Отчет по практике. Диганов Н.С. ГСМзб-2-1 Практика АМ-2. Отчет практика учебная Авиационномеханическая 2
 Скачать 2.07 Mb. Скачать 2.07 Mb.
|

|
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ГРАЖДАНСКОЙ АВИАЦИИ Кафедра авиатопливообеспечения и ремонта летательных аппаратов ОТЧЕТ Практика учебная «Авиационномеханическая -2» Период прохождения практики ____________________________________ Место проведения: ______________________________________________ Вариант контрольного задания №_10__ Выполнил: студент группы __ГСМЗб 2-1_ _______Ветров Никита Вячеславович_____ Ф.И. студента Направление подготовки: ____25.03.01 Техническая эксплуатация___ ____летательных аппаратов и двигателей,_ профиль «Обеспечение полетов воздушных _судов авиационными горюче-смазочными материалами и специальными жидкостями» ________________(ГСМ)________________ Проверил: ____доцент, ученый секретарь кафедры___ __авиатопливообеспечения и ремонта ЛА_ ____________(АТО и РЛА)______________ _________Зубов Олег Евгеньевич________ Москва – 2021 Вариант 10. Вопрос 1. Общие сведения о распиливании и припасовке. Инструмент для распиливания. Ответ на 1 вопрос. Распиливанием называется обработка отверстий с целью придания им нужной формы. Обработка круглых отверстий производится круглыми и полукруглыми напильниками, трёхгранных - трёхгранными, ножовочными и ромбическими напильниками, квадратных - квадратными напильниками. Распиливание в заготовке воротка квадратного отверстия. Вначале размечают квадрат, а в нём - отверстие, затем просверливают отверстие сверлом, диаметр которого на 0,5мм меньше стороны квадрата. Дальнейшую обработку сторон производят до тех пор, пока квадратная головка легко, но плотно не войдёт в отверстие. Распиливание в заготовке трёхгранного отверстия. Размечают контур треугольника, а в нём - отверстие и сверлят его сверлом, не касаясь разметочных рисок треугольника. Зазор между сторонами треугольника и вкладышей при проверке щупом должен быть не более 0,05мм. 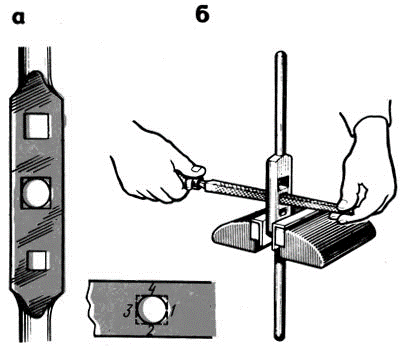 Рис. 1. Распиливание квадратного отверстия: а - разметка, б - прием распиливания 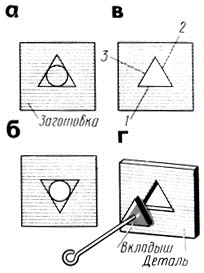 Рис. 2. Распиливание трехгранного отверстия: а - разметка, б - высверленное отверстие, в - порядок распиливания, г - проверка вкладышем Распиливание в заготовке воротка квадратного отверстия. Вначале размечают квадрат, а в нем - отверстие (рис. 1, а), затем просверливают отверстие сверлом, диаметр которого на 0,5 мм меньше стороны квадрата. В просверленном отверстии пропиливают четыре угла квадратным напильником, не доходя 0,5 -0,7 мм до разметочных рисок, после чего распиливают отверстие до разметочных рисок в такой последовательности: вначале пропиливают стороны 7 и 3, затем 2 и 4 и производят подгонку отверстия по метчику так, чтобы он входил в отверстие только на глубину 2 - 3 мм. Дальнейшую обработку сторон (рис. 1,6) производят до тех пор, пока квадратная головка легко, но плотно не войдет в отверстие. Распиливание в заготовке трехгранного отверстия. Размечают контур треугольника, а в нем - отверстие и сверлят его сверлом, не касаясь разметочных рисок треугольника (рис. 2, а,б). Затем в круглом отверстии пропиливают три угла и последовательно распиливают стороны 7,2 и 3, не доходя 0,5 мм до разметочной риски, после чего подгоняют стороны треугольника (рис. 2, в). При работе трехгранным напильником стремятся избежать поднутрения сторон, опиливают строго прямолинейно. Точность обработки проверяют вкладышем (рис. 2, г). Припасовкой называется точная взаимная пригонка деталей, соединяющихся без зазоров при любых перекантовках. Выполняется припасовка напильниками с мелкой и очень мелкой насечкой - № 2, 3, 4 и 5, а также абразивными порошками и пастами. Припасовывают как замкнутые, так и полузамкнутые контуры. Из двух припасовываемых деталей отверстие принято называть проймой, а деталь, входящую в пройму, - вкладышем. При изготовлении и припасовке шаблонов с полукруглым наружным и внутренним контурами вначале изготовляют деталь с внутренним контуром - пройму. К обработанной пройме подгоняют (припасовывают) вкладыш. 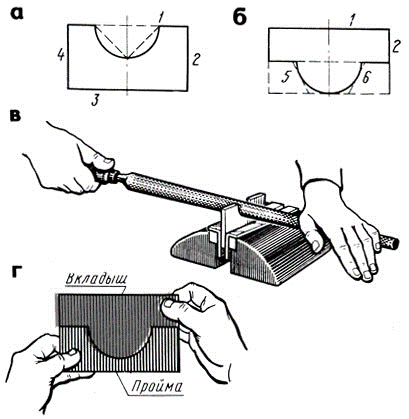 Рис. 3. Припасовка: а - разметка, б - подгонка, в - подпиливание, г - проверка вкладышем 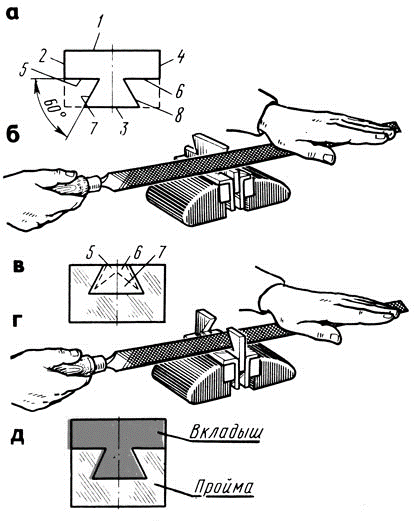 Рис. 4. Припасовка косоугольных вкладышей: а - схема разметки наружных углов, б - опиливание наружной поверхности, в - схема разметки внутренних углов, г - опиливание внутренних углов, д - проверка вкладышем При изготовлении и припасовке шаблонов с полукруглыми наружным и внутренним контурами вначале изготовляют деталь с внутренним контуром - пройму (1-я операция) (рис. 3, а). К обработанной пройме подгоняют (припасовывают) вкладыш (рис. 3, 6) (2-я операция). При обработке проймы сначала точно опиливают широкие плоскости как базовые поверхности, затем начерно ребра (узкие грани) 1,2,3 и 4, после чего размечают циркулем полуокружность, вырезают ее ножовкой (как показано штрихом на рисунке); производят точное опиливание полукруглой выемки (рис. 3, в) и проверяют точность обработки вкладышем, а также на симметричность по отношению к оси при помощи штангенциркуля. При обработке вкладыша сначала опиливают широкие поверхности, а потом ребра 1, 2 и 3. Далее размечают и вырезают ножовкой углы. После этого производят точное опиливание и припасовку ребер 5 и 6. Затем выполняется точное опиливание и припасовка вкладыша к пройме. Точность припасовки считается достаточной, если вкладыш входит в пройму без перекоса, качки и просветов (рис. 3, г). При изготовлении и припасовке косоугольных вкладышей и пройм типа "ласточкин хвост" (рис. 4, з, 6) сначала обрабатываю-*- вкладыш (обработка и проверка его проще). Обработку ведут в следующем порядке (рис. 4, 6). Вначале точно опиливают широкие плоскости как базовые поверхности, затем все четыре узких грани (ребра) 1, 2, 3 и 4. Далее размечают острые углы (рис. 4, в), вырезают их ножовкой и точно опиливают. Сначала опиливают ребра 5 и 6 (рис. 4, в, г) в плоскости, параллельной ребру 7, затем ребрам 7 и 8 (рис. 4, а) по линейке и под углом 60° к ребру 4. Острый угол (60°) измеряют угловым шаблоном. Пройма обрабатывается в следующем порядке. Вначале точно опиливают широкие плоскости, после чего опиливают все четыре ребра. Далее производится разметка, вырезка ножовкой паза (на рис. 4, в показано штрихом) и опиливание ребер 5, 6 и 7. Сначала ширина паза делается меньше требуемой на 0,05 - 0,1 мм при сохранении строгой симметричности боковых ребер паза по отношению к оси проймы, глубина паза выполняется сразу точной по размеру. Затем при припасовке вкладыша и проймы ширина паза получает точный размер по форме выступа вкладыша. Точность припасовки считается достаточной, если вкладыш входит в пройму туго от руки, без просветов, качки и перекосов (рис. 4, д). Ручное распиливание, пригонка и припасовка - очень трудоёмкие операции. Однако при выполнении слесарно-сборочных, ремонтных работ, а также при окончательной обработке деталей, полученных штамповкой, выполнять эти работы приходится вручную. Применением специальных инструментов и приспособлений (ручные напильники со сменными пластинками, напильники из проволоки, покрытые алмазной крошкой, опиловочные призмы и т. д.) повышает производительность труда при распиливании и припасовке. Инструмент для распиливания: Пилы предназначены для распиливания металлов и древесных материалов. У пилы есть металлическая лента (диск) с зубьями. Шагом называется расстояние между вершинами двух соседних зубьев, высотой зуба — промежуток между основанием и вершиной зуба. Зубья пилы имеют 2 боковые и 1 переднюю режущие кромки. У предназначенной для продольного распиливания пиломатериалов пилы зубья выполнены в форме треугольника и имеют прямую заточку, благодаря которой возможно производить пиление только в одном направлении. Передняя режущая кромка подобной пилы разрезает волокна, а две боковые отделяют их друг от друга. У предназначенной для поперечного распиливания пилы зубья главным образом выполнены в виде равнобедренного треугольника и имеют двухстороннюю заточку. У такой пилы передняя заточка отделяет волокна, а боковые кромки разрезают их. 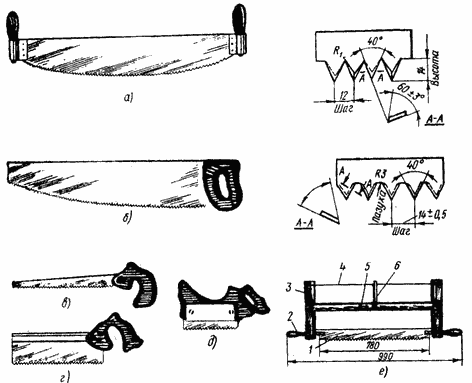 Рис. 5. Пилы: а — двуручная поперечная; б — ножовка широкая поперечная; в — ножовка узкая; г — ножовка с обушком; д — награди; е — лучковая пила. 1 — полотно; 2 — ручки; 3 — стойки или боковые планки; 4 — тетива; 5 — средник; 6 — закрутка. Ножевые пилы, или ножовки, бывают широкие, узкие, с обушком и ножовка-наградка. Ножовка широкая (рис. 5, б) применяется для поперечного раскроя; ножовка узкая (рис. 5, в) — для криволинейной распиловки, а также для сквозных пропилов; ножовка с обушком (рис. 5, г) — для неглубоких пропилов (верхняя часть ее полотна имеет утолщение); ножовка-наградка (рис. 5, д) — для несквозного пропиливания пазов. Лучковые пилы (рис. 5, е) применяют для продольного и поперечного распиливания. Представляют собой деревянный станок {лучок) из древесины твердых пород с натянутым на нем полотном 1. Тетиву 4 делают из крученого льняного или пенькового шнура диаметром 3 мм. Существуют ручные, электрические и выкружные пилы. Электрические предназначены и для поперечного, и для продольного распиливания материалов, в частности досок, брусков. К тому же с их помощью можно выполнять некоторые виды плотничных работ, как-то пиление под определенным углом. Удобство этих пил заключается в том, что работа с ними не требует значительных временных и физических затрат. Широко используются такие электропилы, как ЭП-5КМ, ЭП-К6, К-5М, ИЭ-5107. Пилы ЭП-5КМ, ЭП-К6, К-5М нужны для распиливания необтесанных бревен, досок, кряжей, брусьев. Режущая часть пил — состоящая из скрепленных между собой шарнирами зубьев пильная цепь. Пила ИЭ-5107 благодаря высокой частоте вращения (49 с-1) может распиливать древесные материалы, имеющие толщину 65 мм. Возможно также ее использование в качестве стационарного станка при предварительной установке на верстаке. Чтобы максимально обезопасить работу с пилой, необходимо проверить, насколько правильно заточены и разведены ее зубья, каким образом диск посажен на шпиндель, нет ли на нем трещин или иных повреждений. Вопрос 2. Общие сведения о шабрении. Инструмент для шабрения. Ответ на 2 вопрос. В современном производстве требуется весьма высокая точность обработки деталей. На грубо обработанных поверхностях имеются неровности, которые устраняют, в частности, при помощи шабрения. Шабрением называется такая обработка поверхности изделий, при которой с отдельных участков соскабливаются тонкие слои металла режущим инструментом - шабером. Шабрение представляет собой доводочный метод обработки поверхностей и по своему характеру относится к той же группе работ, что и шлифование, тонкое точение, доводка, притирка В общем машиностроении шабрение применяется при обработке поверхностей скольжения и направляющих поверхностей, чтобы обеспечить в трущейся паре наименьшие потери на трение и наибольшую точность подгонки деталей. Так, шабрению подвергают направляющие станин, суппортов, а также поверхности подшипников скольжения. Особенно важна обработка рабочих поверхностей измерительных инструментов и точных опорных поверхностей контрольно-измерительных приборов. Шабрение - трудоемкая операция, требующая большой затраты времени, так как приходится постепенно снимать с обрабатываемой поверхности очень тонкие слои металла; при тонком шабрении за один ход шабера снимается слой стружки толщиной до 0,01 мм. Поверхности, подлежащие шабрению, должны быть предварительно обработаны напильниками, резцами или какими-либо другими режущими инструментами. Для определения, какую именно часть поверхности следует шабрить, деталь пришабриваемой поверхностью кладут на проверочную плиту, покрытую тонким слоем краски, замешанной на минеральном масле, и с легким нажимом перемещают ее по плите в разных направлениях. Выступающие места пришабриваемой поверхности покрываются краской, и именно эти места подлежат соскабливанию шабером. При шабрении число таких пятен постепенно увеличивается и доводится до количества и размеров, предусмотренных техническими условиями на данную деталь. 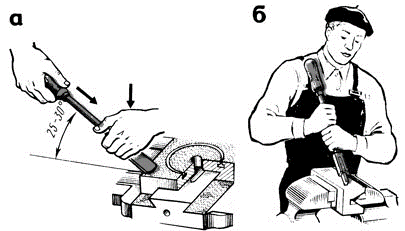 Рис. 6. Приемы шабрения плоских деталей: а - 'от себя', б - 'но себя' Процесс шабрения заключается в постепенном снятии металла с окрашенных участков (серые пятна). Шабер держат правой рукой за ручку, а левой нажимают на конец шабера (рис. 6, а). По отношению к обрабатываемой поверхности шабер устанавливают под углом 25 - 30°, а режущая кромка должна находиться на окрашенной поверхности. Металл снимают скоблением. Рабочим ходом при шабрении является движение вперед, т. е. "от себя", а при работе плоским шабером с отогнутым вниз концом -движение назад, т. е. "на себя". При движении назад (холостой ход) шабер приподнимают. Инструмент для шабрения: Режущим инструментом при шабрении является шабер, а проверочным - плита или линейка. Для шабрения применяют плоские (с прямым или загнутым концом), трехгранные и фасонные шаберы (рис. 7). 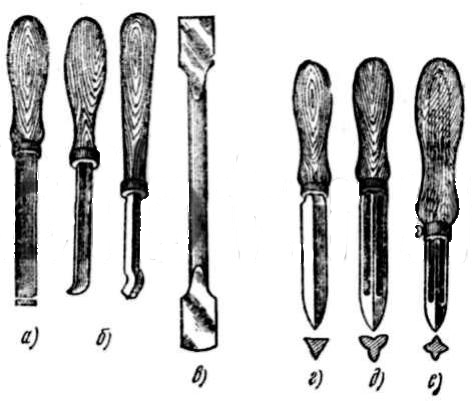 Рис. 7 Шаберы: а - плоский односторонний, б - с изогнутым концом, в-плоский двусторонний, г - трехгранный, д, е - фасонные Режущими кромками плоских шаберов являются их торцовые ребра. Шабером с изогнутым концом шабрят мягкие металлы (алюминий, цинк, баббит и др.), а также острые углы детали. Трехгранный шабер применяют для шабрения вогнутых и цилиндрических поверхностей. В гранях шабера имеются желобки для облегчения его заточки. Шаберы затачивают следующим образом. Сначала затачивают боковые грани, затем торцовую поверхность и после этого выполняют доводку. Углы заточки шабера показаны на рис. 8, в-д. 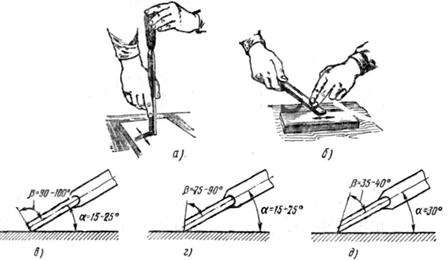 Рис. 8 Заправка торца шабера (а) и боковой поверхности шабера (б) шабера и углы заточки шабера для шабрения чугуна и бронзы (в), стали (г), мягких металлов (д) Шабер при доводке ставят в строго вертикальное положение (рис. 8, а). Сначала доводят режущую торцовую грань, а затем боковые грани (рис. 8, б). Такой порядок доводки шабера применяют для того, чтобы режущая кромка получилась наиболее острой, и чтобы на шабере не оставалось завалов от доводки торцовой грани. Вопрос 3. В чем разница между плоскостной и пространственной разметкой? Ответ на 3 вопрос. Плоскостная разметка — это слесарная операция, состоящая в построении на ровных поверхностях заготовок внутренних и контурных линий изготавливаемых деталей. Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами. Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания. Разметочные линии наносят в такой последовательности: сначала проводят горизонтальные, затем - вертикальные, после этого - наклонные и последними - окружности, дуги и закругления. Вычерчивание дуг в последнюю очередь дает возможность проконтролировать точность расположения прямых рисок: если они нанесены точно, дуга замкнет их и сопряжения получатся плавными. 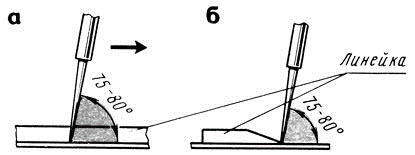 Рис. 9. Нанесение линий (рисок): а - наклон чертилки в сторону перемещения ее, б - наклон в сторону от линейки 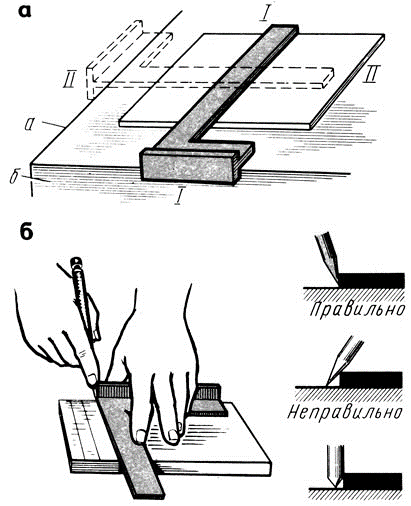 Рис. 10. Нанесение линий: а - перпендикулярных, б – параллельных 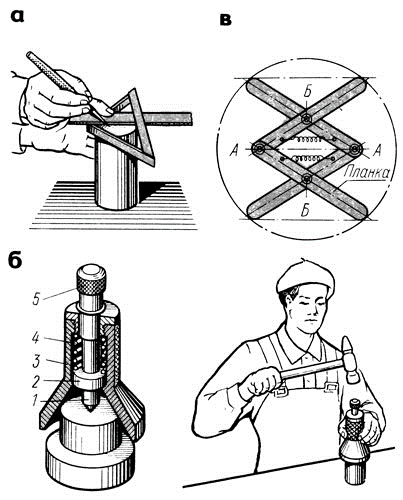 Рис. 11. Отыскание центров окружностей: а - центроискателем, б - кернером-центроискателем, в - шарнирным центроискателем; 1 - кернер, 2 - фланец, 3 - колокол, 4 - пружина, 5 - головка 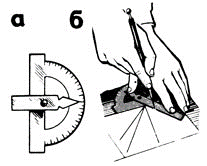 Рис. 12. Транспортир для разметки углов и уклонов (а) и его применение (б) Прямые риски наносят чертилкой, которая должна быть наклонена в сторону от линейки (рис. 9, 6) и по направлению перемещения чертилки (рис. 9, а). Углы наклона должны соответствовать указанным на рисунке и не изменяться в процессе нанесения рисок, иначе риски будут не параллельными линейке. Чертилку все время прижимают к линейке, которая должна плотно прилегать к детали. Риски ведут только один раз. При повторном проведении линий невозможно попасть точно в то же местр, в результате получается несколько параллельных рисок. Если риска нанесена плохо, ее закрашивают, дают высохнуть и проводят вновь. Перпендикулярные линии (не в геометрических построениях) наносят при помощи угольника. Деталь (заготовку) кладут в угол плиты и слегка прижимают грузом, чтобы она не сдвигалась в процессе разметки. Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхности б (рис. 10, а) разметочной плиты (положение угольника 1-1). После этого угольник прикладывают полкой к боковой поверхности и проводят вторую риску, которая будет перпендикулярна первой. Параллельные риски (линии) наносят при помощи угольника (рис. 10, 6), перемещая его на нужное расстояние. Отыскание центров окружностей осуществляют при помощи центроискателей и цен- тронаметчиков. Простейший центроискатель (рис. 11, а) представляет угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Установив угольник- центроискатель на наружную поверхность изделия, проводят чертилкой прямую. Она пройдет через центр окружности. Повернув угольник на некоторый угол (около 90°), проводят вторую прямую. На их пересечении и находится искомый центр. При малом диаметре размечаемого торца центроискателями пользоваться неудобно. В этом случае используют кернер-центроискатель. Кернер-центроискатель (рис. 11, 6) применяется для нанесения центров на цилиндрических деталях диаметром до 40 мм. Он имеет обыкновенный кернер 7, помещенный в воронке (колоколе) 3. В воронку вставлен фланец 2 с отверстием, в котором легко скользит кернер. Разметка заключается в том, что воронку прижимают к торцу изделия и молотком ударяют по головке 5 кернера. Под действием пружины 4 кернер всегда находится в верхнем положении. Шарнирный ценроискатель К. ф. Крючека (рис. 11, в) имеет преимущества перед другими центроискателями. При помощи его находят положение центровых линий не только цилиндрических, но и конических, прямоугольных и других отверстий. Центроискатель имеет четыре шарнирно связанные между собой планки, соединенные пружинами. При работе центроискателя пружины прижимают концы планок к стенкам отверстия. Точки А и Б, нанесенные на оси шарниров, указывают положение взаимно перпендикулярных линий. Разметка углов и уклонов производится при помощи транспортиров (рис. 12, а) и угломеров. При разметке транспортир (рис. 12, 6) устанавливают на заданный угол, удерживая левой рукой основание его, а правой рукой, поворачивая широкий конец линейки до тех пор, пока конец линейки, имеющий форму стрелки, совпадет с делением заданных градусов, нанесенных на основании. После этого линейку закрепляют шарнирным винтом, затем чертилкой наносят линии. 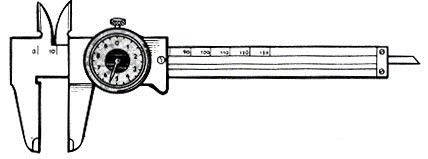 Рис. 13. Штангенциркуль карманный 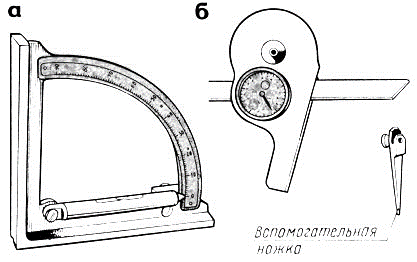 Рис. 14. Центроискатель-транспортир: 1 - угольник, 2 - транспортир, 3 - линейка, 4 - движок, 5 – гайка 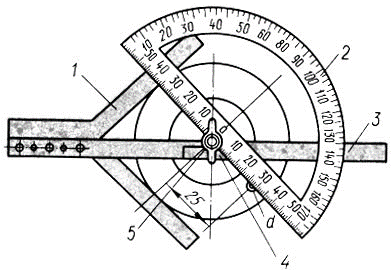 Рис. 15. Ватерпас с градусной шкалой (а) и угломер часового типа (б) Штангенциркуль карманный (рис. 13) с линейкой для измерения глубин производства ГДР вместо обычного нониуса имеет индикатор часового типа. Этот инструмент успешно используется разметчиками, так как уменьшает напряжение зрения при взятии отсчетов и обеспечивает достаточную точность. Цена деления круговой шкалы индикатора 1/10 мм, предел измерений - 135 мм, рабочие поверхности губок закалены по всей длине. Центроискатель-транспортир (рис. 14) отличается от обычного транспортира-центроискателя наличием транспортира 2, который при помощи движка 4 может перемещаться по линейке 3 и закрепляться на ней в нужном положении гайкой 5. Линейка прикреплена к угольнику 7. Транспортир дает возможность находить центры отверстий, расположенных на заданном расстоянии от центра цилиндрической детали и под любым углом. На рис. 14 найдено положение точки d, находящейся под углом 45° и на расстоянии 25 мм от центра. Ватерпас с градусной шкалой и угломер часового типа (рис. 15), выпускаемые в ГДР, могут быть использованы для разметочных работ. Ватерпас (рис. 15, а) рационально применять при измерении уклонов с точностью до 0,0015°и при установке деталей на плите в тех случаях, когда плоскость разметочной плиты строго выверена по уровню. Угломер часового типа (рис. 15, 6) не требует большого напряжения зрения при установке угловых величин по шкале. Цена деления круговой шкалы - 5 угловых минут. Полный оборот стрелки соответствует изменению угла между линейками на 10°. В круглом отверстии циферблата отсчитывается цифра, соответствующая целому числу градусов. Вспомогательная ножка служит для измерения малых углов. 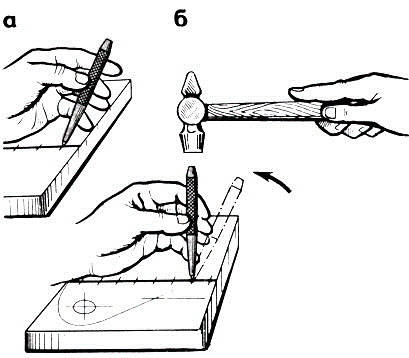 Рис. 16. Накернивание разметочных линий: а - установка кернера, б - кернение Керном называется углубление (лунка), образовавшаяся от действия острия (конуса) кернера при ударе по нему молотком. Масса молотка должна быть соразмерна массе кернера. При работе кернер берут тремя пальцами левой руки, ставят острым концом точно на разметочную риску так, чтобы острие кернера было строго на середине риски (рис. 16, а). Сначала наклоняют кернер в сторону от себя и прижимают к намечаемой точке, затем быстро ставят в вертикальное положение, после чего по нему наносят легкий удар молотком массой 100 - 200 г (рис. 16, 6). Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности детали оставались половины кернов. Керны обязательно ставят на пересечениях рисок и закруглениях. На длинных линиях (прямых) керны наносят на расстоянии от 20 до 100 мм, на коротких линиях, перегибах, закруглениях и в углах - на расстоянии от 5 до 10 мм. Линию окружности достаточно накернить в четырех местах - в местах пересечение осей. Керны, нанесенные неравномерно, а также не на самой риске, не обеспечивают возможности контроля обработки (точения, фрезерования и т. д.). На обработанных поверхностях деталей керны наносят только на концах линий. Иногда на чисто обработанных поверхностях риски не накернивают, а продолжают их на боковые грани и накернивают там. Керны для сверления отверстий делают более глубокими, чем остальные, чтобы сверло меньше уводило в сторону от разметочной точки. 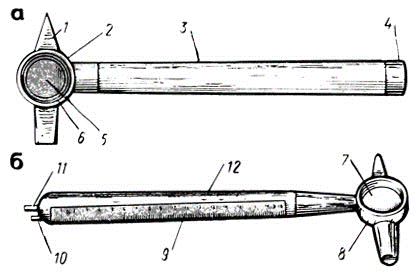 Рис. 17. Разметочные молотки: а - В. М. Гаврилова, б – Дубровина 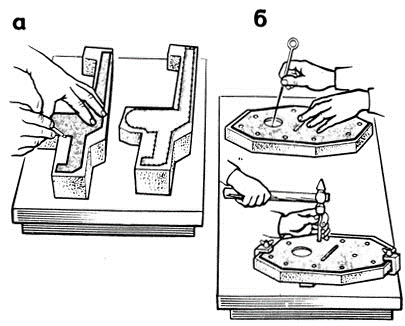 Рис. 18. Разметка по шаблону: а - работа чертилкой и размеченная заготовка, б - работа чертилкой и накернивание Для разметочных работ слесарем В. М. Гавриловым изготовлен оригинальный молоток (рис. 17, а). Особенность молотка состоит в том, что в уширенной части головки 1 молотка имеется круглое сквозное отверстие, в которое на резиновых амортизационных кольцах 6 вставлена четырехкратная линза 5. От выпадения линза удерживается пружинными разрезными кольцами 2 из стальной проволоки. Деревянная ручка 3 пустотелая, с торца закрывающаяся крышкой 4. Она может служить пеналом для хранения кернеров, чертилок и т. п. Молоток разметчика Дубровина (рис. 17, б) может одновременно использоваться в качестве лупы, линейки и пенала для кернера, чертилки и т. п. В головке 8 молотка предусмотрено круглое отверстие, в котором укреплена линза 7. К скошенной кромке ручки прикреплена стальная линейка 9 с миллиметровой шкалой. В торце ручки 12 высверлено два отверстия для хранения кернера 11 и чертилки 10. Молоток удобен в работе, повышает производительность труда, так как избавляет слесаря или разметчика от необходимости перехватывать рукой молоток и лупу для нанесения удара, повышает культуру производства. В целях повышения производительности слесари-новаторы применяют усовершенствованные приемы разметки и специальные приспособления. Большое количество одинаковых деталей размечают по шаблону. Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, иногда для разметки даже малых партий, но сложных изделий (рис. 18). Шаблоны изготовляют из листового материала толщиной 0,5 - 1 мм, а для деталей сложной формы или имеющих отверстия - толщиной 3 - 5 мм. При разметке шаблон накладывают на окрашенную заготовку (деталь) и проводят чертилкой риску вдоль контура шаблона (рис. 18, а), после чего риску накернивают. При помощи шаблонов удобно размечать отверстия для сверления, так как при этом отпадает необходимость в геометрических построениях - деление отрезков и окружностей на части и пр. Отверстия размечают по шаблону чертилкой или кернером (рис. 18, б). Иногда шаблон служит кондуктором, по которому деталь обрабатывают без разметки. Для этого шаблон накладывают на заготовку, затем сверлят отверстия и обрабатывают боковые поверхности. Целесообразность применения шаблона состоит в том, что разметочная работа, на которую затрачивается много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона. Разметочные шаблоны могут также использоваться и для контроля детали после обработки. Разметка по образцу отличается от разметки по шаблону тем, что при этом не изготовляют шаблон. Этот способ широко применяют при ремонтных работах, когда размеры снимают непосредственно с вышедшей из строя детали и переносят на размечаемый материал. При этом учитывают износ. Разметку по месту чаще применяют при сборке больших деталей. Одну деталь размечают по другой в таком положении, в каком они должны быть соединены. Разметка карандашом производится, как и чертилкой, по линейке на заготовках из алюминия и дюралюминия. Размечать алюминиевые и дюралюминиевые детали при помощи чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии. Точная разметка выполняется теми же правилами, как и обычная разметка, но применяют более точные измерительные и разметочные инструменты. Поверхности размечаемых заготовок тщательно очищают и покрывают тонким слоем раствора медного купороса. Мел применять для окраски не рекомендуется, так как он быстро стирается, прилипает к рукам и загрязняет инструмент. При нанесении рисок пользуются штанген-рейсмасом с точностью 0,05 мм, а установку и выверку заготовок производят по индикатору. Более точную установку можно получить, применяя плоскопараллельные меры длины (плитки), закрепляя их в специальных державках. Риски проводят неглубокие, а накернивание производят острозаточенным кернером с тремя ножками, расположенными под углом 90°. Разметка должна отвечать следующим основным требованиям: точно соответствовать размерам, указанным на чертеже; разметочные линии (риски) должны быть хорошо видны и не стираться в процессе обработки заготовки; не портить внешний вид и качество детали, т. е. глубина рисок и керновых углублений должны соответствовать техническим требованиям. Пространственная разметка — это разметка поверхностей заготовки (детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу. Базой могут служить обработанные и необработанные поверхности, плоскости, расположенные в средней части детали, или центры отверстий. Иногда базирующая поверхность получается после частичной обработки детали, размеченной от необработанной базирующей поверхности, и т. п. Поэтому, приступая к разметке, нужно продумать процесс, выбрать базирующую поверхность, от которой можно было бы разметить наибольшее количество осей и плоскостей, установить главные оси заготовки, количество положений заготовки на плите и их последовательность. Прежде чем приступить к разметке, заготовку устанавливают и выверяют на разметочной плите, пользуясь для этого опорными подкладками, призмами и домкратами, разметочными ящиками и др. Призматические подкладки применяют при установке заготовок цилиндрической формы. Подкладки имеют точно обработанные наружные поверхности с тремя-четырьмя призматическими вырезами. Чаще всего применяют подкладки длиной 50 - 250 мм, шириной и высотой 50 -100 мм. Для установки длинных цилиндрических заготовок используют комплекты (пары) подкладок одинаковых размеров. 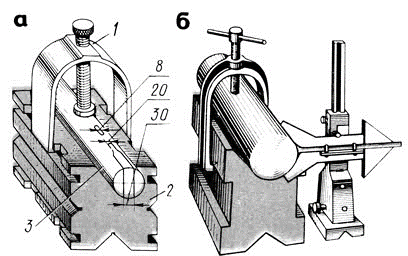 Рис. 19. Призмы: a - П. А. Щербакова, б - обычная со скобой; 1 - скоба, 2 - призма, 3 - валик 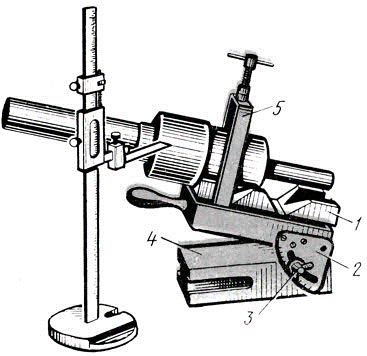 Рис. 20. Призма для разметки деталей под углом: 1 - призма, 2 - диск, 3 - гайка-барашек, 4 - основание, 5 – скоба 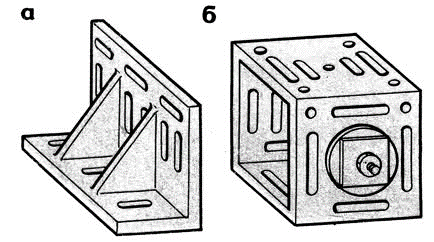 Рис. 21. Разметочные приспособления: а - угольник, б – кубик 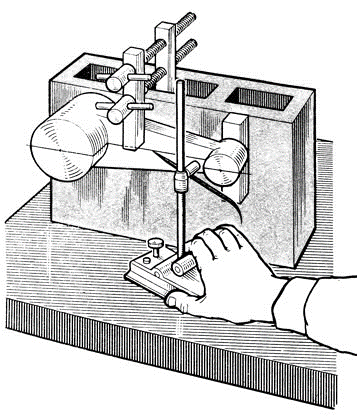 Рис. 22. Разметка при помощи ящика 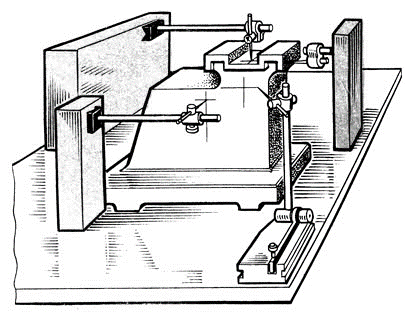 Рис. 23. Разметка при помощи ящика без перекантовки 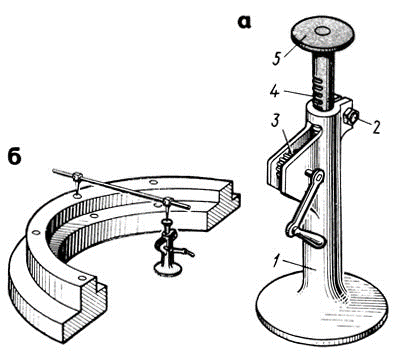 Рис. 24. Выдвижной центр: а - устройство, б — применение. Наиболее усовершенствованной конструкцией является призма, применяемая разметчиком-новатором П. А. Щербаковым. Преимущество указанной призмы (рис. 19, а) состоит в том, что боковые стороны скобы 7 не выступают за грани призмы 2, это позволяет производить разметку горизонтальных и вертикальных линий на детали (валике) 3 путем ее перекантовки. В обычных призмах с одной призматической выемкой со скобой (рис. 19, 6) стороны скобы выступают за грани призмы, вследствие чего нельзя производить разметку в горизонтальной и вертикальной плоскостях без перестановки детали. Призма 7 для разметки деталей под углом (рис. 20) устанавливается на нужный угол по отношению к основанию 4 по градуированному диску 2. Деталь при разметке крепят скобой 5. Положение призмы фиксируется гайкой-барашком 3. Угольники (рис. 21, а) изготовляют из серого чугуна. На обеих полках угольника имеются отверстия. Отверстия в горизонтальной полке дают возможность крепить угольник к разметочной плите с Т-образными пазами; с помощью отверстий на вертикальной полке к угольнику крепят размечаемые заготовки. Разметочные кубики (рис. 21, б) имеют точно обработанные поверхности и большое количество отверстий для установки и крепления деталей при помощи болтов с прихватами, планок и т. п. Разметочные ящики (рис. 22, 23) изготовляют из чугуна (для облегчения отливают пустотелыми с толщиной стенок 8-12 мм и с ребрами жесткости внутри), все стороны тщательно пришабривают. Особое внимание при их изготовлении обращается на точность сопряжения граней (углы 90°). Ящики применяют для крепления на их сторонах размечаемых заготовок. Выдвижной центр (рис. 24, а) при помощи зубчатого колеса 3 и зубчатой рейки 4 имеет возможность выдвигаться на высоту до 400 мм по отношению к основанию 7. В нужном положении площадка 5 фиксируется зажимным болтом 2. Выдвижная площадка создает удобства для разметки окружностей, расположенных на разных высотах (рис. 24, б). 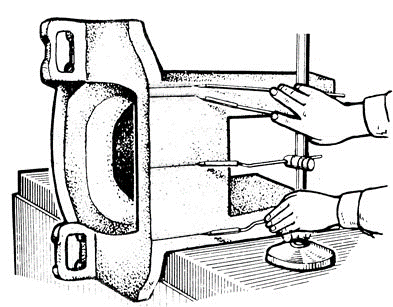 Рис. 25. Многоигольчатый высокопроизводительный рейсмас К. Ф. Крючека 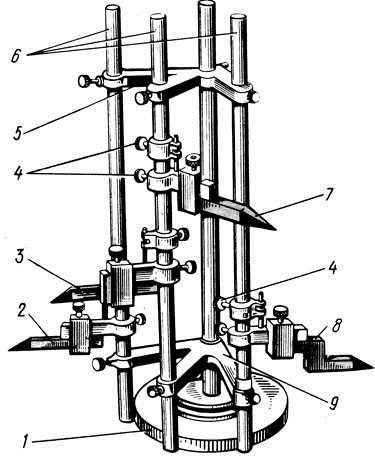 Рис. 26. Комбинированный рейсмас: 4 - винт, 1 - основание, 5,9 - планки, 2, 3, 7,8 - чертилки, 6 – стойки 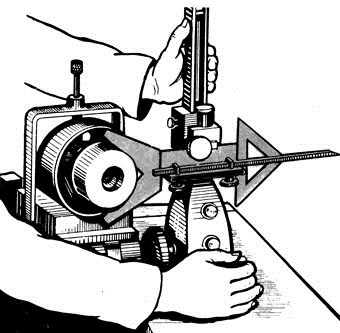 Рис. 27. Микрорейсмас с измерительными барабанами: 1 - игла чертилки, 2 - установочные винты, 3 - каретка, 4 - основание, 5 - стойка-рейка, Рейсмас. Наиболее широко применяется ускоряющий разметку рейсмас, предложенный новатором К. ф. Крючеком (рис. 25). Рейсмас имеет четыре чертилки, каждая из которых устанавливается на нужный размер, что позволяет провести одновременно несколько параллельных рисок. На рис. 26 показана другая конструкция комбинированного рейсмаса. Риски наносят чертилками 2, 3, 7 и В, которые закрепляют винтами 4. Микрорейсмас с измерительными барабанами (рис. 27) состоит из круглого основания 4, неподвижно соединенного со стойкой - рейкой 5, по которой при вращении установочных винтов 2 перемещается каретка 3, несущая иглу 7 чертилки. Величину вертикального перемещения отсчитывают по круговым шкалам мерительных барабанов, видимым через окна каретки. Наличие двух систем мерительных барабанов позволяет вести отсчеты в прямом направлении (от плиты) и обратном. Это освобождает разметчика от необходимости пересчета всех размеров, заданных по чертежу на размеры от плиты. Конструкция позволяет крепить в каретке иглу чертилки под необходимым углом к размечаемой поверхности, что также повышает точность разметки. 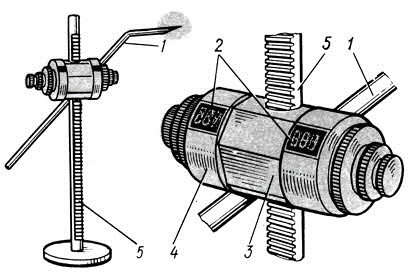 Рис. 28. Центрирующий штангенрейсмас Центрирующий штангенрейсмас (рис. 28) представляет собой обычную стойку штангенрейсмаса, на которую надета каретка центроискателя, имеющая вид стрелки, составленной из двух равных треугольников. Биссектриса большого треугольника определяет центр заготовки, центровая линия наносится острием стрелки. Разница между плоскостной и пространственной разметкой: При плоскостной разметке риски наносят только на одной плоскости. При пространственной разметке размечаются не только отдельные поверхности заготовки, расположенные в различных плоскостях и под различными углами друг к другу, но и производится взаимная увязка расположения этих поверхностей между собой. |