кнопочных, пультов или использовать заменяющие их приспособления.
При снятии дугогасительных камер не допускать их падения. Перед осмотром и ремонтом электропневматических контакторов следует перекрыть кран на магистрали управления и выпустить воздух.
Для защиты глаз при продувке слесарям следует надевать защитные очки.При работе с зубилом запрещается работать без рукавиц и защитных очков.
При работе с переносным электроинструментом слесарь перед началом работы обязан проверить его на отсутствие замыкания с корпусом, исправность заземления, затяжку винтов крепящих узлы и детали инструмента, а также состояние проводов и вилок.После окончания работы, электроинструмент нужно выключить.
 При сварочных работах необходимо соблюдать все требования действующих Правил техники безопасности и производственной санитарии при электросварочных работах, а также нормы и правила противопожарной безопасности. При сварочных работах необходимо соблюдать все требования действующих Правил техники безопасности и производственной санитарии при электросварочных работах, а также нормы и правила противопожарной безопасности.
Меры безопасности при испытании на стенде.
Испытательный стенд должен соответствовать требованиям "Правил устройства электроустановок" и быть хорошо освещен.Перед началом работ на стенде ответственный руководитель или исполнитель работ должен проверить правильность сборки, надежность заземления сборки испытательной схемы, удалить людей от испытуемого объекта. Работать на стенде разрешается только при наличии средств защиты - диэлектрических ковриков и перчаток, имеющих клеймо с отметкой о периодической их проверке.
 Все операции по проверке и испытанию изоляции производить только в диэлектрических перчатках. Все операции по проверке и испытанию изоляции производить только в диэлектрических перчатках.
ЗАКЛЮЧЕНИЕ
Дипломная работа посвящена разработке участка по ремонту электропневматических котакторов электровоза Вл80С .
В дипломной работе описаны назначение, конструкция, приведены характерные неисправности и методы их устранения, а также технологический процесс ремонта. В моей работе представлен ремонт каждой детали, возможность их замены или методы восстановления.
В разделе по охране труда определены требования охраны труда при ремонте контакторов, опасные и вредные факторы при ремонте, безопасность производственных процессов ремонта
В процессе выполнения дипломной работы я подробно изучила назначение и конструкцию электропневматических контакторов, их работу, порядок разборки, ремонта, сборки, контрольных испытаний.
В условиях широкой электрификации и высокой грузонапряженности отечественных железных дорог исключительно важное значение имеет обеспечение надежной поездной работы электровозов и электропоездов и повышение их технико-экономических показателей.
Задачи перспективного электромашиностроения будут вытекать из важнейших научно – технических проблем дальнейшего развития электровозостроения, как основы для полной реконструкции железнодорожного транспорта на основе его электрификации.
На надежность электропневматических контакторов большое влияние качество их сборки.
 В этой связи самыми главными задачами являются разработка и внедрение в производство новых,более обширных стендов для испытания,а также повышение качества деталей и материалов, которые используются при ремонте, сборке, и испытании контакторов В этой связи самыми главными задачами являются разработка и внедрение в производство новых,более обширных стендов для испытания,а также повышение качества деталей и материалов, которые используются при ремонте, сборке, и испытании контакторов
 При ремонте и обслуживании необходимо снижать себестоимость, уменьшать время простоя в ремонте и повышать его качество. При ремонте и обслуживании необходимо снижать себестоимость, уменьшать время простоя в ремонте и повышать его качество.
С этой целью широко применяют механизацию и автоматизацию производственных процессов. Большую эффективность дает агрегатный метод ремонта. Поточные линии и механизированные участки, созданные в локомотивном депо, позволяют применять более совершенные технологические процессы, улучшать качество ремонта и повышать эксплуатационную надежность.
Особое значение придают разработке и внедрению в практику работы депо технической диагностики за состоянием основного оборудования локомотивов (метод объективного контроля). Это позволяет сочетать планово-предупредительную систему технического обслуживания локомотивов с наиболее экономически выгодной системой ремонта по необходимости. При данном методе можно на плановых ремонтах локомотивов осматривать и ремонтировать только те узлы и детали, которые действительно в этом нуждаются.
Во многих депо внедрена система организации ремонта, повышающая ответственность за качество ремонта и ликвидирующая обезличку. Сущность этой системы в том, что аппараты на электровозах во всех видах ремонта ремонтируют не слесари комплексных бригад, а слесари отделения или цеха. Поэтому слесари должны повышать свое профессиональное мастерство не только при ремонте, но и при поиске неисправностей.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
ВЛ80с: Руководство по эксплуатации /Н.М.Васько, А.С. Девятков, А.Ф.Кучеров и др. - М.: Транспорт, 2016.
Грузовые электровозы переменного тока: Справочник/ З.М.Дубровский, В.И.Попов, Б.А.Тушканов – М.: Транспорт, 2017
Жуков В.И. Охрана труда на железнодорожном транспорте. Учебное пособие для средних профессионально-технических училищ. - М.: Транспорт, 2015.
Магистральные электровозы. В.И. Бочаров, Г.В. Василенко, А.Л. Курочка и др.; Под ред. В.И. Бочарова, В.П. Янова. – М.: Энергоатомиздат, 2017. – 464 с.: ил.
Находкин В.М., Черепашенец Р.Г. Технология ремонта тягового подвижного состава.Учебное пособие,2015
Николаев А.Ю., Сесявин Н.В. Устройство и работа электровоза ВЛ80с – М.: Маршрут, 2016
Ремонт электроподвижного состава. Е.Д. Левашев. Изд-во «Транспорт», 2017.
Технологическая инструкция ТИ483
Устройство и работа электровоза ВЛ80с. А.Ю. Николаев.Москва,2015г.
 . .
ПРИЛОЖЕНИЯ
 Приложение 1. Приложение 1.
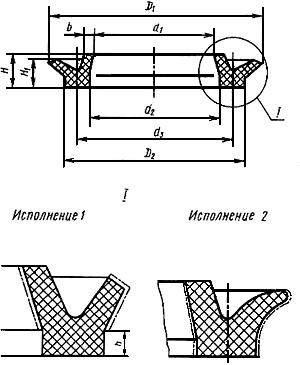
Манжеты изготовляются двух типов;
1 - для уплотнения цилиндра;
2 - для уплотнения штока.
Таблица 1- «Условия работы и материал манжет»
|
|
|
|
|
|
|
Условия работы
|
|
|
Материал манжет
|
Рабочая среда
|
Диапазон температур, °С
|
Давление, МПа (кгс/см ) )
|
Скорость возвратно-поступательного движения м/с, при диаметре цилиндров (штоков), мм
|
Группа резины
|
Тип каучука для изготовления резины
|
|
|
|
до 160
|
св. 160
|
|
|
Воздух с парами масел или топлива
|
От -55
до +55*
|
От 0,005
до 1,0
(от 0,05
до 10,0)
|
До 1,0
|
До 0,5
|
1
|
СКН-18 и
СКН-26
|
Воздух с парами масел
|
|
|
|
|
1а
|
СКН-18
|
|
Воздух с парами масел или топлива
|
От -20
до +150
|
|
|
|
2
|
СКФ-26
|
|
От -30
до +100
|
|
|
|
3
|
СКН-40
|
Воздух
|
От -65
до +100
|
|
|
|
4
|
СКМС-10
|
________________
* Для манжет из резины группы 1а для пневматических устройств подвижного состава железных дорог диапазон температур от минус 60 до плюс 60 °С.
Примечание. Резину группы 1 при новом проектировании не применять.
Размеры манжет типа 1 должны соответствовать указанным на рисунке
Для тормозных устройств железнодорожного транспорта допускается изготовлять манжеты с профилем исполнения 2.
Рисунок 1.1.1 «Размер манжеты»
Приложение 2. ГОСТ 9219-75
 ОСНОВНЫЕ ПАРАМЕТРЫ ОСНОВНЫЕ ПАРАМЕТРЫ
Номинальные напряжения цепей аппаратов, присоединяемых к вторичной обмотке (или части обмотки) тягового трансформатора, следует принимать равными 1,0 действующего значения напряжения холостого хода этой обмотки (или части обмотки) при номинальном напряжении, приложенном к первичной обмотке.
Номинальные напряжения цепей аппаратов, присоединяемых к вторичной обмотке (или части обмотки) тягового трансформатора с двухполупериодной схемой выпрямления, следует принимать равными 0,9 действующего значения напряжения холостого хода этой обмотки (или части обмотки) при номинальном напряжении, приложенном к первичной обмотке.
Номинальные напряжения цепей аппаратов, присоединяемых к тяговому генератору непосредственно или через выпрямитель, следует принимать равными максимальному напряжению генератора или максимальному напряжению на выходе выпрямительной установки.
Если значения номинальных напряжений отличаются от стандартных по ГОСТ 6962-75, их рекомендуется увеличить до ближайших стандартных или устанавливать по ряду R20 ГОСТ 8032-84.
Номинальные напряжения цепей аппаратов, предназначенных для работы в электрических цепях подвижного состава, не указанных выше (цепи управления, цепи вспомогательных электрических машин, цепи освещения и др.), должны быть:
постоянного и пульсирующего тока - 24, 50, 75, 110В;
переменного тока - 36, 127*, 220, 380, 600, 660 В.
Номинальные частоты переменного тока - 16 2/3, 50, 100, 200, 400, 1000 Гц.
Номинальное давление сжатого воздуха - 0,5 МПа (5 кгс/см ).
Для аппаратов, предназначенных для работы при давлении выше 0,5 МПа, номинальные давления должны устанавливаться в стандартах, технических условиях, конструкторской документации на отдельные аппараты, комплект аппаратов или подвижной состав (в дальнейшем - в технической документации).
Номинальные режимы работы аппаратов:
продолжительный;
прерывисто-продолжительный;
повторно-кратковременный с продолжительностью включения (ПВ) 15, 25, 40, 50, 60%;
к5ратковременный с длительностью рабочего периода 1, 5, 10, 15, 30 с; 1, 2, 5, 10, 30, 40, 60, 90 мин.
Для электронных аппаратов и в других обоснованных случаях допускаются другие номинальные значения напряжения, частоты, тока и продолжительности включения, |
|
|
 Скачать 0.51 Mb.
Скачать 0.51 Mb.