практикавгорошек2020. Отчет по производственной практике пм. 02 Производство радиоэлектронных приборных устройств и систем
 Скачать 1.49 Mb. Скачать 1.49 Mb.
|

|
Корпусные ИЭТ. Корпуса ИЭТ выполняют следующие функции: защита от климатических и механических воздействий; экранирование от помех; унификация микросхемы по габаритам и установочным размерам; облегчение процессов сборки ячейки и др. Корпуса с планарными выводами занимают в два раза больше площади на ПП по сравнению с корпусами со штыревыми выводами, но установка последних возможна лишь с одной стороны, а корпуса с планарными выводами - с двух сторон. При установке ИЭТ со штыревыми выводами требуется дополнительного крепления даже при незначительных вибрациях, ударах, однако применение, например, DIP-корпуса ограничивается частой 500 кГц. Планарные выводы имеют прямоугольное сечение, штыревые - круглое или прямоугольное. По конструктивно-технологическому признаку различают корпуса: металлостеклянные - стеклянное или металлическое основание, сединенное с металлической крышкой с помощью сварки; выводы изолированы стеклом; металлокерамические - керамическое основание, соединенное с металлической крышкой с помощью сварки или пайки; керамические - керамическое основание и крышка, соединенные между собой пайкой; пластмассовые - пластмассовое основание и крышка, соединенные опрессовкой; металлополимерные - подложка с компонентами и выводами помещается в металлическую крышку (пенал) и герметизируется заливкой компандом. Металлическая крышка обеспечивает эффективную влагозащиту, отвод тепла от кристалла ИЭТ, снижает уровень помех. При выборе серии интегральной микросхемы (ИМС) и ИМС в серии необходимо использовать минимальное количество типоразмеров корпус для реализации электрической принципиальной схемы ФУ. Использование корпусных ИМС приводит к большим затратам полного объема и массы изделия, уменьшает на один-два порядка плотность компоновки компонентов по сравнению с плотностью их размещения на кристалле или на подложке. Микрокорпуса или ПМК позволяют увеличить плотность компоновки, улучшить электрические параметры за счет получения более коротких связей между внешними выводами и кристаллом, снижения сопротивления, уменьшения межвыводной емкости, индуктивности, что повышает быстродействие. Эти корпуса обеспечивают работоспособность ИЭТ на часто до 4 ГГц и выше. Бескорпусные ИЭТ широко применяются в бортовой ЭА, компьютерах, калькуляторах и другой аппаратуре, так как позволяют эффектов использовать объем и сократить массу микроэлектронных цифровых устройств. Однако при этом в значительной степени увеличивается трудоемкость изготовления за счет введения дополнительной защиты и герметизации и, следовательно, стоимость. ПРИЛОЖЕНИЕ Г СБОРОЧНЫЙ ЧЕРТЁЖ ПЕЧАТНОГО УЗЛА _____________________________________________________________________________________________ 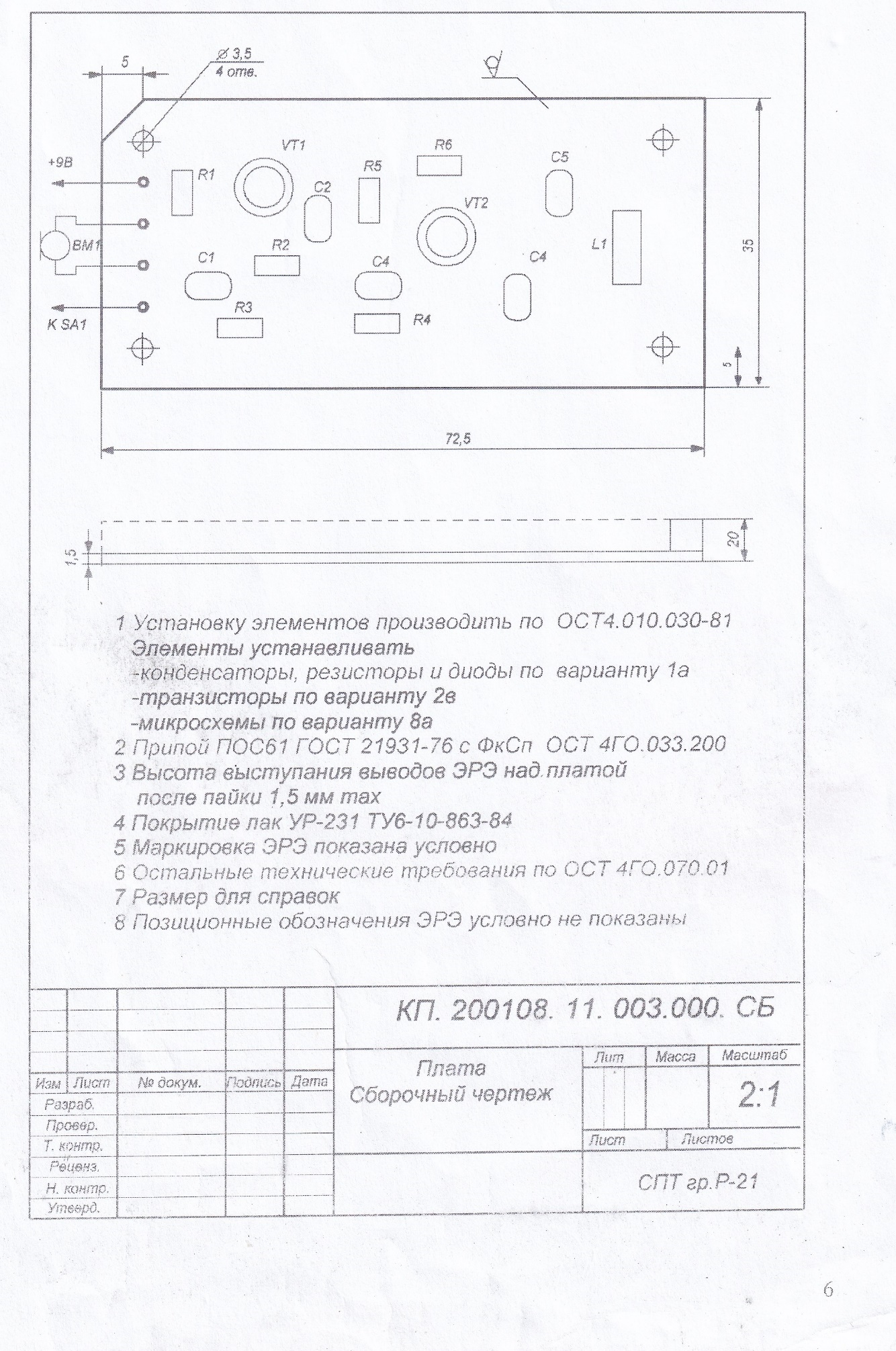 ПРИЛОЖЕНИЕ Д МАРШРУТНАЯ КАРТА ТЕХНИЧЕСКОГО ПРОЦЕССА __________________________________________________________________ Маршрутную карту используют при любой форме описания ТП. При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, в котором описывают весь процесс в технологической последовательности выполнения операций. При операционном описании технологического процесса МК играет роль сводного документа, в котором указывают адресную информацию (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Формы и правила оформления МК приведены в ГОСТ 3.1118-82. Формы МК являются универсальными по составу информации, поэтому помимо своей основной функции выполнения роли МК, они могут выполнять и функции других видов документов, установленных ГОСТ 3.1102-81: карты технологического процесса (КТП); карты типового (группового) технологического процесса (КТТП); операционной карты (ОК); карты типовой (групповой) операции (КТО); карты технологической информации (КТИ); ведомости деталей (сборочных единиц) к типовому (групповому) технологическому процессу (операции) (ВТП, ВТО); ведомости оснастки (ВО); ведомости оборудования (ВОБ); комплектовочной карты (КК) и др. Применение форм МК в качестве других видов документов указано в ряде государственных стандартов ЕСТД. Так, например, в ГОСТ 3.1407–86 указано о применении форм МК в качестве КТП, КТТП, ОК, КТО, КТИ, КТП (ВТО), КК; в ГОСТ 3.1402–84, ГОСТ 3.1403–85 и ГОСТ 3.1405–86 указано о применении форм МК в качестве КТП, КТТП, ОК, КТО, КТИ и т.д. Во всех случаях применения форм МК в качестве другого вида документа в графе 28 блока Б6 основной надписи (ГОСТ 3.1103–82) через дробь указывают, в качестве какого вида документа применяют форму МК, например, МК/ОК, МК/КК, а в графе 4 блока Б1 основной надписи указывают обозначение этого вида документа по ГОСТ 3.1201-85. Формы МК, установленные стандартом, являются унифицированными, и их следует применять независимо от типа и характера производства и степени детализации описания технологических процессов. Выбор и установление области применения соответствующих форм МК зависят от разрабатываемых видов технологических процессов, специализированных по применяемым методам изготовления и ремонта изделий и их составных частей, назначения формы в составе комплекта документов и применяемых методов проектирования документов. Всего существует 6 основных видов форм МК. Для ТП изготовления деталей чаще всего применяют форму 1 (рис. 1) для первого листа и форму 1б (рис. 2) для последующих листов. Для ТП сборки изделий чаще всего применяют форму 2 (рис. 3) для первого листа и форму 1б (см. рис. 2) для последующих листов. 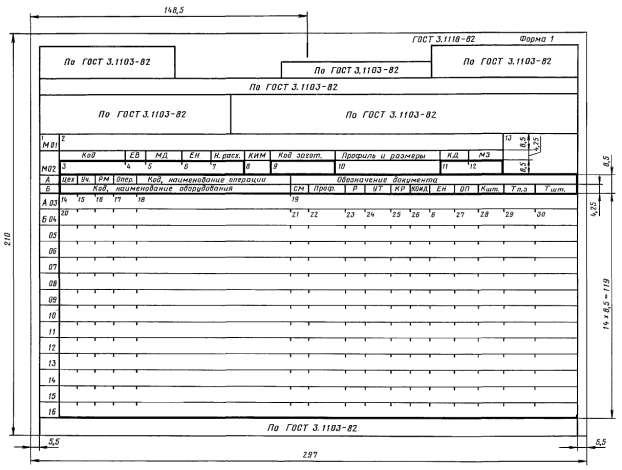 Рисунок 1. Бланк маршрутной карты для ТП изготовления деталей. Первый лист (форма 1) 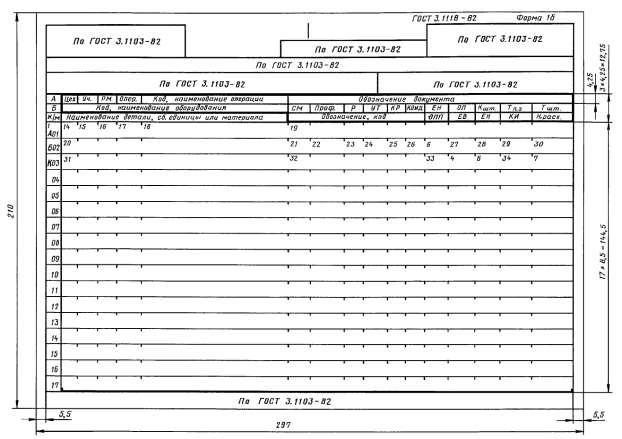  Бланк маршрутной карты для ТП сборки (форма 2) Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы определяют состав информации, размещаемой в графах данного типа строки МК (Таблица 1). Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов. Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки и выполняемые прописной буквой, например, М01, А12 и т.д. Таблица 1 Содержание информации, вносимой в строки МК в формах 1, 1б, 2.
Строки в МК должны располагаться в определенном порядке. Первый лист МК ТП изготовления детали начинается со строк М01 и М02, затем строки следуют в порядке А, Б. О, Т для каждой операции. На следующих листах МК ТП записывают только строки А, Б. О, Т. Для ТП сборки строки в МК строки следуют в таком порядке: А, Б, К, М, О, Т. При операционном описании ТП и использовании МК как сводного документа, заполняют только строки А и Б. Для внесения изменений следует оставлять одну-две пустые строки между строками с разными служебными символами. В строках О можно оставлять пустые строки перед описанием содержания каждого перехода. Строки могут быть разделены на графы. Размеры граф установлены ГОСТ 3.1118– 82. Графы форм следует заполнять в соответствии с Таблица 2. Таблица 2. Содержание граф строк МК в формах 1, 1б, 2 (см. рис. 1, рис. 2, рис. 3)
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||